1
(21) 4448462/08
(22) 27о06088
(46) 07001.91. Бюл. № 1
(71) Ивановское головное конструкторское бюро Станкосистема
(72) А.А.Бумагин (53) 6-21.952-229.2 (088.8) (56) Зазерский Е.И. и др. Токарь- расточник. М.-Л.: Машгиз, 1960, с.7 и 36, фиг. 2 и 28.
(54) ШПИНДЕЛЬНАЯ БАБКА РАСТОЧНОГО СТАНКА
(57) Изобретение относится к станкостроению, в частности к расточным станкам, оснащенным планшайбами с радиальными суппортами. Цель изобретения - повышение производительности за счет размещения инструментальных оправок на радиальном суппорте. При необходимости автомата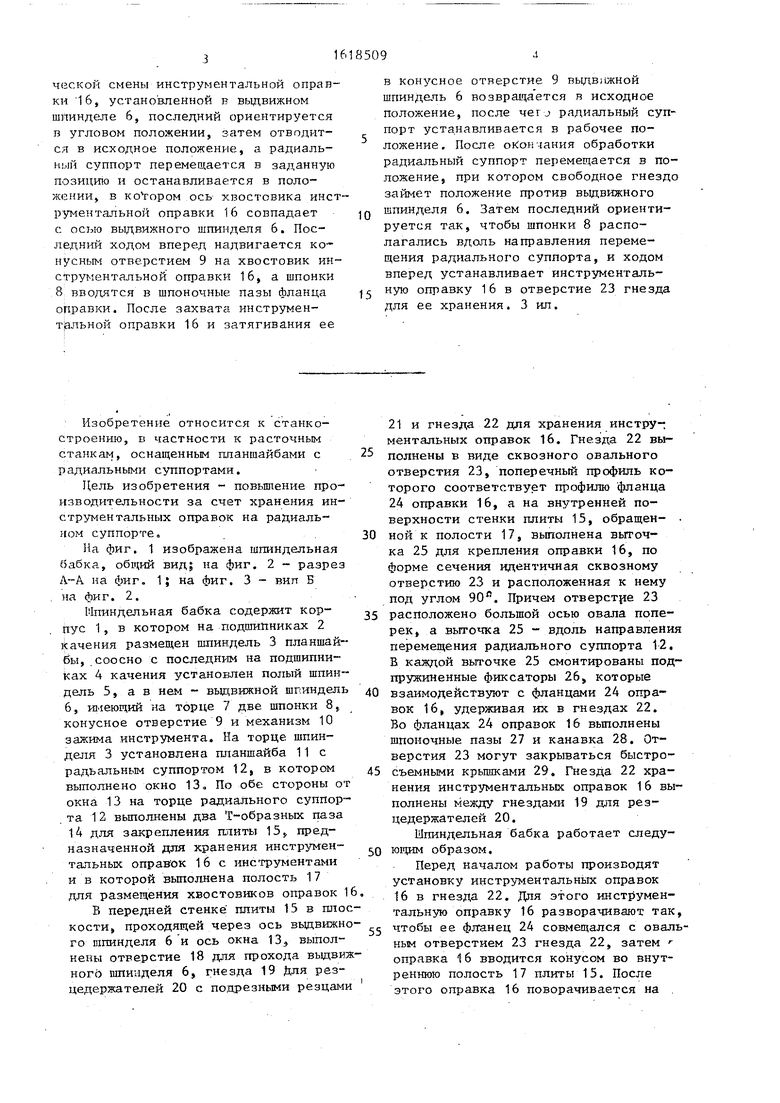

| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ФИКСАЦИИ ИНСТРУЛ\ЕНТАЛЬНОЙ ОПРАВКИ С РАДИАЛЬНЫМ СУППОРТОМ В ШПИНДЕЛЕ СТАНКА | 1972 |
|
SU348301A1 |
| Шпиндельная бабка | 1990 |
|
SU1750849A2 |
| Шпиндельная бабка | 1987 |
|
SU1414504A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Шпиндельная бабка многооперационного станка | 1979 |
|
SU933290A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| Шпиндельное устройство | 1973 |
|
SU452438A1 |
| Устройство для зажима инструментальной оправки | 1982 |
|
SU1060351A1 |
| ШПИНДЕЛЬНОЕ УСТРОЙСТВО | 2004 |
|
RU2264890C1 |
А-А
f.
(Л
05
оо
СЛ
со
ческой смены инструментальной оправки 16, установленной в выдвижном шпинделе 6, последний ориентируется в угловом положении, затем отводится в исходное положение, а радиальный суппорт перемещается в заданную позицию и останавливается в поло- жении, в котором ось хвостовика инструментальной оправки 16 совпадает с осью выдвижного шпинделя 6. Последний ходом вперед надвигается конусным отверстием 9 на хвостовик инструментальной оправки 16, а шпонки 8 вводятся в шпоночные пазы фланца оправки. После захвата инструментальной оправки 16 и затягивания ее
Изобретение относится к станкостроению, в частности к расточным станкам, оснащенным планшайбами с радиальными суппортами.
Цель изобретения - повышение производительности за счет хранения инструментальных оправок на радиальном суппорте. .
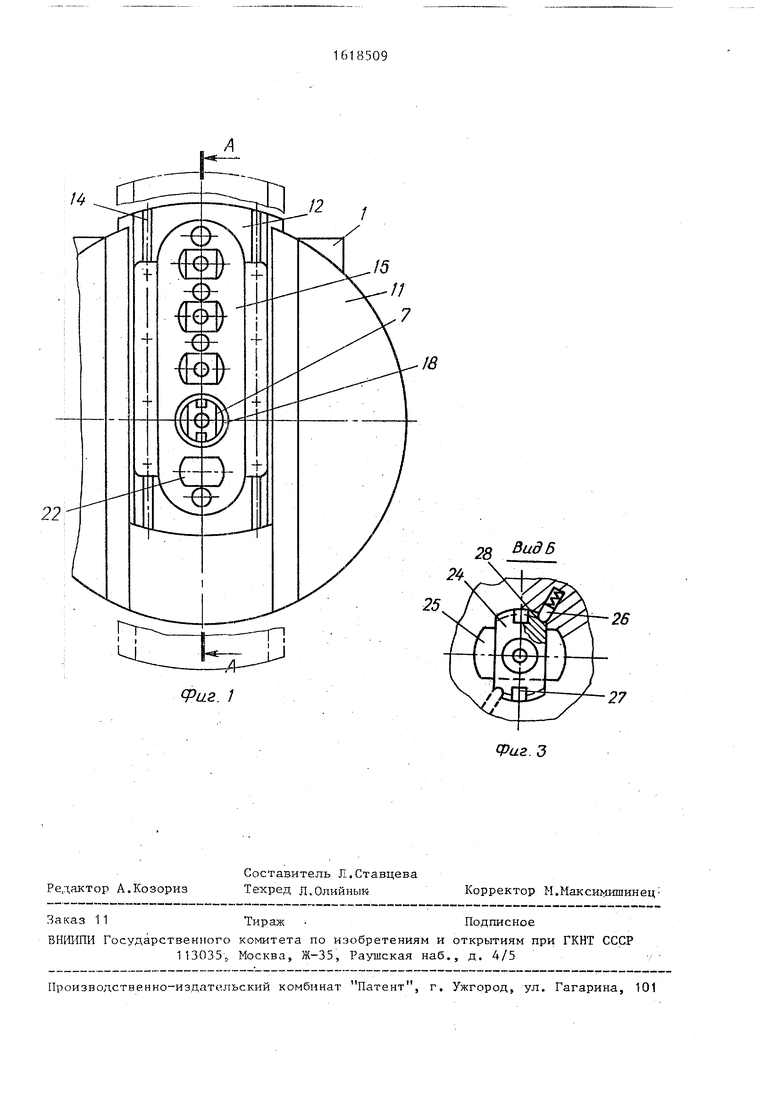
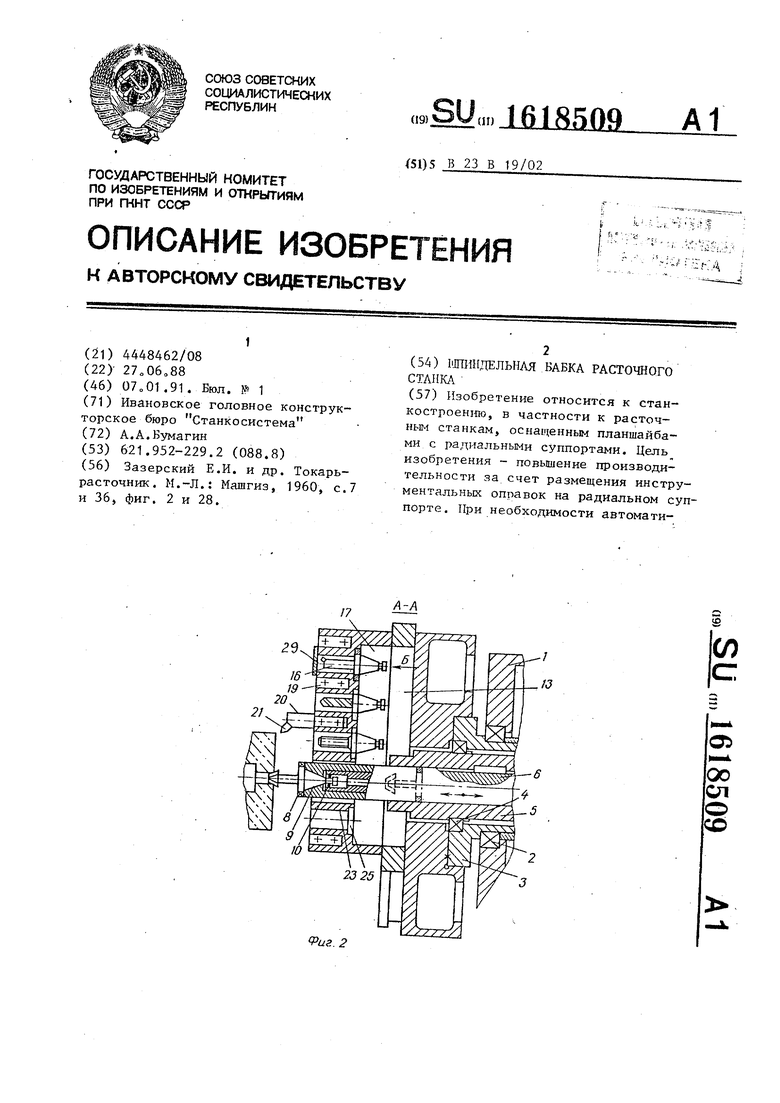
На фиг. 1 изображена шпиндельная бабка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фит. 3 - вил Б на фиг. 2.. . .
Шпиндельная бабка содержит кор- пус 1, в котором на подшипниках 2 качения размещен шпиндель 3 планшайбы, соосно с последним на подшипниках 4 качения установлен полый шпиндель 5, а в нем - выдвижной шпиндель 6, имеющий на торце 7 две шпонки 8, конусное отверстие 9 и механизм 10 зажима инструмента. На торце шпинделя 3 установлена планшайба 11 с радьальным суппортом 12, в котором выполнено окно 13. По обе стороны от окна 13 на торце радиального суппорта 12 выполнены два Т-образных паза 14 для закрепления плиты 15, предназначенной для хранения инструмен- тальных оправок 16 с инструментами ив которой выполнена полость 17 для размещения хвостовиков оправок 16 В передней стенке плиты 15 в плоскости, проходящей через ось выдвижно го шпинделя 6 и ось окна 13, выполнены отверстие 18 для прохода выдвижного шпинделя 6, гнезда 19 для резцедержателей 20 с подрезными резцами
в конусное отверстие 9 шпиндель 6 возвращается в исходное положение, после чего радиальный суппорт устанавливается в рабочее положение. После окончания обработки радиальный суппорт перемещается в положение, при котором свободное гнездо займет положение против выдвижного
шпинделя 6. Затем последний ориентируется так, чтобы шпонки 8 располагались вдоль направления перемещения радиального суппорта, и ходом вперед устанавливает инструментальr ную оправку 16 в отверстие 23 гнезда для ее хранения. 3 ил.
21 и гнезда 22 для хранения инструментальных оправок 16. Гнезда 22 выполнены в виде сквозного овального отверстия 23, поперечный профиль которого соответствует профилю фланца 24 оправки 16, а на внутренней поверхности стенки плиты 15, обращен- ной к полости 17, выполнена выточка 25 для крепления оправки 16, по форме сечения идентичная сквозному отверстию 23 и расположенная к нему под углом 90П. Причем отверстие 23 расположено большой осью овала поперек, а выточка 25 - вдоль направлени перемещения радиального суппорта 12. В каждой выточке 25 смонтированы подпружиненные фиксаторы 26, которые взаимодействуют с фланцами 24 оправок 16, удерживая их в гнездах 22. Во фланцах 24 оправок 16 выполнены шпоночные пазы 27 и канавка 28. Отверстия 23 могут закрываться быстро- съемными крышками 29. Гнезда 22 хранения инструментальных оправок 16 выполнены между гнездами 19 для резцедержателей 20.
Шпиндельная бабка работает следующим образом.
Перед началом работы производят установку инструментальных оправок 16 в гнезда 22. Для этого инструментальную оправку 16 разворачивают так чтобы ее фланец 24 совмещался с овалным отверстием 23 гнезда 22, затем г оправка 16 вводится конусом во внутреннюю полость 17 плиты 15. После этого оправка 16 поворачивается на
90° вокруг оси своей и осевым движением вводится фланцем 24 в овальную
выточку 25, преодолевая сопротивлени пружин фиксаторов 26.
Резцом 21 производят подрезку торцов рабочим ходом радиального суппорта 12 или расточку отверстий больших диаметров и обточку наружных поверхностей рабочим ходом шпиндельной бабки по станине. Рабочей подачей выдвижного шпинделя 6 при неподвижной шпиндельной бабке установленными в нем инструментальными оправками 16 производят сверление, зенкерование, растачивание, развертывание, зенкова ние небольших отверстий, которые нельзя или нецелесообразно обрабатывать при вращении планшайбы 11.
При необходимости автоматической смены инструментальной оправки 16, установленной в .выдвижном шпинделе 6 последний ориентируется в угловом положении, так, чтобы шпонки 8 располагались вдоль направления перемещения радиального суппорта 12 и в одной плоскости со шпоночными пазами 27 фланцев 24 инструментальных оправок 16. Затем выдвижной шпиндель 6 отводится в исходное положение, а радиальный суппорт 12 с инструментальными оправками 16 перемещается в заданную позицию и останавливается в положении, в котором ось хвостовика инструментальной оправки 16 совпадает с осью выдвижного шпинделя 6. Последний входом вперед надвигается конусным отверстием 9 на хвостовик инструментальной оправки 16, а шпонки 8 вводятся в шпоночные пазы 27, при этом механизм 10 зажима инструмента должен быть раскрыт для захвата хвостовика оправки 16. После захвата механизмом 10 зажима хвостовика инструментальной оправки 16 и затягивания его в конусное отверстие
9 выдвижной шпиндель 6 возвращается в исходное положение,после чего радиальный суппорт 12 с инструментальными оправками 16 устанавливается в положение, при котором ось выдвижного шпинделя 6 совпадает с осью отверстия 18. Выдвижной шпиндель 6 пе ремещается к обрабатываемой детали.
0 После окончания обработки с использованием установленной в выдвижном шпинделе 6 инструментальной оправки 16 последний вновь возвращается в исходное положение, ради- альный суппорт 12 перемещается в положение, при котором свободное гнездо 22 займет положение против выдвижного шпинделя 6. Затем последний ориентируется так, чтобы шпонки 8 располагались вдоль направления перемещения радиального суппорта 12, и ходом вперед устанавливает инструментальную оправку 16 в отверстие 23 гнезда 22, раздвигая при этом фланцем 24 фик саторы 26.В этом положении механизм 10 зажима инструмента раскрывается и освобождает хвостовик инструментальной оправки 16. Выдвижной шпиндель 6 отходит назад, оставив ин0 струментальную оправку 16 в гнезде 22.
С
Формул
изобретения
Шпиндельная бабка расточного
станка с выдвижным шпинделем и планшайбой, несущей радиальный суппорт, в верхней стенке которого выполнены гнезда для резцедержателей и окно
Для прохода выдвижного шпинделя, отличающаяся тем, что, с целью повышения производительности, в верхней стенке радиального суппорта выполнены дополнительные гнез- :
да, предназначенные для хранения инструментальных оправок.
Фиг. 1
IT
27
Фиг.З
