Изобретение относится к обработке материалов резанием, в частности к конструкции режущего инструмента для фасонного точения.
Известна конструкция круглого или призматического фасонного резца, у которого профиль резца расположен в сечении, нормальном к задней поверхности, а передняя поверхность выполнена на плоскости.
Недостатком известной конструкции является непостоянство кинематических передних углов на лезвии резца по глубине его профиля, что снижает его стойкость между переточками.
Известна конструкция призматического фасонного резца с базой, параллельной оси изделия, в которой передняя поверхность выполнена по всей глубине профиля резца по одной плоскости, наклоненной относительно инструментальной основной плоскости под оптимальным инструментальным передним углом, равным сумме оптимальных кинематических переднего и заднего углов на вершине резца выбранных из условий обработки
Однако оптимальные условия резания обеспечиваются только на режущей кромке лезвия резца, находящейся на вершине резца, а по глубине профиля резца кинематические передние утлы на лезвии уменьшаются По глубине профиля резца в такой же закономерности ухудшаются и условия резания, что приводит к ускоренному темпу износа и меньшей стойкости режущих кромок лезвия, отстоящих от вершины резца.
Наиболее близким к предлагаемому является фасонный резец, имеющий фасонную заточку передней поверхности по Архимедовой спирали.
Недостатком указанного фасонного резца является эолее спожный технологический процесс затоики передней поверхности фасонного резца по Архимедовой спирали. Такой технологический процесс заточки требует фасонного круга или специального заточного оборудования.
Цель изобретения - упрощение конструкции.
Ё
Ч
ел о
00
ся
Указанная цель достигается тем, что передняя поверхность выполнена в виде ломаной поверхности количество звеньев которой равно числу ступеней профиля резца, а колена звеньев передней поверхности расположены между ступенями профиля резца, и каждое последующее звено передней поверхности выполнено по отношению к предыдущему под передним углом, большим на величину угла, определяемого по зависимости
.dn sin УК
ift arcsin - . - rdx
-arcsln
dn-1 sin УК
dx15
где УК - величина переднего угла на первой ступени резца;
dn - диаметр ступени профиля резца, по которой определяется величина переднего угла;20
dn-1 - диаметр предыдущей ступени профиля резца;
dx - диаметр колена передней поверхности, расположенного между ступенями dn-1 и dn профиля резца,25
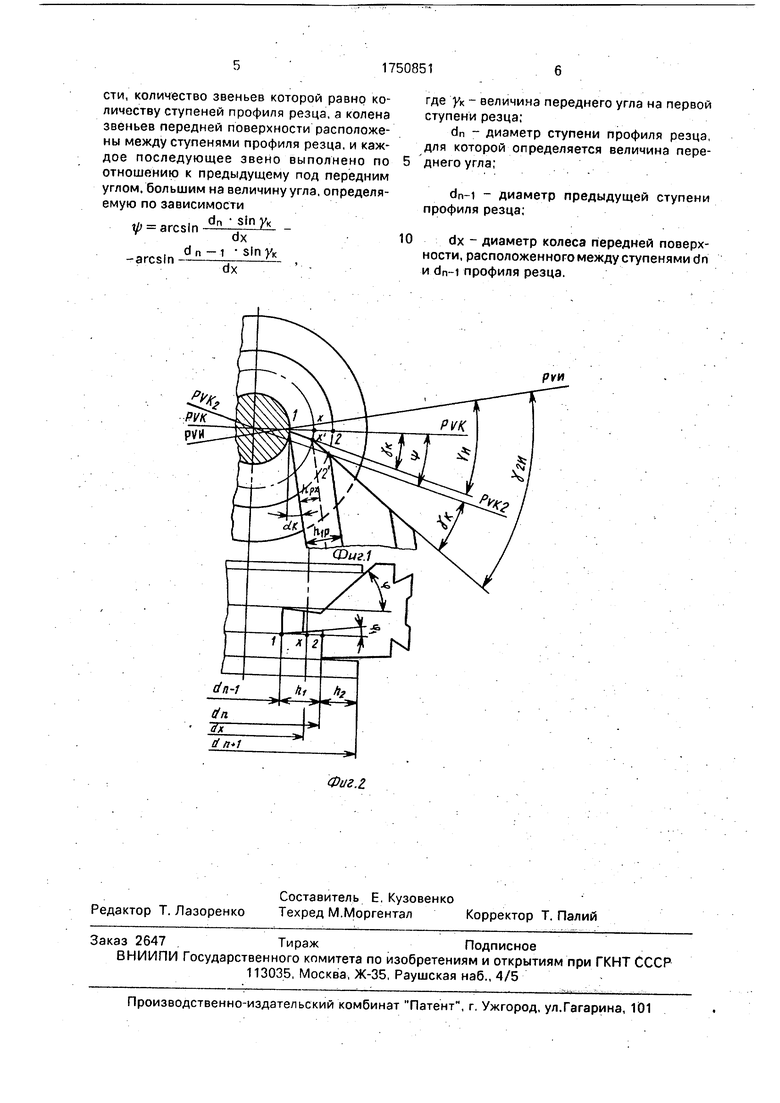
На фиг.1 показана конструкция фасонного резца, вид сбоку; на фиг.2 - конструкция профиля фасонного резца, вид сверху,
На фиг.1 и 2 показана конструкция фа30
сонного резца при полном его врезании на
глубину профиля детали, равную сумме глубин ступеней hi и h2.
На фиг.2 показаны три характерные точки профиля резца: точка 1 лежит на внутреннем диаметре изделия dn-1, точка 2 - на диаметре изделия dn; точка X - на диаметре изделия dx, между диаметрами dn-1 и dn; dn-H - наружный диаметр изделия; hi - глубина первой ступени профиля детали; h2 - глубина второй ступени профиля детали; р - угол профиля детали; ф - угол поднутрения режущих кромок, перпендикулярных оси изделия,
На фиг,1 показан профиль образующей передней поверхности резца - ломаной линии, состоящей из двух звеньев 1-Х и Х -2 с коленом X , находящемся на диаметре dx. расположенном между диаметрами n-й п-1 ступеней профиля детали dn-1 dx dn и выбираемом в зависимости от характера и размера профиля; PVR-PVK - след основной кинематической плоскости, проходящей через точку 1 вершины резца; - след основной кинематической плоскости, проходящей через точку профиля 2 ; hpx - высо- та профиля резца в точке X ; «к- кинематический задний угол в точке резца 1; УК- главный кинематический передний угол в точке 1 и в точке 2 ; РуИ-Руи - главная
основная инструментальная плоскость; уи - главный инструментальный передний угол в точке 1; hip - высота профиля резца в точке 2 ; гр- угол между кинематическими основными плоскостями, проходящими через точки 1 и 2 ; уИ2 - главный инструментальный передний угол в точке 2.
Для обеспечения в точке 2 профиля резца кинематического переднего угла, равного главному кинематическому переднему углу УК в точке 1, необходимо в точке 2 выполнить главный инструментальный передний угол увеличенным на величину угла ip, т.е.
У2и УИ + V -(2)
где УИ определяется из уравнения
Уи ук+ «к.(3)
Передний ук и задний OK углы выбираются из условия обработки,
Угол определяется по формуле
у arcsin- Ц
Ydx
dn-1 sin УК
-arcsin
dx
Следовательно, для обеспечения оптимального кинематического переднего угла в процессе резания вто - ке2/профиля лезвия резца нужно заточить фасонный резец на второй ступени с коленом в точке X под инструментальным передним углом, определяемым из зависимости
У2и Уи+Ск+агс51п dn - arcsin
d п - 1 sin ук dx
Размеры и профиль ломаной линии передней поверхности фасонного резца определяются в зависимости от характера и размеров профиля детали, Колена звеньев ломаной линии расположены между ступенями профиля резца.
Выполнение образующей передней поверхности фасонного резца по ломаной линии, параметры которой выполнены из условий обеспечения оптимальных кинематических передних углов в различных точках лезвия по глубине его профиля, обеспечивает значительное повышение стойкости резца и его общего срока службы в связи с созданием одинакового темпа износа и оптимальных условий резания на всей режущей кромке резца.
Формула изобретения
Фасонный резец, содержащий переднюю поверхность с равными передними углами по всей глубине ступеней профиля резца, отличающийся тем, что, с целью упрощения конструкции, передняя поверхность выполнена в виде ломаной поверхности, количество звеньев которой равно количеству ступеней профиля резца, а колена звеньев передней поверхности расположены между ступенями профиля резца, и каждое последующее звено выполнено по отношению к предыдущему под передним углом, большим на величину угла, определяемую по зависимости
dn sin /к
V arcsln
dx
-arcsln d n - 1 -sin K
dx
где у - величина переднего угла на первой ступени резца;
dn - диаметр ступени профиля резца, для которой определяется величина пере- днего угла;
dn-1 - диаметр предыдущей ступени профиля резца;
dx - диаметр колеса передней поверхности, расположенного между ступенями dn и dn-i профиля резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФАСОННЫЙ РЕЗЕЦ | 1971 |
|
SU309776A1 |
| Способ чистовой обработки круглыми резцами | 1984 |
|
SU1247165A1 |
| Способ точения безвершинным резцом | 1989 |
|
SU1743700A1 |
| Тангенциальные фасонные резцы с переменным углом в плане | 1947 |
|
SU72100A1 |
| Фреза сборная с круглыми резцами для изготовления фасонных поверхностей в изделиях из древесины | 2021 |
|
RU2783179C1 |
| Устройство для дробления стружки | 1985 |
|
SU1296307A1 |
| Буровой резец, корпус бурового резца и твердосплавная пластина бурового резца | 2022 |
|
RU2809269C1 |
| СПОСОБ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ СТВОЛА СКВАЖИНЫ (ЕГО ВАРИАНТЫ) | 1991 |
|
RU2006560C1 |
| Способ прорезки кольцевых канавокНА ТОРцЕ зАгОТОВКи | 1979 |
|
SU821066A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
Использование: в области обработки материалов резанием, в частности в конструкции режущего инструмента для фасонного точения. Фасонный резец содержит переднюю поверхность с разными передними углами по всей глубине ступеней профиля резца, при этом передняя поверхность выполнена в виде ломаной поверхности, количество звеньев которой равно числу ступеней профиля резца, а колена звеньев передней поверхности расположены между ступенями профиля резца. Каждое последующее звено передней поверхности выполнено по отношению к предыдущему под передним углом, большим на величину определенного угла. 2 ил
рги
| ФАСОННЫЙ РЕЗЕЦ | 0 |
|
SU309776A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
