Для сокращения времени обработки деталей тангенциальные резцы изготовляются с переменными углами в плане.
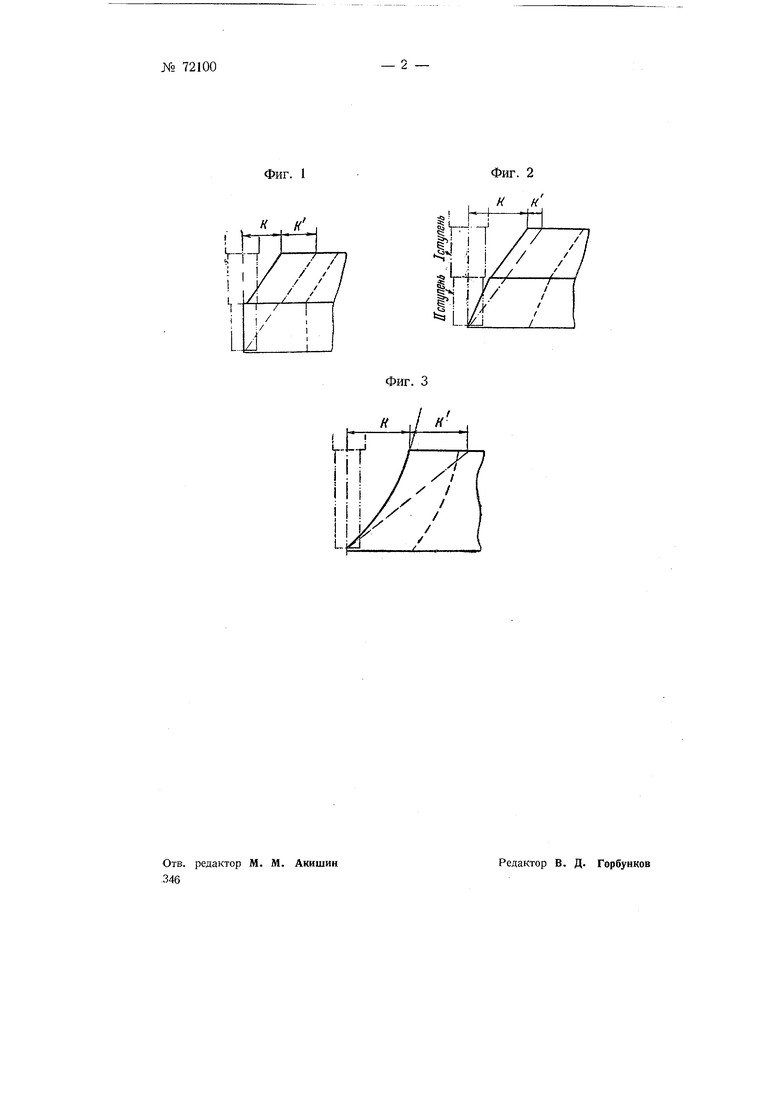
На фиг. 1, 2 и 3 схематически изображены тангенциальные резцы с переменными углами в плане для обработки различных деталей.
Если при обточке двухступенчатого валика тангенциальным резцом требуется / ступень обточить более точно, чем // ступень, то для обточки // ступени в тангенциальном резце принимают угол, равный 90°, а для / ступени - угол меньше 90°, отчего длина прохода резца уменьшается на некоторую величину К (фиг. 1).
Тот же двухступенчатый валик можно обточить резцом, имеющим углы в плане для каждой ступени меньше 90° (фиг. 2). В этом случае длина прохода резца уменьшится на величину К .
При обработке тангенциальным резцом сильно выдвинутого из патрона тонкого валика резец должен иметь переднюю грань в форме дуги окружности ,(фиг. 3), причем наименьший угол в плане будет в точке начала резания, а наибольший угол - в конце резания. Дугообразный профиль передней грани резца создает
равные условия резания при обточке по всей длине валика. Определение размеров профиля тангенциальных резцов с переменными углами в плане производится так же, как для обычных резцов с постоянным углом, но с учетом значения угла, необходимого для соответствующего участка или точки профиля.
Предмет изобретения
1.Тангенциальный фасонный резец, отличающийся тем, что для сокращения длины рабочего хода резца его режущая кромка выполнена с различными углами в плане на отдельных участках ее периметра.
2.Форма выполнения тангенциального фасонного резца по п. 1, отличающаяся тел1, что для обработки деталей с различной точностью обработки отдельных поверхностей режущая кромка резца выполнена по ломаной линии.
3.Форма выполнения тангенциального фасонного резца по п. 1, отличающаяся тем, что для обработки деталей малой жесткости режущая кромка резца выполнена по дуге окружности.
345
Фиг. 1
К . к
Г
1 / /
7
LJ
Фиг. 2 К Н
1П1 //
п //
«vM
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| Способ обработки некруглых отверстий | 1991 |
|
SU1816555A1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |
| ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2592649C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| ВИБРОРЕЗЕЦ | 2011 |
|
RU2455122C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| Способ обработки дугообразных кольцевых и винтовых канавок | 1986 |
|
SU1391810A1 |