Изобретение относится к машиностроению и может быть использовано на - токарных станках как с программным управлением, так и на токарно-затыло- вочных, при точении наружных цилиндрических и фасонных поверхностей с повторяющимся профилем элементарных участков.
Цель изобретения - расширение технологических возможностей способа точения с использованием безвершинных резцов с любой длиной режущей кромки путем сообщения ему, помимо продольной подачи, возвратно-поступательного перемещения вдоль режущей кромки.
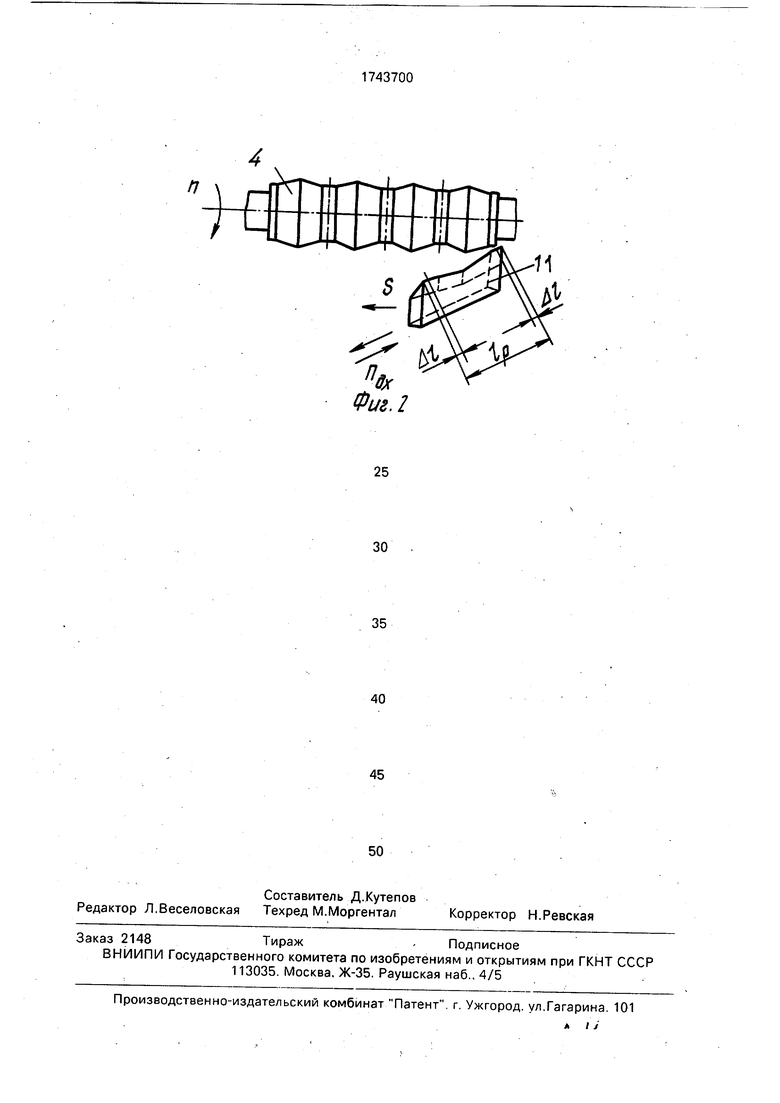
На фиг. 1 показана схема реализации предлагаемого способа; на фиг 2 - зона резания при обработке детали с повторяющимися элементарными симметричными участками фасонного профиля.
Способ осуществляется следующим образом.
Безвершинный резец 1 с длиной режущей кромки Ip с помощью специальной державки 2 закрепляется в резцедержателе 3 станка под деталью 4 таким образом, чтобы обеспечивать известную оптимальную геометрию расположения резца (фиг. 1), Державкой 2 устанавливают глубину резания.
Обтачивание цилиндрической детали по всей длине происходит при продольной подаче S с одновременным сообщением возвратно-поступательных двойных ходов безвершинного резца вдоль режущей кромки с амплитудой, равной р-2 . где Д - величина перекрытия линии центров режущей кромкой, зависящей от диаметра обточки, глубины резания и угла наклона Я режущей кромки относительно линии центров.
Количество двойных ходов резца для получения ломаной стружки необходимой длины определяется выражением
лОп
Ё
4
-N СО
XI
О О
Пдх 2000 1Стр К| где D - диаметр об точки;
n - число оборотов детали, м/мин;
Ki - коэффициент продольной усадки стружки.
В случае обточки фасонной детали 4 с повторяющимся профилем элементарных участков предложенным способом (фиг. 2) безвершинный резец 1 выполняют с предварительно заданным отклонением от прямолинейности, а частоту двойных ходов выбирают в соответствии с количеством по- вторяющихся элементарных участков, т.е. количество двойных ходов резца кинематически связывают с числом элементарных участков на детали. Если профиль элементарного участка симметричный, то двойные ходы резца делают равномерно-поступательными в обоих направлениях, а при несимметричном профиле - неравномерным, в зависимости от профиля элементарного несимметричного участка.
Предложенный способ точения безвершинным резцом обеспечивает максимальное использование режущих возможностей кромки произвольной длины независимо от длины обрабатываемой детали и продоль- ной подачи и не требует специального расчета относительных перемещений, тем самым существенно расширяет технологические возможности. Кроме того, способ обеспечивает эффективное стружколома- ние и высокоэффективную обработку деталей тела вращения с повторяющимся профилем элементарных участков, например протяжек, прокатных валков фасонного профиля и др.
Способ осуществляется на токарных станках с ЧПУ или на токарно-затыловочных станках.
Формула изобретения
Способточения безвершинным резцом, при котором режущему инструменту сообщают продольную подачу, отличающий- с я тем, что, с целью расширения технологических возможностей за счет использования безвершинного резца с режущей кромкой произвольной длины, точение производят с двойными ходами вдоль режущей кромки с амплитудой, равной длине режущей кромки за вычетом величины перекрытия линией центров режущей кромки, и частотой, равной
ПдХ
лОп
2000
стр
где KI - коэффициент продольной стружки;
D -диаметр обточки;
стр - требуемая длина стружки;
n - частота вращения детали.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки | 1989 |
|
SU1726137A1 |
| Способ точения безвершинным резцом | 1977 |
|
SU715224A1 |
| Безвершинный резец | 1980 |
|
SU891232A1 |
| СУППОРТНЫЙ ТОКАРНЫЙ РЕЗЕЦ | 2000 |
|
RU2172669C1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| БЕЗВЕРШИННЫЙ РЕЗЕЦ | 1996 |
|
RU2149079C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
Использование: изобретение может быть использовано в машиностроении. Сущность изобретения заключается в том, что безвершинным резцом с режущей кромкой произвольной длины точение производят с двойными ходами вдоль режущей кромки с амплитудой, равной длине режущей кромки за вычетом величины режущей кромки за вычетом величины перекрытия линий центров режущей кромки, и частотой, равной пдв х л Dn/2000 Icrp-Ki, где KI - коэффициент продольной усадки стружки; 1Стр требуемая длина стружки; п - частота вращения детали; D - диаметр обточки 2 ил.
Фиг.1
| Способ точения безвершинным резцом | 1977 |
|
SU715224A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
