(йиг.2
в каждом из элементов пакета ВКМ. В элементе 1 .из ВКМ с деформационными характеристиками б вьшолняют отверстие, в котором размещают втулку 2 с фланцем и фиксируют ее прижимом 3j. имеющим отверстие. В это отверстие устанавливают вкладьпп 5, выполненный в виде ступенчатого цилиндрического стержня. На торце большей ступени выполнено цилиндрическое углубле1ше} диаметр которого равен
диаметру стержня меньшей ступени, а глубина составляет h. На вкладыш
/воздействуют усилием под действием
которого меньшая ступень запрессовывается в отверстие втулки 2, обеспечивая ее раздачу. После этого на большей ступени размещают второй элемент 6 пакета с деформационными характеристиками 6ft, в отверстии ко-
торого предварительно установлена
втулка 7 с фланцем. При воздействии импульсной силы на втулочный пуансон 9 имеет место деформирование вкладьшга по внешней кольцевой поверхности. В результате диаметр втулки 7 увеличивается, что вызывает в элё- менте 6 появление натяга. 3 ил.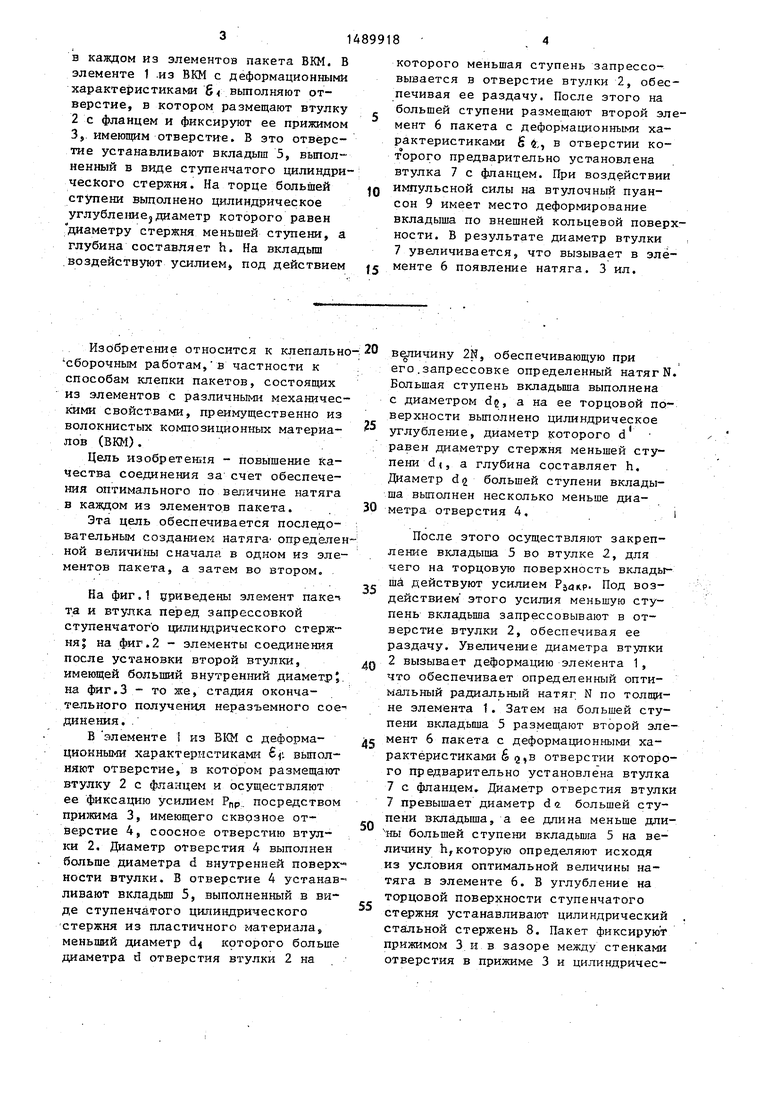
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования неразъемного потайного соединения | 1989 |
|
SU1673246A1 |
| Способ клепки | 1991 |
|
SU1784399A1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2049593C1 |
| Способ образования неразъемного соединения | 1988 |
|
SU1538981A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1991 |
|
RU2007250C1 |
| Способ изготовления полутрубчатых заклепок | 1991 |
|
SU1787645A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2234994C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1992 |
|
RU2007252C1 |
| Способ потайной клепки и устройство для его осуществления | 1987 |
|
SU1528598A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
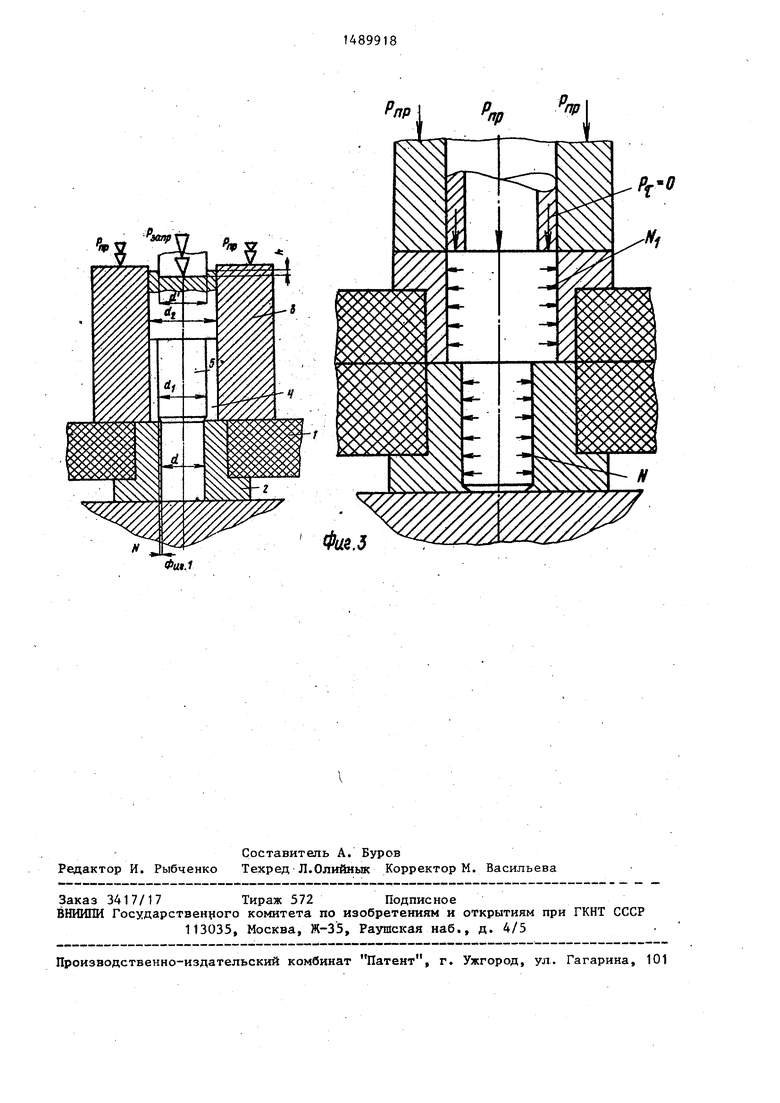
Изобретение относится к клепке, в частности к способам образования неразъемных соединений преимущественно на неоднородных пакетах из волокнистого композиционного материала (ВКМ). Цель изобретения - повышение качества соединения за счет обеспечения оптимального по величине натяга в каждом из элементов пакета ВКМ. В элементе 1 из ВКМ с деформационными характеристиками ε1 выполняют отверстие, в котором размещают втулку 2 с фланцем и фиксируют ее прижимом 3, имеющим отверстие. В это отверстие устанавливают вкладыш 5, выполненный в виде ступенчатого цилиндрического стержня. На торце большей ступени выполнено цилиндрическое углубление, диаметр которого равен диаметру стержня меньшей ступени, а глубина составляет H. На вкладыш воздействуют усилием, под действием которого меньшая ступень запрессовывается в отверстие втулки 2, обеспечивая ее раздачу. После этого на большей ступени размещают второй элемент 6 пакета с деформационными характеристиками ε2, в отверстии которого предварительно установлена втулка 7 с фланцем. При воздействии импульсной силы на втулочный пуансон 9 имеет место деформирование вкладыша по внешней кольцевой поверхности. В результате диаметр втулки 7 увеличивается, что вызывает в элементе 6 появление натяга. 3 ил.
Изобретение относится к клепально сборочным работам, в частности к способам клепки пакетов, состоящих из элементов с различными механическими свойствами, преимущественно из волокнистых композиционных материалов (ВКМ),
Цель изобретешш - повышение качества соединения за счет обеспечения оптимального по величине натяга в каждом из элементов пакета.
Эта цель обеспечивается последовательным созданием натяга определенной величины сначала в одном из элементов пакета, а затем во втором.
На фиг.1 дриведень элемент паке- та и втулка перед запрессовкой ступенчатого цилиндрического стержня J на фиг.2 - элементы соединения после установки второй втулки, имеющей больший внутренний диаметрJ. на фиг.З - то же, стадия окончательного получения неразъемного соединения. . ,
В элементе 1 из ВКМ с деформационными характеристиками i выполняют отверстие, в котором размеща от втулку 2 с фланцем и осуществляют ее фиксацию усилием Pf,p, посредством призшма 3, имеющего сквозное отверстие 4, соосное отверстию втулки 2. Диаметр отверстия 4 выполнен больше диаметра d внутренней поверхности втулки. В отверстие 4 устанавливают вкладыш 5, выполненный в виде ступенчатого цкпитадрического стержня из пластичного материала, меньший диаметр d которого больше диаметра d отверстия втулки 2 на
0 в ичину 2N, обеспечивающую при
его.запрессовке определенный натяг N. Большая ступень вкладьша выполнена с диаметром dg, а на ее торцовой поверхности выполнено цилиндрическое
углубление, диаметр которого d ; равен диаметру стержня меньшей ступени d д , а глубина составляет h. Диаметр dg большей ступени вкладыша выполнен несколько меньше диа30 метра отверстия 4,i
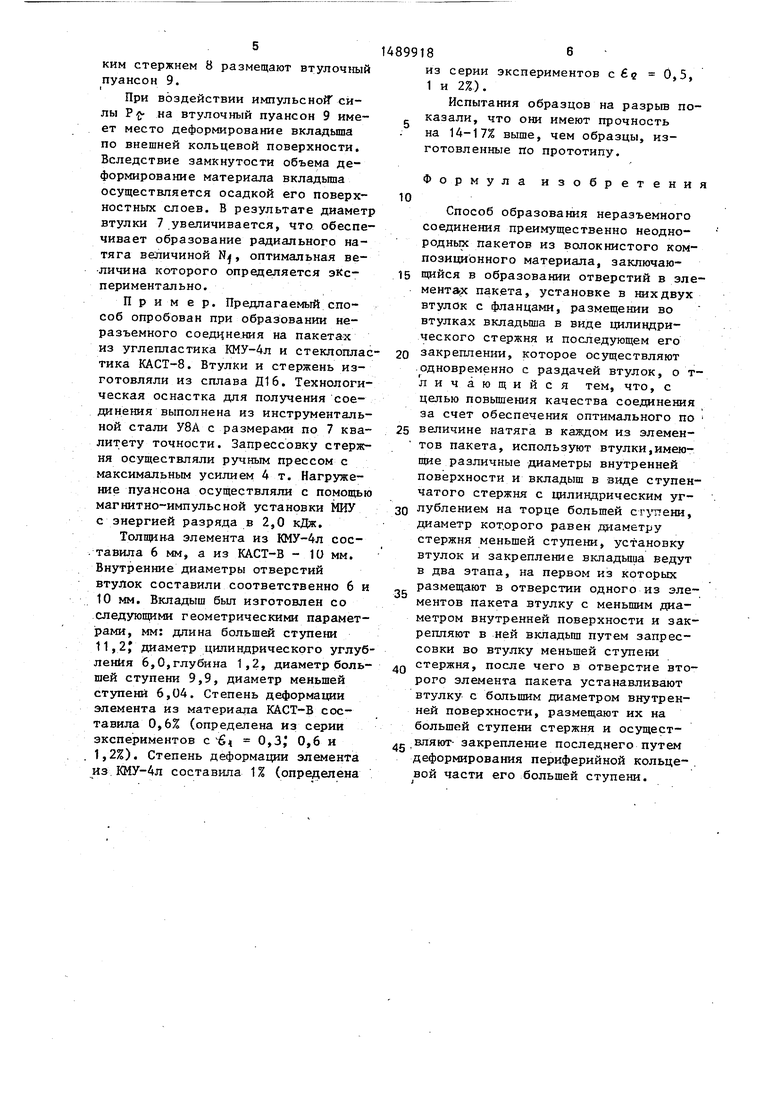
После этого осуществляют закрепление вкладыша 5 во втулке 2, для
чего на торцовую поверхность вкладыша действуют усилием Под воздействием этого усилия меньшую ступень вкладьш1а запрессовывают в отверстие втулки 2, обеспечивая ее раздачу. Увеличение диаметра втулки дп 2 вызывает деформацию элемента 1, что обеспечивает определенный оптимальный радиальный натяг. N по толщине элемента 1. Затем на большей ступени вкладыша 5 размещают второй эле- дс мент 6 пакета с деформационными характеристиками 6 отверстии которого предварительно установлена втулка 7с фланцем. Диаметр отверстия втулки 7 превышает диаметр d ч большей ступени вкладьш1а, а ее длина меньше дли- ны большей ступени вкладьшш 5 на величину h,которую определяют исходя из условия оптимальной величины натяга в элементе 6. В углубление на торцовой поверхности ступенчатого стержня устанавливают цилиндрический стальной стержень 8. Пакет фиксирую т прижимом 3 и в зазоре между стенками отверстия в прижиме 3 и цилиндричес50
КИМ стержнем 8 размещают втулочный пуансон 9.
При воздействии импульсноД силы P-f- на втулочный пуансон 9 имеет место деформирование вкладыша по внешней кольцевой поверхности. Вследствие замкнутости объема деформирование материала вкладьппа осуществляется осадкой его поверхностных слоев. В результате диаметр втулки 7 увеличивается, что обеспечивает образование радиального натяга величиной N, оптимальная величина которого определяется экспериментально.
Пример. Предпагаемый способ опробован при образовании неразъемного соедчне.ния на пакетах из углепластика КМУ-4л и стеклопластика КАСТ-8. Втулки и стержень изготовляли из сплава Д16. Технологическая оснастка для получения соединения выполнена из инструментальной стали У8А с размерами по 7 ква- литету точности. Запрессовку стержня осуществляли ручным прессом с максимальным усилием 4 т. Нагруже- ние пуансона осуществляли с помощью магнитно-импульсной установки МИУ с энергией разряда в 2,0 кДж,
Толщина элемента из КМУ-4л составила 6 мм, а из КАСТ-В - It) мм. Внутренние диаметры отверстий втулок составили соответственно 6 и 10 мм. Вкладыш был изготовлен со следующими геометрическими парамет- рами, мм: длина большей ступени 11,2J диаметр цилиндрического углубления 6,0,глубина 1,2, диаметр большей ступени 9,9, диаметр меньшей ступени 6,04. Степень деформации элемента из материала КАСТ-В составила 0,6% (определена из серии экспериментов с 6 0,3 0,6 и 1,2%). Степень деформации элемента из.КМУ-4л составила 1% (определена
14899186
из серии экспериментов c€ 0,5, 1 и 2%).
Испытания образцов на разрью по- казали, что они имеют прочность на 14-17% выше, чем образцы, изготовленные По прототипу.
Формула изобретения
10
Способ образовагшя неразъемного соединения преимущественно неоднородных пакетов из волокнистого композиционного материала, заключающийся в образовании отверстий в элементах пакета, установке в них двух втулок с фланцами, размещении во втулках вкладыша в виде цилиндрического стержня и последующем его
закреплении, которое осуществляют одновременно с раздачей втулок, о т- личающийся тем, что, с целью повышения качества соединения эа счет обеспечения оптимального по
величине натяга в каждом из элемен- тов пакета, используют втулки,имеющие различные диаметры внутренней поверхности и вкладыш в виде ступенчатого стержня с цилиндрическим углублением на торце большей сгртени, диаметр кот.орого равен диаметру стержня меньшей ступени, установку втулок и закрепление вкладьпаа ведут в два этапа, на первом из которых размещают в отверстии одного из элементов пакета втулку с меньшим диаметром внутренней поверхности и закрепляют в ней вкладьщ путем запрессовки во втулку меньшей ступени
стержня, после чего в отверстие второго элемента пакета устанавливают втулку с большим диаметром внутренней поверхности, размещают их на большей ступени стержня и осуществляют- закрепление последнего путем деформирования периферийной кольце- . вой части его большей ступени.
РПР
| Способ образования неразъемного соединения | 1986 |
|
SU1323201A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
