Изобретение относится к машиностроению и может быть использовано для отдё- лочно-упрочняющёйобработки
поверхностей вращения относительно нё- . большой длины, например, роликов и колец подшипников, шеек коленчатых и распределительных валов и т.п.:
Известен способ обработки деталей поверхностным пластическим деформированием, при котором детали задают вращение , а цилиндрический инструмент поворачивают вокруг нормали к обрабатываемой поверхности, проходящей через центр пятна контакта инструмента и деталью. Поворот инструмента осуществляют путем его п окачи ван ия на оп ре дел енн ы и угол.
Способ позволяет повысить качество обработки, поскольку в процессе качайия инструмент неизбежно проходит через положение, соответствующее сопряжению образующих инструмента и детали, так как амплитуда качания заведомо превышает погрешности установки инструмента.
Однако вместе с этим часть времени обработки инструмент и деталь проводят в условиях отсутствия сопряжения образующих инструмента и детали. На обрабатываемой поверхности формируется сетчатый рельеф в виде симметрично на клоненных канавок. Такой рельеф благоприятен для под- манжетных шеек валов, однако для поверхностей подшипников скольжения и каМения наличие волнистости ведет к появлению вибраций в процессе их эксплуатацииЦелью изобретения является расширение технологических возможностей путем повышения качества обработки
Повышение качества обработки осуществляется за счет того, что при реализации способа удается обеспечить точное сопряжение образующих инструмента и детали, поскольку способ предусматривает контроль наличия перекоса образующих инструмента и детали путем определения направления осевого смещения инструмен- та. . ; ;-; Ј .. -: ..-
Ч
01
кэ ел ы
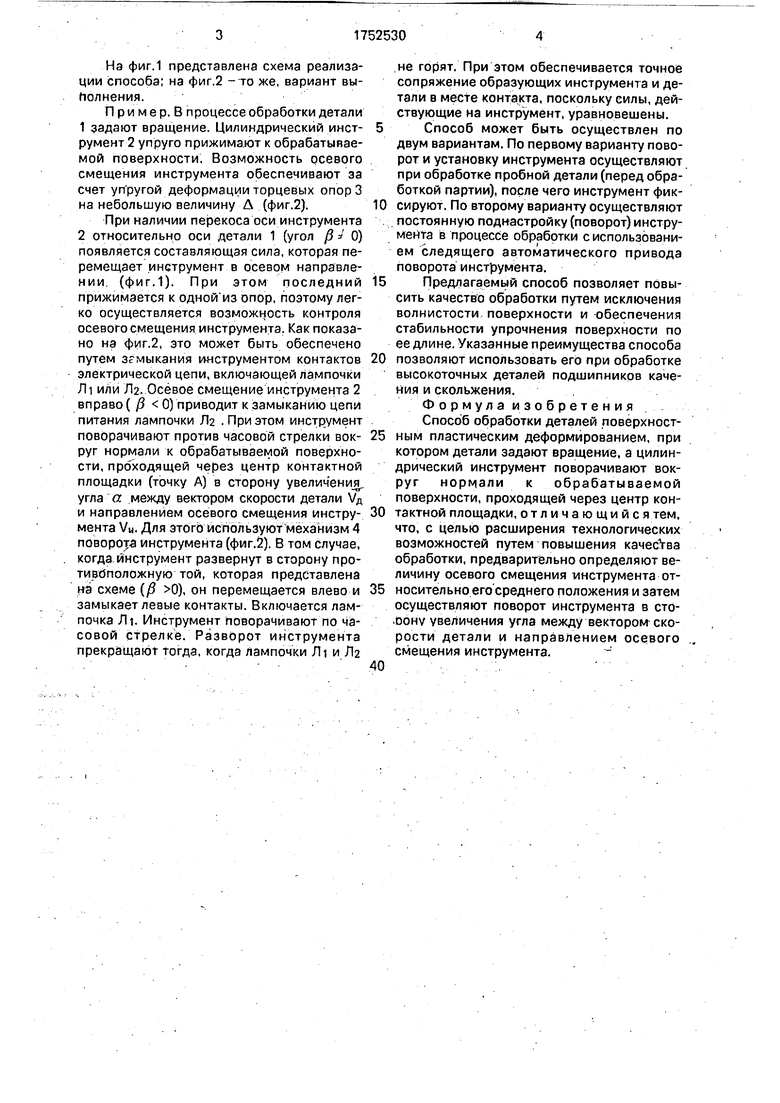
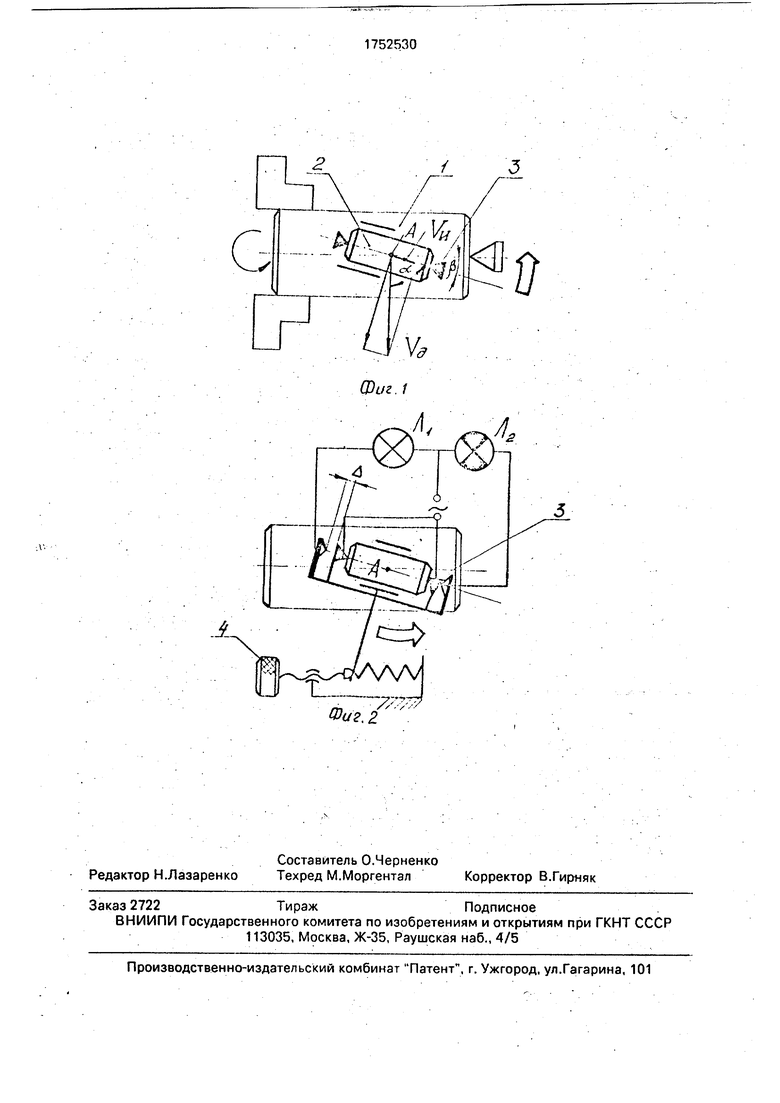
На фиг.1 представлена схема реализации способа; на фиг.2 - то же, вариант выполнения.
П р и м е р. В процессе обработки детали
1задают вращение. Цилиндрический инст- румент 2 упруго прижимают к обрабатываемой поверхности. Возможность осевого смещения инструмента обеспечивают за счет уп ругой деформации торцевых опор 3
на небольшую величину А (фиг.2).
При наличии перекоса оси инструмента
2относительно оси детали 1 (угол /3 0) появляется составляющая сила, которая перемещает инструмент в осевом направлении (фиг.1). При этом последний прижимается к одной из опор, поэтому легко осуществляется возможность контроля осевого смещения инструмента. Как показано на фиг.2, это может быть обеспечено путем замыкания инструментом контактов электрической цепи, включающей лампочки
/И или Л2. Осевое смещение инструмента 2 вправо ( р 0) приводит к замыканию цепи питания лампочки . При этом инструмент поворачивают против часовой стрелки вок- руг нормали к обрабатываемой поверхности, проходящей через центр контактной площадки (точку А) в сторону увеличения, угла а между вектором скорости детали /д и направлением осевого смещения инстру- мента Vu. Для этого используют механизм 4 поворота инструмента (фиг.2). В том случае, когда инструмент развернут в сторону про- тивбположную той, которая представлена на схеме (/ 0), он перемещается влево и замыкает левые контакты. Включается лампочка /Н. Инструмент поворачивают по часовой стрелке. Разворот инструмента прекращают тогда, когда лампочки Л1 и Л2
не горят. При этом обеспечивается точное сопряжение образующих инструмента и детали в месте контакта, поскольку силы, действующие на инструмент, уравновешены.
Способ может быть осуществлен по двум вариантам. По первому варианту поворот и установку инструмента осуществляют при обработке пробной детали (перед обработкой партии), после чего инструмент фиксируют. По второму варианту осуществляют постоянную поднастройку (поворот) инструмента в процессе обработки с использованием следящего автоматического привода поворота инструмента.
Предлагаемый способ позволяет повысить качество обработки путем исключения волнистости поверхности и обеспечения стабильности упрочнения поверхности по ее длине. Указанные преимущества способа позволяют использовать его при обработке высокоточных деталей подшипников качения и скольжения.
Формула изобретения
Способ обработки деталей поверхностным пластическим деформированием, при котором детали задают вращение, а цилиндрический инструмент поворачивают вокруг нормали к обрабатываемой поверхности, проходящей через центр контактной площадки, отличающийся тем, что, с целью расширения технологических возможностей путем повышения качества обработки, предварительно определяют величину осевого смещения инструмента относительно его среднего положения и затем осуществляют поворот инструмента в сторону увеличения угла между вектором скорости детали и направлением осевого смещения инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| Способ обработки поверхностным пластическим деформированием | 1986 |
|
SU1362612A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| Способ обработки поверхности вращения | 1981 |
|
SU1272585A1 |
| СПОСОБ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452598C1 |
| Способ чистовой и упрочняющейОбРАбОТКи пОВЕРХНОСТЕй дЕТАлЕй | 1978 |
|
SU814686A1 |
| Способ пятикоординатной механической обработки пространственно-сложных криволинейных поверхностей | 1972 |
|
SU533294A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452599C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1997 |
|
RU2125509C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |
Использование: отделочно-упрочняю- щая обработка поверхностей вращения относительно небольшой длины/например роликов и колец подшипников, шеек распределительных и коленчатых валов автомобиля. Сущность изобретений: детали задают вращение, а инструмент, поворачивают вокруг нормали к обрабатываемой поверхности, проходящей черёЗ центр контактной площадки. В процессе обработки предварительно бпрёделяют направление осевого смешения инструмента, а затем осуществляют поворот инструмента в сторону увеличения угла между вектором скорости детали :й наг1ра8лёниём осевого смещения инструмента. 2 ил.
Г
ъЛ
7®т®Фиг. 2
Фиг 1
| Способ обработки поверхностным пластическим деформированием | 1986 |
|
SU1362612A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
