Изобретение относится к машиностроению и может быть использовано для отде- лочно-упрочняющей обработки поверхностным пластическим деформированием деталей машин типа тел вращения относительно небольшой длины, например сальники, кулачки распределов и т.д.
Целью изобретения является повышение производительности труда и точности об,- работки.
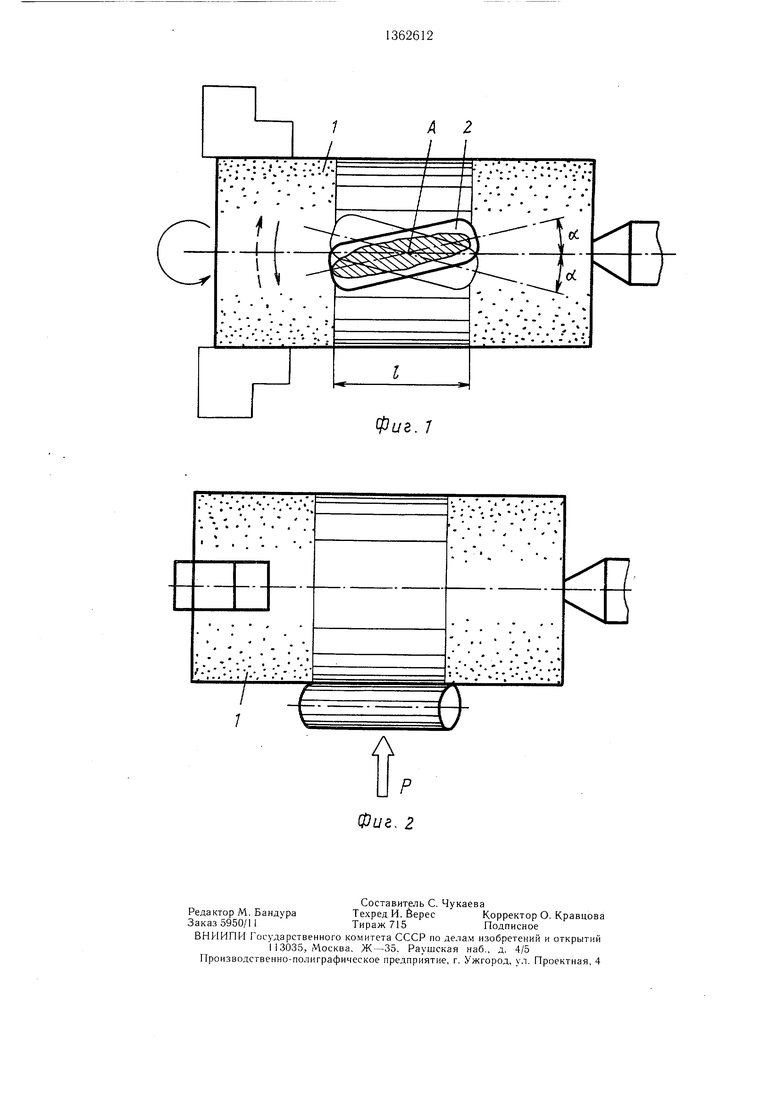
На фиг, 1 представлена схема, поясняющая предлагаемый способ обработки; на фиг. 2 - то же, вид сверху.
В процессе обработки детали 1 задают вращение, а ось инструмента 2 поворачивают относительно оси детали на угол . вокруг оси, проходящей по нормали через точку А, являющуюся центром пятна контакта. При этом длина обработанной поверхности 1 соответствует длине инструмента. Повышение производительности обработки по предлагаемому способу обеспечивается за счет того, что при качании инструмента он большую часть времени цикла работает в условиях линейного контакта с деталью. На протяжении всего цикла обработки испольприкладываемой к инструменту Ро 1800 Н. Величину угла качания ы, назначали равной 1°30 . Силу изменяли от угла наклона инструмента по представленной зависимости. В крайних угловых положениях инструмента величина силы составляла 1560 Н. На последнем обороте детали силу уменьшили до нуля по представленной зависимости. При частоте вращения детали 125 об/мин время обработки составило 2,4 с. 10 За это время деталь совершила 5 оборотов. Получена шероховатость обработанной поверхности R30,08 мкм. При обработке достиг нуто уменьшение погрещности профиля продольного сечения детали на .
Предлагаемый способ повышает производительность и точность обработки, улуч- щает качество обработанных поверхностей. Достигнутые пара.метры процесса позволяют использовать предлагаемый способ в массовом производстве при обработке сальниковых шеек валов.
Формула изобретения 1. Способ обработки поверхностным плас тическим деформированием, при котором детали сообщают вращение, а цилиндричес15
20
зуется вся длина деформирующей поверх- 25 кий инструмент поджимают к обрабатываености инструмента. Это позволяет по сравнению с прототипом уменьшить количество оборотов заготовки за время цикла обработки и соответственно увеличить производительность.
Необходимость качания инструмента 30 обусловлена тем, что имеются сложности точной установки оси его цилиндрической поверхности параллельно оси детали. Погрешности в установке, носящие случайный характер, приводят к нестабильности качества обработанной поверхности. В процес- 5 се качания инструмент неизбежно проходит через положение, соответствующее параллельности осей инстру.мента и детали, так как амплитуда качания заведомо превыщает погрешности установки инструмента. Одна- 40 ко амплитуду качательного движения назначают относительно малой, исходя из условия обеспечения постоянства длины пятна контакта, величина которой должна оставаться равной длине инстру.мента.
Изменение силы - функция от угла поворота инструмента по приведенной зависимости обеспечивает постоянство удельного давления в контакте. Это приводит к повышению качества и точности обработки.
Изменение силы на последнем обороте о детали приводит к постепенному устранению наплыва пластически смещаемого материала перед инструментом.
Пример. Проводилась обработка но предлагаемому способу цилиндрической детали из стали 45 твердостью НВ170 цилиндричес- 55 КИМ инстру.ментом с радиусом 1 мм методом выглаживания. Длина инструментагде 1 15 мм, постоянная составляющая силы.
45
мой поверхности с усилием деформирования и осуществляют его поворот относительно оси детали в плоскости, касательной к ее поверхности, отличающийся тем, что, с целью повышения производительности труда и точности обработки, поворот инстру.мента осуществляют нокачиванием вокруг нормали к обрабатываемой поверхности, проходящей через центр пятна контакта инстру.мента с деталью, причем предельный угол покачивания определяют из выражения
/RjiRu Sinf
где R - радиус детали;
RU- радиус инструмента; Р - длина деформирующей кромки; Sin IP- 0,06-0,1 - синус угла инструмента внедрения, определяющий режим плас тического деформирования, а усилие деформирования изменяют в зависимости от угла между осью ци.пиндра инстру.мента и осью детали из соотношения;
Р РЛ1-0.7 Sin),
где
угол м.ежду осью цилиндра инструмента и осью детали; f - величина задаваемой силы при
ы 0.
2. Способ по п. 1, отличающийся тем, что усилие дефор.мирования дополнительно изменяют на последнем обороте детали в зависимости от угла ее поворота согласно выражению
рр
t - величина угла поворота детали от начала последнего оборота.
1362612
прикладываемой к инструменту Ро 1800 Н. Величину угла качания ы, назначали равной 1°30 . Силу изменяли от угла наклона инструмента по представленной зависимости. В крайних угловых положениях инструмента величина силы составляла 1560 Н. На последнем обороте детали силу уменьшили до нуля по представленной зависимости. При частоте вращения детали 125 об/мин время обработки составило 2,4 с. За это время деталь совершила 5 оборотов. Получена шероховатость обработанной поверхности R30,08 мкм. При обработке достигнуто уменьшение погрещности профиля продольного сечения детали на .
Предлагаемый способ повышает производительность и точность обработки, улуч- щает качество обработанных поверхностей. Достигнутые пара.метры процесса позволяют использовать предлагаемый способ в массовом производстве при обработке сальниковых шеек валов.
Формула изобретения 1. Способ обработки поверхностным пластическим деформированием, при котором детали сообщают вращение, а цилиндричес
кий инструмент поджимают к обрабатывае05 0
5
мой поверхности с усилием деформирования и осуществляют его поворот относительно оси детали в плоскости, касательной к ее поверхности, отличающийся тем, что, с целью повышения производительности труда и точности обработки, поворот инстру.мента осуществляют нокачиванием вокруг нормали к обрабатываемой поверхности, проходящей через центр пятна контакта инстру.мента с деталью, причем предельный угол покачивания определяют из выражения
/RjiRu Sinf
где R - радиус детали;
RU- радиус инструмента; Р - длина деформирующей кромки; Sin IP- 0,06-0,1 - синус угла инструмента внедрения, определяющий режим плас тического деформирования, а усилие деформирования изменяют в зависимости от угла между осью ци.пиндра инстру.мента и осью детали из соотношения;
Р РЛ1-0.7 Sin),
где
где
угол м.ежду осью цилиндра инструмента и осью детали; f - величина задаваемой силы при
ы 0.
2. Способ по п. 1, отличающийся тем, что усилие дефор.мирования дополнительно изменяют на последнем обороте детали в зависимости от угла ее поворота согласно выражению
рр
t - величина угла поворота детали от начала последнего оборота.
фиг. 1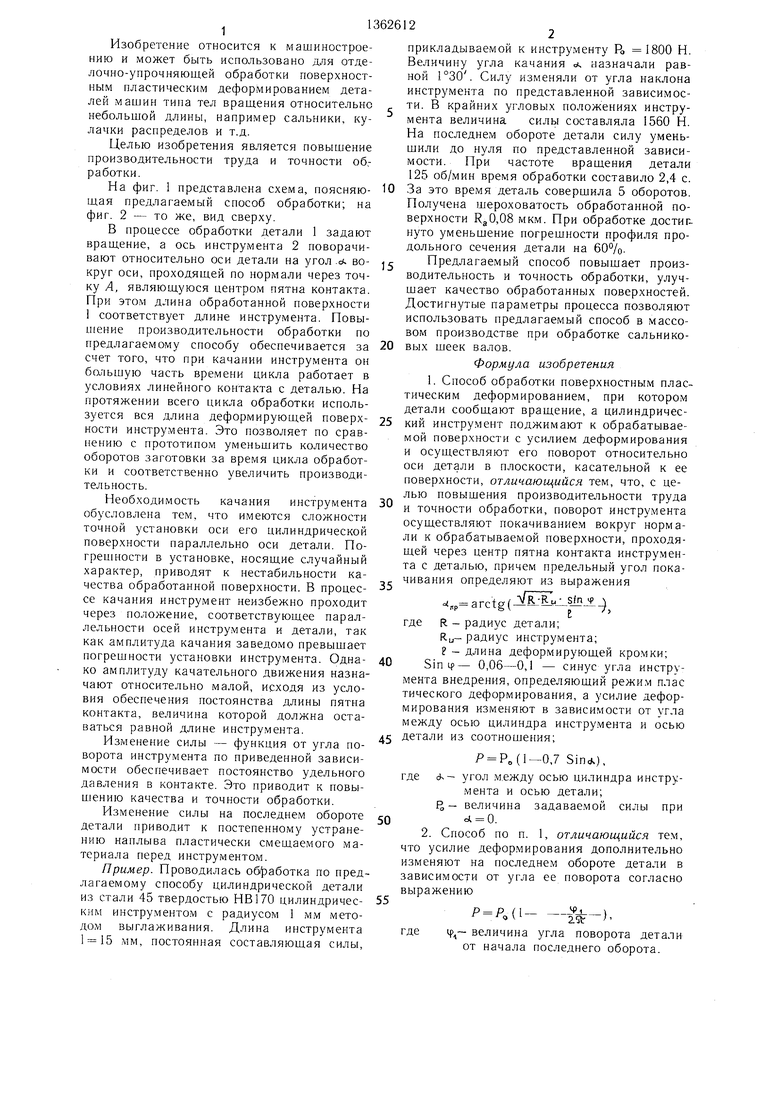
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхностным пластическим деформированием | 1988 |
|
SU1563954A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1993 |
|
RU2047469C1 |
| Способ обработки деталей поверхностным пластическим деформированием | 1990 |
|
SU1752530A1 |
| Способ исследования динамических характеристик технологической системы и комбинированный инструмент для его осуществления | 1989 |
|
SU1738615A1 |
| Способ алмазного выглаживания | 1978 |
|
SU795908A2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| Способ обработки поверхностным пластическим деформированием кулачков | 1988 |
|
SU1539049A1 |
| Способ выглаживания | 1987 |
|
SU1463454A1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1997 |
|
RU2128574C1 |
Изобретение относится к отделочно- упрочняющей обработке поверхностей и может быть использовано при обработке деталей машин типа тел вращения пластическим деформированием. Целью изобретения является повышение производительности труда и качества обработки. Для этого деформируюший цилиндрический инструмент поджимают к обрабатываемой поверхности определенным усилием деформирования. Его ось покачивают вокруг оси, /проходяшей по нормали к обрабатываемой поверхности, через центр пятна контакта. Покачивание осуш,ествляют в плоскости, касательной к поверхности детали. Силу, прикладываемую к инструменту, изменяют в зависимости от угла м-ежду осью цилиндра инструмента и осью детали для обеспечения постоянства удельного давления в контакте. На последнем обороте детали силу дополнительно уменьшают для постепенного устранения наплыва пластически сме- шаемого материала перед деталью. Способ позволяет использовать всю длину дефор- мируюш.ей поверхности инструмента. 1 з.п. ф-лы, 2 ил. ш (Л со О5 ГС О5
| Способ тангенциального накатывания поверхностей вращения | 1978 |
|
SU703318A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
