Изобретение относится к области изготовления бетона и железобетона и касается способа термической обработки железобетона.
Цель изобретения - повышение эффективности термообработки при упрощении условий обслуживания.
При термообработке производят нагрев железобетонных изделий в поле электромагнитного индуктора, при этом в процессе нагрева при достижении температуры бетона 45°С осуществляют импульсную подачу тока индуктора в течение времени, равного г (9 10)Жбсм., где Жбсм - жесткость бетонной смеси, с, при этом продолжительность импульса составляет гвкл 0,16 - 0,8 с паузы т% 0,28 - 1,3 с при их отношении твкп/ гп 0,6, Затем при достижении температуры изотермической выдержки выдержку производят при периодическом отключении индуктора, после чего производят охлаждение.
Пример. Железобетонные изделия помещают внутрь индуктора. Включается обмотка переменного тока и происходит нагрев изделия, При достижении температуры изделия 45°С, осуществляют импульсную подачу тока индуктора, например, для образца из керамзитобетонной смеси жесткостью 25 с и марки 100 в течение 250 с, а для образца из тяжелого бетона жесткостью 35 с и марки 200 в течение 350 с. При этом для обоих случаев продолжительность импульсов гвкл 0, г„ 0,85 с при их отношении 0,6, Режим термообработки керамзитобетона 3,5 + 2,5 б ч (3,5 ч подъем температуры до 80 - 85°С при вклюиенна обмотке, 2,5 ч изотермическая выдержка, при периодическом отключении индуктора), скорость подъема температуры 20°С/ч. Для тяжелого бетона по 4,1 -часовому режиму обработки скорость подъема температуры 30°С/ч. По достижении температуры 80 - 85°С осуществляют выдержку при периоди ческом отключении индуктора для керамзисл
С
ч ел
|Ю 4 Ы
OJ
тобетона в течение 2,5 ч, а для тяжелого бетона в течение 2 ч Затем производят охлаждение изделий и распалубку
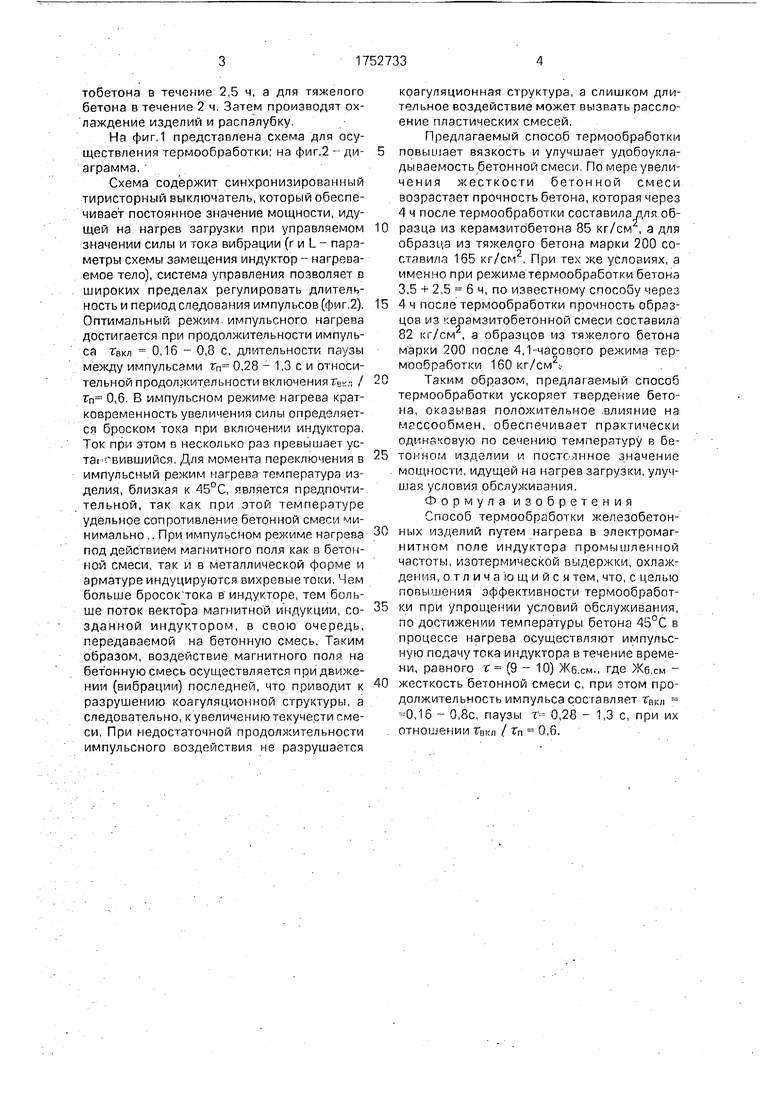
На фиг.1 представлена схема для осуществления термообработки; на фиг.2 - диаграмма.
Схема содержит синхронизированный тиристорный выключатель, который обеспечивает постоянное значение мощности, идущей на нагрев загрузки при управляемом значении силы и тока вибрации (г и L - параметры схемы замещения индуктор - нагреваемое тело), система управления позволяет в широких пределах регулировать длительность и период следования импульсов (фиг.2). Оптимальный режим импульсного нагрева достигается при продолжительности импульса Твкл 0,16 - 0,8 с, длительности паузы между импульсами гп 0,28 - 1,3 с и относительной продолжительности включения / гп 0,6. В импульсном режиме нагрева кратковременность увеличения силы определяется броском тока при включении индуктора. Ток при этом в несколько раз превышает уста -вившийся Для момента переключения в импульсный режим нагрева температура изделия, близкая к 45°С, является предпочтительной, так как при этой температуре удельное сопротивление бетонной смеси минимально . При импульсном режиме нагрева под действием магнитного поля как п бетонной смеси, так и в металлической форме и арматуре индуцируются вихревые токи. Чем больше бросок тока в индукторе, тем больше поток векто ра магнитной индукции, созданной индуктором, в свою очередь, передаваемой на бетонную смесь. Таким образом, воздействие магнитного поля на бетонную смесь осуществляется при движении (вибрации) последней, что приводит к разрушению коагуляционной структуры, а следовательно, к увеличению текучести смеси, При недостаточной продолжительности импульсного воздействия не разрушается
коагуляционная структура, а слишком длительное воздействие может вызвать расслоение пластических смесей.
Предлагаемый способ термообработки
повышает вязкость и улучшает удобоукла- дываемость бетонной смеси По мере увели- чения жесткости бетонной смеси возрастает прочность бетона, которая через 4 ч после термообработки составила для образца из керамзитобетона 85 кг/см , а для образца из тяжелого бетона марки 200 составила 165 кг/см , При тех же условиях, а именно при режиме термообработки бетона 3,5 + 2,5 6 ч, по известному способу через
4ч после термообработки прочность образцов из керамзитобетонной смеси составила 82 кг/см , а образцов из тяжелого бетона марки 200 после 4,1-часового режима термообработки 160кг/см,
Таким образом, предлагаемый способ
термообработки ускоряет твердение бетона, оказывая положительное влияние на мгссообмен, обеспечивает практически одинаковую по сечению температуру в бетонном изделии и постглнное значение мощности, идущей на нагрев загрузки, улучшая условия обслуживания.
Формула изобретения Способ термообработки железобетонных изделий путем нагрева в электромагнитном попе индуктора промышленной частоты, изотермической выдержки, охлаждения, отличающийся тем, что, с целью повышения эффективности термообработки при упрощении условий обслуживания, по достижении температуры бетона 45°С в процессе нагрева осуществляют импульсную подачу тока индуктора в течение времени, равного с (9 - 10) Же см., где Же см жесткость бетонной смеси с, при этом продолжительность импульса составляет Гвкл 0,16 - 0,8с паузы т.- 0,28 - 1,3 с, при их отношении Гвкл / тп 0,6.
t
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термообработки железобетонных изделий | 1988 |
|
SU1661176A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2204476C1 |
| Способ тепловой обработки сборных железобетонных изделий | 2023 |
|
RU2807733C1 |
| Способ термообработки железобетонныхКОНСТРуКций | 1979 |
|
SU833900A1 |
| Способ термообработки изделий вэлЕКТРОМАгНиТНОМ КОНТуРЕ | 1978 |
|
SU848930A1 |
| Способ изготовления полых железобетонных изделий | 1979 |
|
SU857082A2 |
| Способ изготовления бетонных изделий | 1990 |
|
SU1763431A1 |
| Способ изготовления железобетонных изделий | 1973 |
|
SU480683A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2031894C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТЯЖЕЛОГО БЕТОНА | 1991 |
|
RU2028996C1 |
Использование при изготовлении бетонов и железобетона, а именно при термической обработке железобетона. Сущность изо бретения: при термообработке производят нагрев железобетонных изделий в поле электромагнитного индуктора до температуры изделия, равной 45°С. В процессе нагрева осуществляют импульсную подачу тока мн- дуктора в течение времени, равного т (9
u(i)
| Строительный элемент | 1977 |
|
SU744085A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ термообработки железобетонных изделий | 1988 |
|
SU1661176A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
