сл С
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| Прибор для контроля параметров фаски отверстий деталей | 1980 |
|
SU937980A1 |
| Способ контроля диаметра прилегающего цилиндра сборного ступенчатого корпуса | 2017 |
|
RU2682572C1 |
| УНИВЕРСАЛЬНЫЙ ПРЕДЕЛЬНЫЙ КАЛИБР ДЛЯ КОНТРОЛЯ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2194241C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| МНОГОПОЗИЦИОННЫЙ ПОЛУАВТОМАТ ДЛЯ КОНТРОЛЯ | 1969 |
|
SU254035A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2021 |
|
RU2791844C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ КОНТРОЛЯ СМЕЩЕНИЯ ТОЧКИ КОНТАКТА ОТНОСИТЕЛЬНО НОМИНАЛЬНОГО ПОЛОЖЕНИЯ НА ДОРОЖКЕ КАЧЕНИЯ КОЛЕЦ ДВУХРЯДНЫХ И ОДНОРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2187785C2 |
| СПОСОБ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2720326C1 |
Изобретение относится к машиностроению, а именно к средствам контроля деталей с коническими поверхностями. Целью изобретения является обеспечение контроля годности детали по базорасстоянию. Для достижения поставленной цели выбирают поперечное сечение расположения отсчет- ного механизма на расстоянии от базовой плоскости конической поверхности, равном базорасстоянию. Годность детали оценивают по попаданию величины диаметра детали в поле допуска, соответстгующего полю допуска базорасстояния. 2 ил.
Изобретение относится к машиностроению, а именно к средствам контроля деталей с коническими поверхностями.
Цель изобретения - обеспечение контроля годности детали с конической поверхностью по базорасстоянию.
Как известно, базорасстояние конуса определяется расстоянием между основной и базовой плоскостями. Основной плоскостью является плоскость, перпендикулярная оси конуса, в которой задается номинальный диаметр конуса. Базовая плоскость - это плоскость, перпендикулярная к оси конуса и служащая для определения осевого положения основной плоскости конуса.
Контроль базорасстояния конических поверхностей в основном производят непосредственным измерением расстояния вдоль оси между основной и базовой плоскостями с помощью универсальных микроскопов, что занимает длительное время и не позволяет производить указанное измерение в процессе обработки, не снимая деталей с технологических баз станков. С учетом допускаемого осевого отклонения, например, ±А конуса, являющегося осевым расстоянием между основной плоскостью и плоскостью поперечного сечения рассматриваемого конуса, в котором его диаметр равен номинальному DHOM диаметру конуса в основной плоскости, определяют минимально допустимый Омин и максимально допустимый Омакс диаметры годного по базорасстоянию конуса, измеренные в основной плоскости.
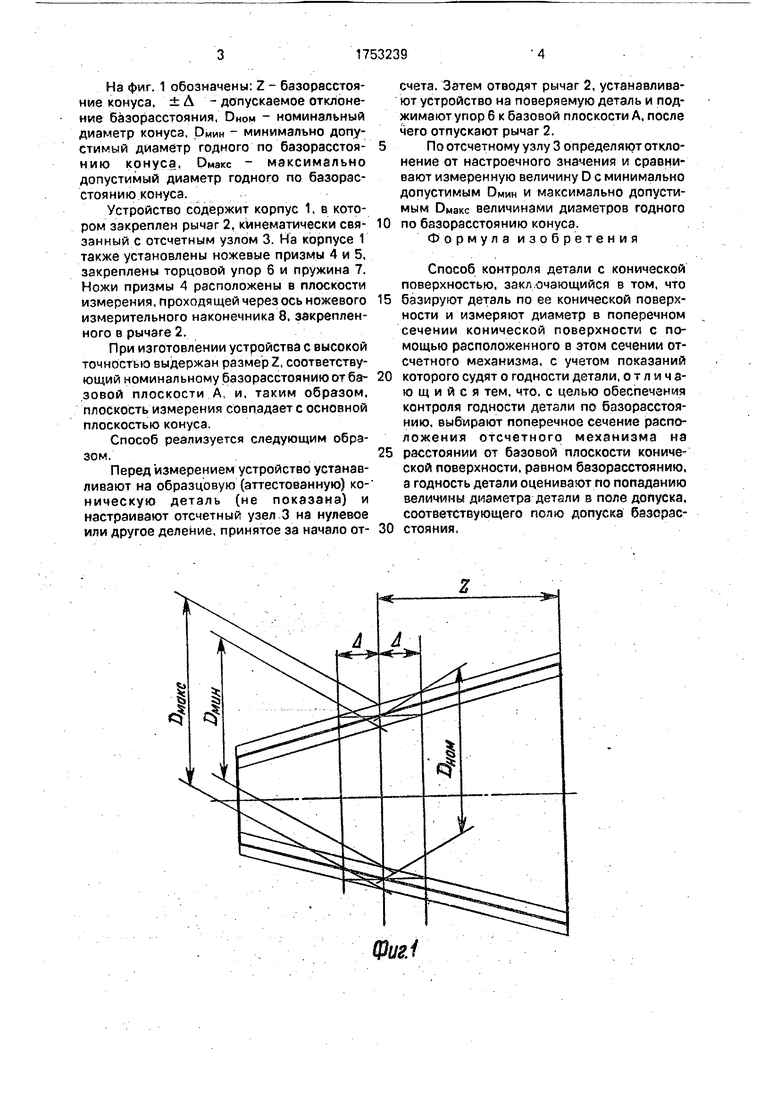
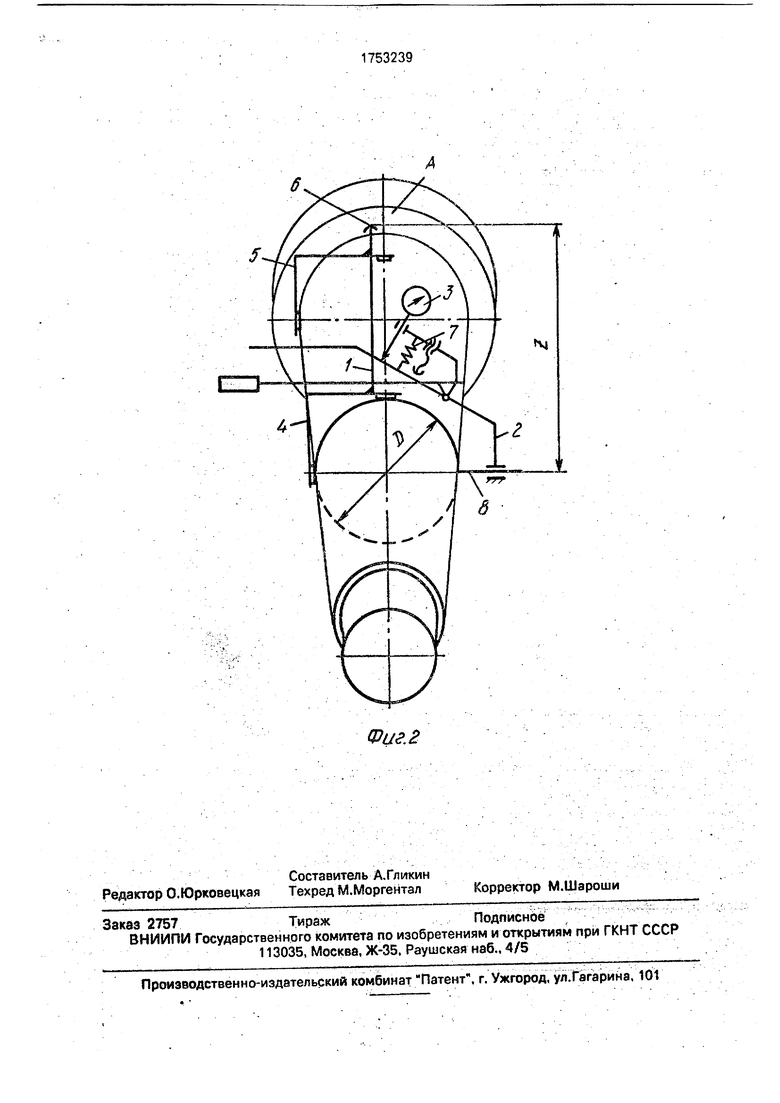
На фиг. 1 изображена принципиальная схема, поясняющая реализацию способа контроля детали с конической поверхностью: на фиг. 2 - принципиальная схема устройства для осуществления способа.
СЛ
со ю
CJ ЧЭ
На фиг. 1 обозначены: Z - базорасстоя- ние конуса, ± Л - допускаемое отклонение базорасстояния, DHOM - номинальный диаметр конуса, DMHH - минимально допустимый диаметр годного по базорасстоя- нию конуса, Омакс - максимально допустимый диаметр годного по базорас- стоянию конуса.
Устройство содержит корпус 1, в котором закреплен рычаг 2, кинематически связанный с отсчетным узлом 3. На корпусе 1 также установлены ножевые призмы 4 и 5, закреплены торцовой упор б и пружина 7. Ножи призмы 4 расположены в плоскости измерения, проходящей через ось ножевого измерительного наконечника 8, закрепленного в рычаге 2.
При изготовлении устройства с высокой точностью выдержан размер Z, соответствующий номинальному базорасстоянию от базовой плоскости А и, таким образом, плоскость измерения совпадает с основной плоскостью конуса.
Способ реализуется следующим образом.
Перед измерением устройство устанавливают на образцовую (аттестованную) коническую деталь (не показана) и настраивают отсчетный узел 3 на нулевое или другое деление, принятое за начало от0
счета. Затем отводят рычаг 2, устанавливают устройство на поверяемую деталь и поджимают упор 6 к базовой плоскости А, после чего отпускают рычаг 2.
По отсчетному узлу 3 определяют отклонение от настроечного значения и сравнивают измеренную величину D с минимально допустимым DMHH и максимально допустимым Омакс величинами диаметров годного по базорасстоянию конуса.
Формула изобретения
Способ контроля детали с конической поверхностью, закл очэющийся в том, что
базируют деталь по ее конической поверхности и измеряют диаметр в поперечном сечении конической поверхности с помощью расположенного в этом сечении от- счетного механизма, с учетом показаний
которого судят о годности детали, отличающийся тем, что, с целью обеспечения контроля годности детали по базорасстоянию, выбирают поперечное сечение расположения отсчетного механизма на
расстоянии от базовой плоскости конической поверхности, равном базорасстоянию, а годность детали оценивают по попаданию величины диаметра детали в поле допуска, соответствующего полю допуска базорасстояния.
Фиг.1
Фиг. 2
| Конусы и конические соединения | |||
| Термины и определения | |||
| Беспоплавковый карбуратор | 1929 |
|
SU25548A1 |
| Точность и производственный контроль в машиностроении | |||
| / Под ред А | |||
| К | |||
| Кутая и Б | |||
| М | |||
| Сорочкина | |||
| - Л.: Машиностроение, 1983, с | |||
| Приспособление для подвешивания тележки при подъемках сошедших с рельс вагонов | 1920 |
|
SU216A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
