Изобретение относится е неразрушающему контролю, в частности к устройствам для настройки параметров УЗ дефектоскопа, и может найти применение при ультразвуковом контроле изделий, например, сварных соединений тонкостенных труб при монтаже ТЭС и АЭС.
Известно устройство для настройки параметров УЗ дефектоскопа, состоящее из плоскопараллельного образца с боковым цилиндрическим отверстием, которое ис- попьзуется для получения опорного УЗ сигнала с последующей настройкой чувствительности дефектоскопа с использованием АРД (амплитуда - расстояние-дефект)-диаграмм или шкал.
Известно также устройство для настройки параметров УЗ дефектоскопа, состоящие из плоскопараллельного образца, на боковом торце которого с помощью кон- тактной жидкости крепится образец из другого металла, служащий для получения опорного сигнала с последующей настройкой чувствительности по АРД-диаграммам или шкалам.
Недостатками этих устройств является невозможность их использования при УЗ контроле тонкостенных труб диаметром менее 200 мм.
Наиболее близким по технической сущности к предлагаемому обьекту являетСя ис- пытательный образец для настройки чувствительности, состоящий из отрезка трубы, на внешней и внутренней поверхностях которого выполнены угловые отражатели, служащие для настройки браковочного уровня чувствительности.
Недостатком этого устройства является необходимость изготовления большого количества испытательных образцов на все сортаменты контролируемых труб, отличающихся по диаметру и толщине стенки, что значительно усложняет процесс настройки чувствительности дефектоскопа при УЗ контроле таких труб и существенно увеличивает трудоемкость изготовления большого количества образцов.
Цель изобретения - расширение области применения при УЗ контроле широкого сортамента тонкостенных труб.
Поставленная цель достигается тем, что труба выполнена из упругого материала со сквозным пазом в стенке, ориентированным параллельно оси трубы и расположен0
5
0
5
ным напротив эталонного отражателя, а устройство снабжено закрепленным на трубе механизмом изменения ширины паза.
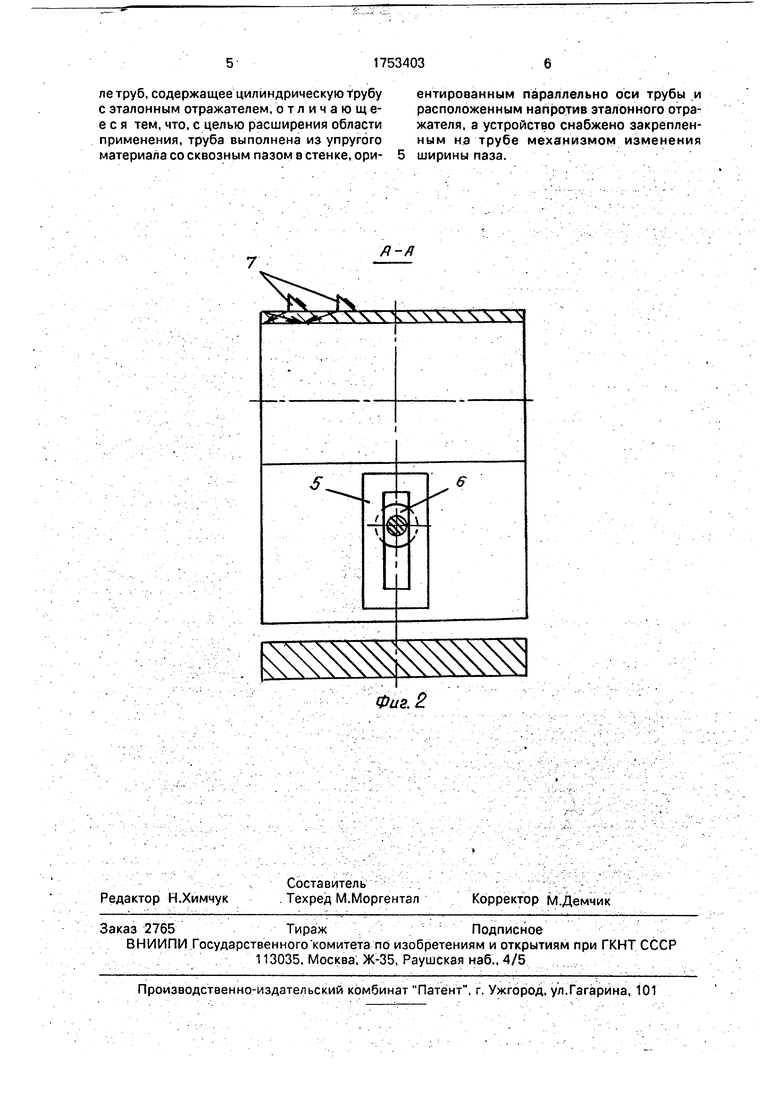
На фиг. 1 представлено предлагаемое устройство; на фиг.2 - разрез А-А на фиг. 1.
Устройство состоит из обрезка тонкостенной трубы 1 из пружинной стали, в которой вырезан сектор с углом раскрытия не более 45° и к срезанным участкам трубы по линии образующей приварены подвижная стенка 2 и неподвижная стенка 3, через которую на резьбовом соединении проходит болт 4, который своим концом упирается во внутреннюю поверхность подвижной стенки 2, отклоняя ее при необходимости изменения диаметра отрезка трубы. Для перемещения подвижной стенки 2 в направлении неподвижной стенки 3 к внутренней поверхности стенки 2 приварена скоба 5 с прорезью для прохождения болта 4, на конце которого закреплена гайка б, размещенная между скобой 5 и стенкой 2.
Устройство работает следующим образом.
Диаметр трубы 1 устанавливается равным диаметру контролируемого трубопровода с помощью вращения болта 4, закругленный конец которого толкает по- 0 движную стенку 2 при увеличении диаметра трубы 1. В случае ее уменьшения, болт 4 вращается против часовой стрелки, при этом гайка 6, упираясь во внутреннюю стенку скобы 5, тянет подвижную стенку 2, уменьшая тем самым диаметр трубы 1,
После установки необходимого диаметра трубы 1 на ее внешнюю поверхность ус- танавливается через тонкий слой контактной жидкости притертый ПЭП 7 и находится максимальный сигнал от торца трубы 1, который является опорным и по которому с помощью АРД-диаграмм или шкал, устанавливается необходимая чувствительность дефектоскопа.
Устройство позволяет плавно перекрыть диапазон диаметров контролируемых труб (до двух раз), отпадает необходимость в изготовлении большого количества испытательных образцов, что повышает производительность труда и снижает трудозатраты на изготовление комплекта образцов
Формула изобретения
Устройство для настройки параметров ультразвукового дефектоскопа при контро5
0
5
0
ле труб, содержащее цилиндрическую f рубу с эталонным отражателем, отличающееся тем, что, с целью расширения области применения, труба выполнена из упругого материала со сквозным пазом в стенке, ориентированным параллельно оси трубы и расположенным напротив эталонного отражателя, а устройство снабжено закрепленным на трубе механизмом изменения ширины паза.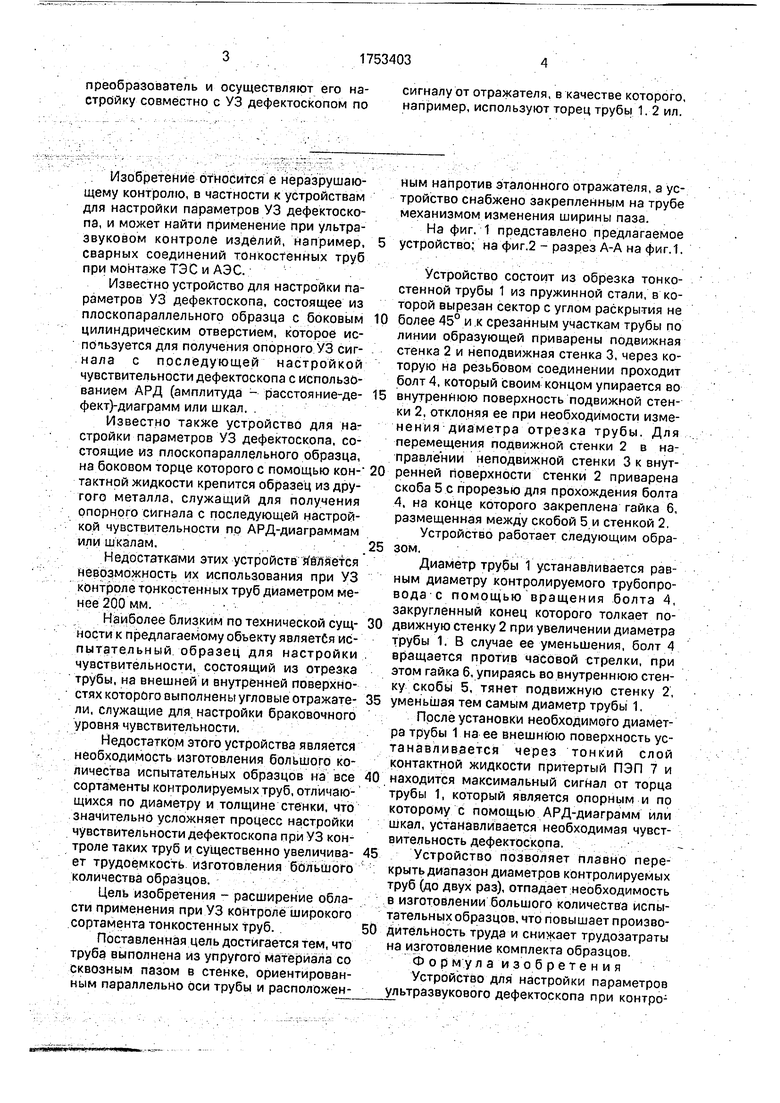
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ, НАХЛЕСТОЧНЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ТОНКОСТЕННЫХ ТРУБ МАЛОГО ДИАМЕТРА | 2011 |
|
RU2488108C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2032172C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ДИАГНОСТИКИ ТРУБ И ТРУБОПРОВОДОВ | 1999 |
|
RU2149394C1 |
| Способ ультразвукового иммерсионного контроля труб | 1991 |
|
SU1809379A1 |
| Ультразвуковой дефектоскоп | 1989 |
|
SU1626148A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ДЛЯ НАСТОЙКИ ДЕФЕКТОСКОПИЧЕСКОЙ АППАРАТУРЫ | 2012 |
|
RU2538053C2 |
| СПОСОБ НАСТРОЙКИ ЧУВСТВИТЕЛЬНОСТИ РЕЛЬСОВОГО УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2015 |
|
RU2603332C1 |
| Способ настройки ультразвукового дефектоскопа | 1984 |
|
SU1254373A1 |
| Способ ультразвукового контроля изделий с плоскопараллельными поверхностями | 1991 |
|
SU1797042A1 |
| ОБРАЗЕЦ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1993 |
|
RU2057333C1 |
Изобретение относится к неразрушающему контролю. Целью изобретения является расширение области применения за счет обеспечения возможности настройки параметров ультразвукового (УЗ) дефектоскопа при помощи одного устройства для большего диапазона диаметров тонкостенных труб. Перед настройкой устанавливают необходимый диаметр цилиндрической трубы 1 из упругого материала со сквозным пазом в стенке, ориентированным параллельно оси трубы 1 и расположенным напротив э-.алонного отражателя. Это осуществляют с помощью механизма изменения ширины паза, включающего, например, приваренные к краям паза подвижную и неподвижную стенки 2 и 3 и проходящий через стенку 3 болт 4, который концом упирается в стенку 2. Затем на внешнюю повер- хность трубы 1 устанавливают УЗ СО с
Д-Д
Фаг. 2
| Ткацкий гонок | 1929 |
|
SU14782A1 |
| Контроль неразрушающий | |||
| Соединения сварные | |||
| Методы ультразвуковые, М., с.4 | |||
| Устройство для настройки параметровульТРАзВуКОВОгО дЕфЕКТОСКОпА | 1979 |
|
SU794496A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для получения кинематографических снимков или для проектирования их на экран при помощи фотографического аппарата или волшебного фонаря | 1914 |
|
SU501A1 |
| Основные положения по ультразвуковой дефектоскопии сварных соединений котлоагрегатов и трубопроводов тепловых электростанций | |||
| - М.: Союзте- хэнерго, 1978, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
