Способ настройки чувствительности рельсового ультразвукового дефектоскопа относится к способам испытаний чувствительных элементов ультразвуковых (УЗ) дефектоскопов, использующихся для исследований объектов сложной формы, например железнодорожных рельсов. Устройство может быть использовано при изготовлении, калибровке и эксплуатации рельсовых УЗ дефектоскопов.
При УЗ дефектоскопии рельсов используются электроакустические преобразователи (ЭАП), обеспечивающие излучение и прием УЗ сигналов. Для обнаружения дефектов используют разные схемы излучения и приема УЗ сигналов [1, стр. 51-74].
Известен способ настройки чувствительности рельсового ультразвукового дефектоскопа [2], заключающийся в том, что дефектоскопом излучают в калибровочный образец и принимают от известного отражателя в нем ультразвуковые сигналы, оценивают амплитуду ультразвукового сигнала, принятого от известного отражателя, по которой корректируют чувствительность дефектоскопа. В этом случае для калибровки чувствительности рельсовых УЗ дефектоскопов обычно используются «стандартные образцы», выполненные в виде объемного металлического тела, имеющего внутренние модели дефектов. Внутренние модели дефектов обычно выполняются в виде цилиндрических сверлений, т.е. искусственных отражателей УЗ сигналов. При настройке перемещают ЭАП вручную вдоль образца, излучая и принимая УЗ сигналы, до получения максимальной амплитуды УЗ сигнала, отраженного от модели дефекта. Требуемая амплитуда принятых сигналов регламентируется нормативным документом [2] и может быть достигнута путем изменения чувствительности приема (изменения коэффициента усиления приемника УЗ сигналов).
Наиболее близким к заявляемому является способ настройки чувствительности рельсового УЗ дефектоскопа [3], заключающийся в том, что ЭАП дефектоскопа излучают в калибровочный образец и принимают от известного отражателя в нем УЗ сигналы, оценивают амплитуду УЗ сигнала, принятого от известного отражателя, по которой корректируют чувствительность дефектоскопа. В этом способе в качестве калибровочного образца используется участок рельса, в который также внесены различные искусственные дефекты в виде цилиндрических сверлений. Такой образец приближает настройку УЗ зондов к процессу поиска реальных дефектов в дефектоскопируемом рельсе.
Недостатками способов [2, 3] являются их низкая точность и трудоемкость.
Стандартные образцы [2] изготавливаются из стали Ст-20, а дефектоскопируемые рельсы могут иметь другие характеристики металла. Так, на российских железных дорогах используются рельсы, изготовленные различными фирмами (Новокузнецким, Нижнетагильским металлургическими комбинатами, ЧМК), странами (Япония, Австрия и т.д.) и по различным технологиям: сырые, объемно-закаленные, поверхностно-закаленные и другие. Естественно акустические свойства указанных образцов могут существенно отличаться от испытуемого рельса [3], что неизбежно сказывается на точности калибровки чувствительности.
В процессе эксплуатации происходит износ контактной поверхности ЭАП, которая приобретает форму поверхности рельса. При установке таких ЭАП на плоскую поверхность стандартного образца [2] сложно обеспечить надежный акустический контакт и адекватные реальным условия прохождения УЗ сигналов. В способе [3] калибровка проводится на образцовом рельсе, который по форме ближе, но может не совпадать с дефектоскопируемым по материалу и иметь другую степень износа. Указанные обстоятельства также приводят к погрешностям в настройке.
Настройка чувствительности рельсового ультразвукового дефектоскопа, как правило, происходит в помещении (при комнатной температуре), а дефектоскопия - в полевых условиях. Температура значительно влияет на затухание в призме и протекторе ЭАП, что приводит к погрешностям в настройке дефектоскопа для работы в полевых условиях.
Операция настройки чувствительности дефектоскопа в процессе эксплуатации требует снятия и разборки блока ЭАП, установки их по отдельности на стандартный образец [2], что занимает не менее одного часа. В способе [3] операция настройки может быть проведена быстрее, но требует перевозки и перемещения образцового участка рельса. Указанные обстоятельства делают процесс настойки чувствительности трудоемким.
Задачей, решаемой заявляемым способом, является повышение точности и снижение трудоемкости процесса настройки чувствительности дефектоскопа.
Для решения поставленной задачи в способе настройки чувствительности рельсового УЗ дефектоскопа, заключающемся в том, что дефектоскопом излучают в калибровочный образец и принимают от известного отражателя в нем УЗ сигналы, оценивают амплитуду УЗ сигнала, принятого от известного отражателя, по которой корректируют чувствительность дефектоскопа, в качестве калибровочного образца используют сам дефектоскопируемый рельс, в качестве известных отражателей - его конструктивные элементы, а при оценке амплитуды УЗ сигнала, принятого от известного отражателя, учитывают все сигналы, принятые от конструктивных элементов дефектоскопируемого рельса.
Существенные отличия заявляемого способа по сравнению с прототипом состоят в следующем.
В качестве калибровочного образца используют сам дефектоскопируемый рельс, при этом отпадают проблемы с несовпадением его материала, различием в форме и температуре с образцовым рельсом. Кроме того, настройка чувствительности может вестись практически постоянно в процессе дефектоскопии и без снятия ЭАП с рельса, т.е. быстрее и без трудозатрат.
В прототипе все отмеченные факторы влияют на точность настройки чувствительности. А настройка производится периодически и сопровождается отмеченными трудозатратами.
В качестве известных отражателей используют конструктивные элементы дефектоскопируемого рельса, например, для ЭАП, расположенных на поверхности катания и направленных через шейку к основанию рельса под разными углами (обычно 0 градусов и от 37 до 45 градусов), в качестве таких элементов могут использоваться болтовые отверстия в шейке рельса, предназначенные для установки рельсовых накладок на стыках рельсов. Обычно рельсы имеют 4-12 таких отверстий на каждом стыке. Эти отверстия располагаются с достаточной для данного применения точностью относительно поверхности катания рельса. Во всяком случае, неточность положения болтовых отверстий оказывается меньшей, чем отмеченные выше другие источники погрешностей, тем более, что предлагаемые способы обработки результатов измерений позволяют снизить эффект от неточного расположения отверстий.
В прототипе в качестве отражателя используются искусственно созданные дефекты, которые располагаются с высокой точностью в образце, материал которого существенно может отличаться от материала контролируемого рельса.
При оценке амплитуды УЗ сигнала, принятого от известного отражателя, учитывают все сигналы, принятые от конструктивных элементов дефектоскопируемого рельса. Проблемы использования отверстий в шейке рельса состоят в следующем:
- несмотря на то, что рельсы и в том числе болтовые отверстия выполняют в соответствии с [4], отражающие свойства стенок болтовых отверстий могут несколько отличаться. В процессе эксплуатации некоторые отверстия могут иметь коррозионные повреждения, что может привести к уменьшению амплитуды отраженных УЗ сигналов;
- величина болтовых отверстий существенно больше, чем у искусственных дефектов (сверлений). Периодичность УЗ дефектоскопии выбирается исходя из требований по разрешающей способности и скорости перемещения дефектоскопа, в результате чего при перемещении дефектоскопа будет получено несколько УЗ сигналов, отраженных от болтового отверстия.
Учет всех сигналов, полученных от отверстия, а также от всех отверстий, окружающих стык рельсов, например, путем усреднения позволит скомпенсировать указанные погрешности в оценке чувствительности. Кроме того, имеется возможность оценить количество УЗ сигналов, полученных от большого болтового отверстия, что также может использоваться в качестве оценки чувствительности дефектоскопа.
В прототипе при ручном перемещении дефектоскопа используют один отраженный УЗ сигнал максимальной амплитуды.
Заявляемый способ иллюстрируют следующие чертежи.
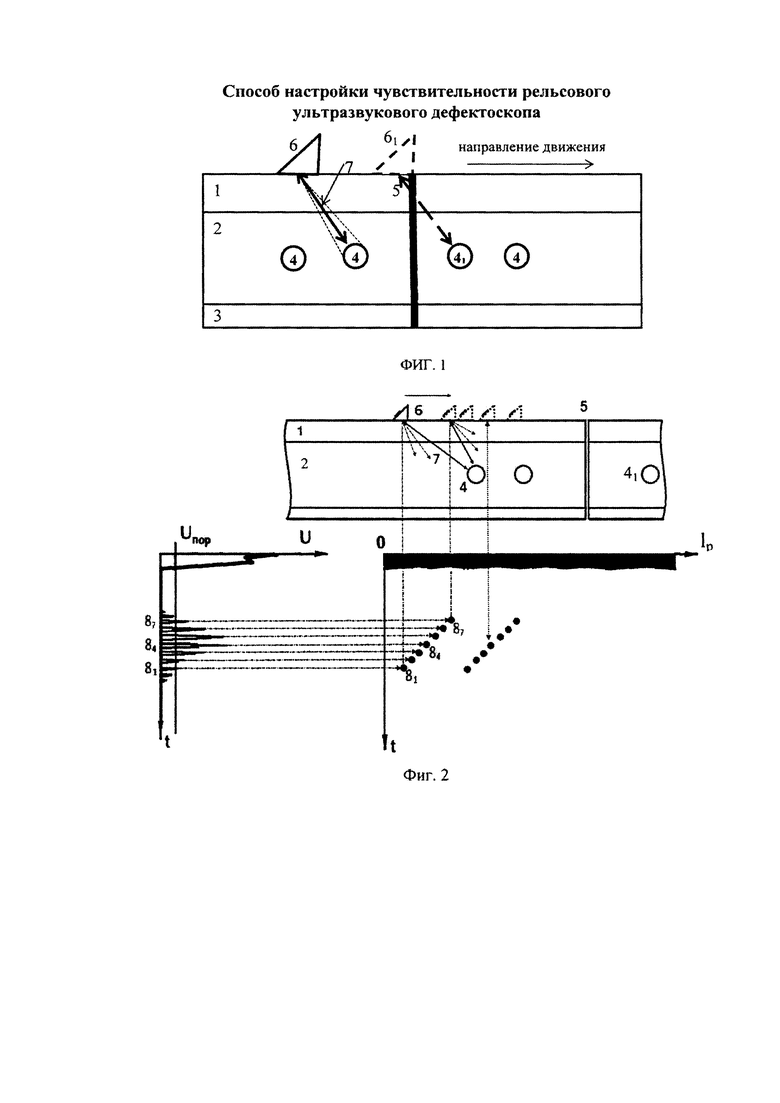
Фиг. 1. Схема прозвучивания рельса наклонным ЭАП, где:
1. Головка рельса.
2. Шейка рельса.
3. Основание рельса.
4. Болтовые отверстия.
5. Стык рельсов.
6. ЭАП с призмой.
7. Зондирующий и отраженный УЗ сигналы.
Фиг. 2. Формирование развертки типа В для сигналов, отраженных от болтового отверстия.
8 - эхо-сигналы от болтового отверстия на развертках типа А и В. Uпор - пороговый уровень регистрации сигналов на развертке типа В.
Рассмотрим возможность реализации заявляемого способа на примере, Фиг. 1, ЭАП 6, расположенного на головке 1 рельса (поверхности катания) и направленного в рельс 3 под углом (0-45°) по отношению к вертикали через шейку 2 к основанию (подошве) рельса 3. Зондирующий УЗ сигнал 7 имеет известную диаграмму направленности. Стык 5 дефектоскопируемого рельса имеет болтовые отверстия 4 для установки рельсовых накладок (не показаны).
Перед началом дефектоскопии рельсового пути производят настройку чувствительности всех его ЭАП 6, используя стандартный образец [1]. Пересчитывают чувствительность дефектоскопа по каналам, используя нормативные требования по чувствительности [2], физические свойства материала рельсов конкретного участка рельсового пути с учетом отражений от болтовых отверстий 4.
Устанавливают все ЭАП 6 на дефектоскопируемый рельсовый путь в соответствии с выбранными схемами прозвучивания. Перемещают ЭАП 6 вдоль пути в выбранном направлении, излучая и принимая УЗ сигналы 7. При этом используют заранее установленный порог обнаружения Uпор, который позволяет устранить шумовые составляющие в отраженном сигнале. При появлении в пределах диаграммы направленности ЭАП 6 болтового отверстия 4 первые отклики 81, Фиг. 2, будут иметь максимальное время распространения tp и маленькую амплитуду. В ходе перемещения вдоль пути lр амплитуды отраженных УЗ сигналов будут возрастать, пока направление УЗ луча не станет перпендикулярно к поверхности отверстия - формируется эхо-сигнал 84 с максимальной амплитудой. Затем произойдет уменьшение амплитуды отраженных сигналов до 87. В реальных условиях, с учетом требований по разрешающей способности, количество таких сигналов может составлять до 25 импульсов. Характеристикой чувствительности УЗ дефектоскопа (ЭАП) могут служить: максимальная измеренная амплитуда отраженного сигнала 84, усредненная амплитуда сигналов 8 от всех отверстий болтового стыка или количество УЗ сигналов, полученных от болтового отверстия, или сумма эхо-сигналов от всех отверстий. Эти характеристики позволяют оценить и скорректировать чувствительность дефектоскопа, например, путем корректировки коэффициента усиления приемника УЗ сигналов.
Болтовые отверстия 4 могут давать погрешности измерения чувствительности, отмеченные выше. Кроме того, болтовые отверстия 4 бывают источником возникновения дефектов рельсов в виде трещин, которые могут быть причиной разрушения рельса и аварий, а в рассматриваемом случае - повлиять на точность настройки чувствительности. Такие погрешности настройки могут быть скомпенсированы путем выбраковки аномальных измерений. Например, болтовые отверстия с радиальной трещиной - код дефекта 53.1, см. [5] при озвучивании УЗ лучом формируют одновременно два эхо-сигнала: от стенки болтового отверстия и от уголкового отражателя, образованного стенкой отверстия и плоскостью трещины. Причем временной интервал между ними обычно не превышает определенной величины [6]. По этим характерным признакам сигналы от данного отверстия могут быть выбракованы (изъяты из рассмотрения) при корректировке чувствительности соответствующего канала дефектоскопа.
Наличие нескольких болтовых отверстий, локализованных вокруг стыка рельсов, позволяет использовать результаты их УЗ зондирований совместно, например усредняя результаты измерений. При этом также следует исключить аномальные измерения, например болтовое отверстие 41, Фиг. 1, 2 замаскировано стыком (торцом) рельса 5 и не может быть использовано для настройки чувствительности, поскольку в положении 61 ЭАП УЗ сигнал в направлении болтового отверстия 41 перекрыт стыком 5.
Для настройки чувствительности ЭАП, имеющих другие направления излучения/приема, могут использоваться другие конструктивные элементы рельсового пути: торцы рельсов, уголковые отражатели, образованные торцом рельсового стыка и плоскостями выкружек головки с шейкой, и другие.
Основное преимущество заявляемого способа состоит в том, что настройка чувствительности является не отдельным технологическим процессом, а производится постоянно в процессе дефектоскопии рельсового пути.
Таким образом, заявляемый способ может быть реализован и позволяет повысить качество и скорость настройки чувствительности рельсового УЗ дефектоскопа и снизить суммарные трудозатраты УЗ контроля, одновременно повышая достоверность контроля рельсов.
Источники информации
1. Марков А.А. Ультразвуковая дефектоскопия рельсов. 2-е изд., перераб. и доп. - СПб.: Образование - Культура, 2008. 283 с.
2. ГОСТ 18576-96.
3. Патент RU 134133.
4. ГОСТ Ρ 51585-2000 «Рельсы железнодорожные. Общие технические условия».
5. http://www.bestpravo.ru/rossijskoje/qk-postanovlenija/b8o.htm Каталог дефектов рельсов. НТД/ЦП-2-93.
6. Патент RU 2052808.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОКАНАЛЬНОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ РЕЛЬСОВ | 2023 |
|
RU2809185C1 |
| Способ оценки работоспособности дефектоскопических средств при высокоскоростном контроле рельсов | 2021 |
|
RU2753810C1 |
| Способ динамической корректировки чувствительности дефектоскопических средств при высокоскоростном контроле длинномерных объектов | 2021 |
|
RU2774096C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРКИ | 2015 |
|
RU2573707C1 |
| Способ настройки чувствительности ультразвукового дефектоскопа | 2019 |
|
RU2726277C1 |
| Способ зеркально-теневого ультразвукового контроля с адаптивным пороговым уровнем | 2022 |
|
RU2787948C1 |
| Способ ультразвукового контроля зоны болтовых стыков рельсов | 2022 |
|
RU2791145C1 |
| Ультразвуковой способ обнаружения и оценки сварных стыков рельсов при высокоскоростном контроле | 2021 |
|
RU2764571C1 |
| Способ оценки работоспособности искательной системы дефектоскопических средств при высокоскоростном контроле рельсов | 2021 |
|
RU2758403C1 |
| Способ высокоскоростного ультразвукового контроля рельсов | 2019 |
|
RU2715885C1 |
Использование: для настройки чувствительности рельсового ультразвукового дефектоскопа. Сущность изобретения заключается в том, что настройку чувствительности ведут не по образцовым изделиям с искусственно созданными дефектами, а по конструктивным элементам дефектоскопируемого рельсового пути. Технический результат: обеспечение возможности настройки чувствительности рельсового ультразвукового дефектоскопа постоянно в процессе дефектоскопии рельсового пути, а также обеспечение возможности повышения качества и скорости настройки чувствительности рельсового ультразвукового дефектоскопа. 2 ил.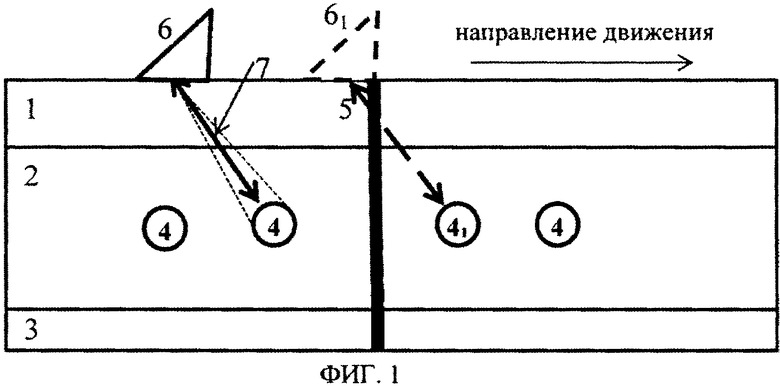
Способ настройки чувствительности рельсового ультразвукового дефектоскопа, заключающийся в том, что дефектоскопом излучают в калибровочный образец и принимают от известного отражателя в нем ультразвуковые сигналы, оценивают амплитуду ультразвукового сигнала, принятого от известного отражателя, по которой корректируют чувствительность дефектоскопа, отличающийся тем, что в качестве калибровочного образца используют сам дефектоскопируемый рельс, в качестве известных отражателей - его конструктивные элементы, а при оценке амплитуды ультразвукового сигнала, принятого от известного отражателя, учитывают все сигналы, принятые от конструктивных элементов дефектоскопируемого рельса.
| Устройство для масштабной корректировки | 1960 |
|
SU134133A1 |
| Счетно-выключающее устройство, например, для фотонаборной машины | 1960 |
|
SU134132A1 |
| Аппарат для непрерывного разваривания сырья в спиртовом производстве | 1959 |
|
SU124397A1 |
| Устройство для транспортирования в горизонтальном направлении листового стекла, отформованного на прокатной или другой машине | 1955 |
|
SU114373A3 |
| WO 8203919A1, 11.11.1982 | |||
| US 7516662B2, 14.04.2009. | |||

