Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для правки сортового металла и получения гнутых профилей из полосы.
Цель изобретения - расширение технологических возможностей машины и сокращение производственных площадей.
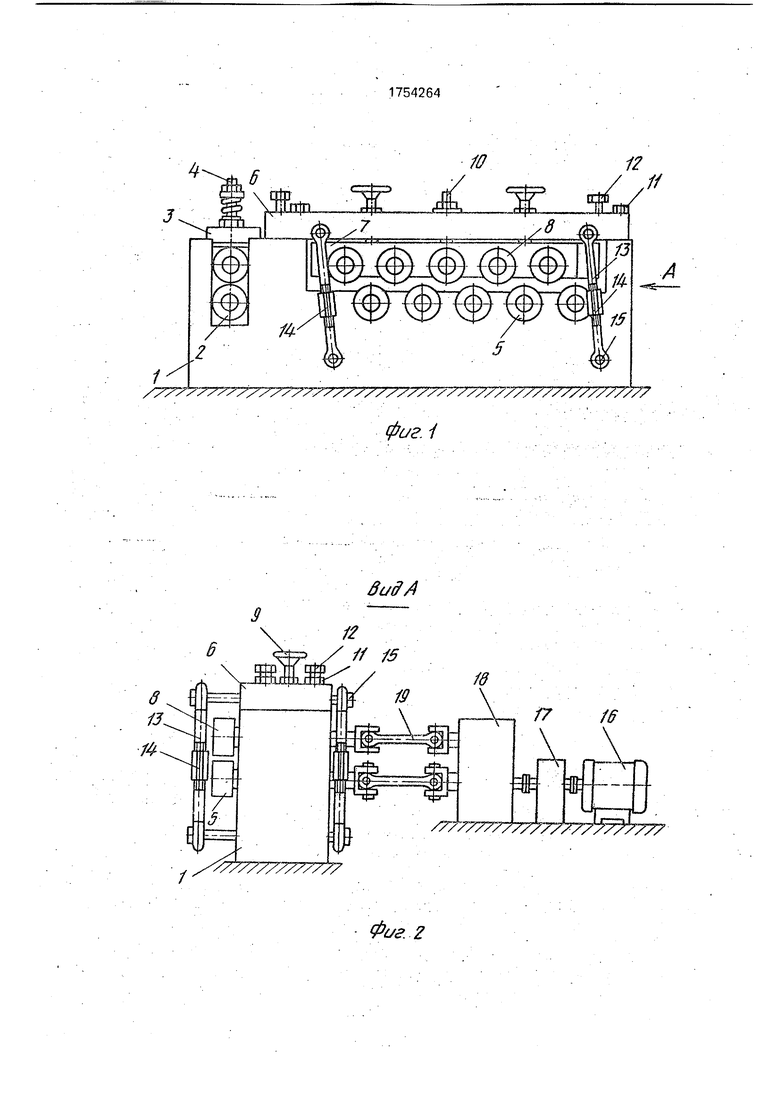
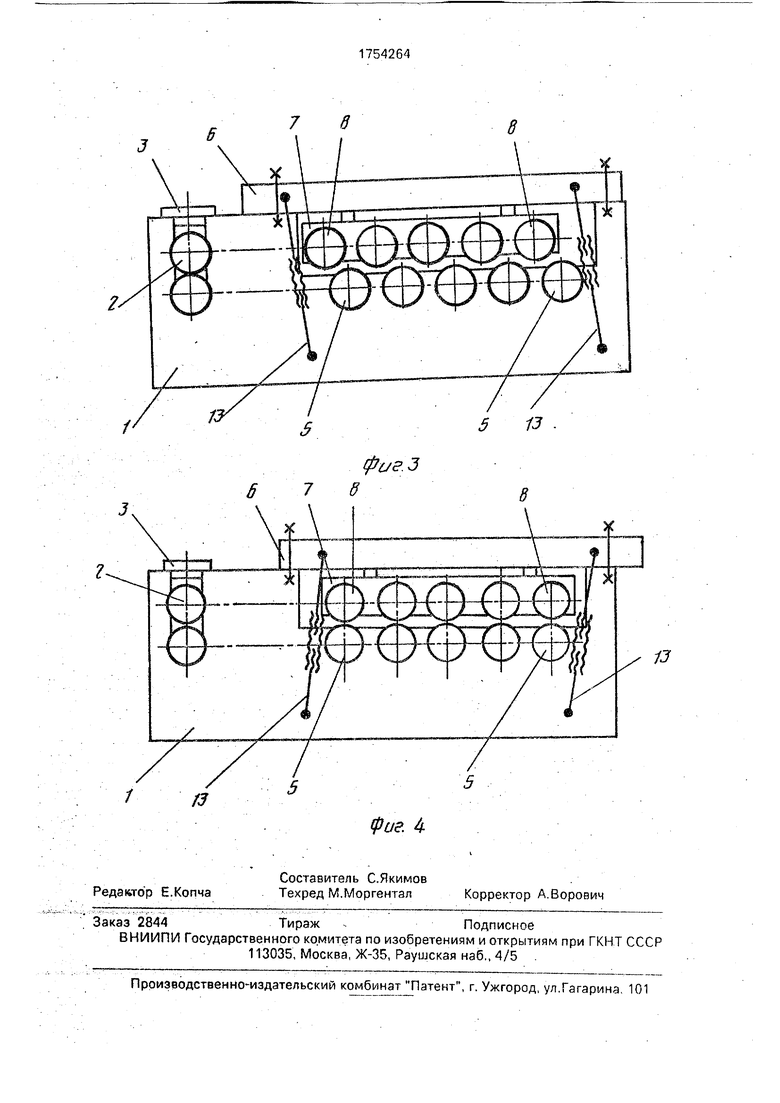
На фиг. 1 изображено устройство, вид спереди; на фиг 2 - вид А на фиг. 1; на фиг. 3 - схема работы устройства в режиме сор- топравильной машины; на фиг. 4 - то же, в режиме профилегибочного стана.
Роликовая сортоправильно-профилеги- бочная машина включает составную станину, в нижней части 1 которой смонтированы задающие ролики 2 с крышкой 3 и регулировочным винтом 4, а также приводные рабочие ролики 5. В верхней части 6 станины с возможностью вертикального перемещения смонтирована траверса 7 с рабочими роликами 8, Количество роликов в верхнем и нижнем рядах выполнено одинаковым.
Вертикальное положение траверсы регулируется винтами 9 и тягой 10, верхняя часть станины 6 крепится к нижней части 1 при помощи болтов 11 (для ускорения переналадки машины могут быть предусмотрены гидравлические зажимы), для работы машины в другим режиме предусмотрены дополнительные болты 12. Кроме того, верхняя 6 и нижняя 1 части станины соединены двумя парами регулируемых тяг 13, стянутых гайками 14 с правой и левой резьбой. Тяги 13 соединены с частями станины шарнирами 15 и образуют шарнирный параллелограмм. Привод рабочих роликов осуществляют от электродвигателя 16, редуктора 17, шестеренной клети 18 и универсальных шпинделей 19.
Устройство работает следующим образом,
Для осуществления работы машины в режиме правки верхнюю часть б станины при помощи тяг 13 и болтов 11 закрепляют так, чтобы ролики 5 нижнего ряда и ролики
(Л
С
xi ел
4
кэ о
8 верхнего ряда располагались в шахматном порядке. В этом положении машина предназначена для правки сортовых профилей и работает как обычная сортоправиль- ная машина. К редуктору 17 и шестеренной клети 18 при помощи универсального шпинделя 19 присоединяют только ролики 5 нижнего ряда.
Для переналадки машины в режим работы профилегибочного стана освобождают болты 11 и верхнюю часть б станины при помощи тяг 13 переводят в новое положение (при этом сохраняется параллельность траверсы 7 и нижней части 1 станины с роликами 8, так как верхняя и нижняя части станины с тягами 13 образуют шарнирный параллелограмм) на величину шага роликов таким образом, чтобы рабочие ролики 5 и 8 располагались один против другого, Верхнюю часть станины б болтами 12 закрепляют в новом положении, шпиндели 19 присоединяют как к верхнему, так и к нижнему ряду роликов (т. е. приводными становятся оба ряда роликов), заменяют рабочие porv-ки 5 и 8 с соответствующей их профилировкой, и после этого машина может работать в режиме профилегибочного стана. Положение верхней части станины б можно дополнительно регулировать длиной тяг 13 при помощи гаек 14.
Пример. Для проверки работоспособности предлагаемой машины изготовлен опытный образец с двенадцатью парами роликов диаметром 130 мм и шагом между роликами 145 мм. Проверка показала, что предлагаемая машина с такими параметрами обеспечивает правку сортовых профилей диаметром 6-25 мм и равновеликих им по площади квадратных, шестигранных и полосовых в соответствии с требованиями стандартов, а также получение гнутых профилей типа уголков, швеллеров м т. д. из полосы шириной до 60 мм и толщиной до 4 мм, при этом на заготовительном участке вместо
правильной машины и профилегибочного стана необходима установка одной предлагаемой машины
Таким образом, использование сортоправильно-профилегибоч юй машины обеспечивает расширение ее технологических возможностей путем трансформации из сортоправильной в профилегибочную, при этом в 2-2,5 раза сокращается потребность
в производственных площадях на заготовительных участках машиностроительных предприятий.
Формула изобретения
1, Роликовая сортоправильно-профилегибочная машина, включающая составную станину, ряд нижних роликов, смонтированных в станине с равным шагом, ряд верхних роликов, каждый из которых установлен на соответствующей державке, и механизм,
связывающий державку с верхней частью станины с возможностью наладочного перемещения роликов в вертикальном и горизонтальном направлениях, отличающаяся тем, что, с целью повышения производительности путем сокращения времени переналадки машины из сортоправильной в профилегибочную и наоборот, державки, несущие верхние ролики, выполнены в виде единой траверсы, ролики установлены на
траверсе с шагом, равным шагу нижних роликов, а механизм, связывающий траверсу со станиной, выполнен в виде двух пар звеньев, концы одной пары шарнирно закреплены в верхней части станины со стороны входного ролика, а концы второй пары - со стороны выходного ролика, причем каждая пара звеньев совместно с нижней и верхней частями станины образуют шарнирный параллелограмм
2. Машина по п. 1,отличающаяся тем, что звенья выполнены в виде регулируемых по длине тяг, а станина снабжена дополнительными средствами крепления верхней станины к нижней.
J
//
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Валковая арматура профилегибочного стана | 1985 |
|
SU1337168A1 |
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Профилегибочный стан для производства гнутых профилей проката | 1986 |
|
SU1362535A1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для правки сортового металла и получения гнутых профилей из полосы. Цель изобретения - расширение технологических возможностей машины и сокращение производственных площадей. Для осуществления работы машины в режиме правки верхнюю часть станины закрепляют таким образом, чтобы ролики нижнего ряда и ролики верхнего ряда располагались в шахматном порядке. Для переналадки машины в режим работы профилегибочного стана верхнюю часть станины перемещают тягами и располагают таким образом, чтобы ролики располагались напротив друг друга. 4 ил.
фиг 1
Bu0A
Фиг. 2
7 в
13
$игЗ
13
| Сломим А | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Л | |||
| Правка листового и сортового металла М/ Металлургия, 1981, с | |||
| Топливник с глухим подом | 1918 |
|
SU141A1 |
| Газогенератор для дров, торфа и кизяка | 1921 |
|
SU376A1 |
