Изобретение относится к клепально-сборочным работам, а именно к клепальным машинам, и может найти применение при механизации и автоматизации сборочных процессов, где осуществляется сборка с помощью заклепок. Преимущественно изобретение предназначено для осуществления сборочных работ в резисторостроении. Изобретение может быть использовано также в часовой, электротехнической, радиотехнической и других отраслях промышленности. Известно устройство для групповой клепки развальцовкой, содержащее смонтированную на станине группу параллельно установленных по координатам заклепок пуансонов, связанных одними концами через подпружиненные шаровые опоры с нажимной плитой, связанной гибкой пластиной с приводом ее плоскопараллельного перемещения, и направляющую плиту для других концов пуансонов, а также параллельные тяги, шарнирно соединенные одними концами с нажимной плитой, а другими - со станиной 1. Однако известное устройство не обеспечивает требуемого качества клепки развальцовкой заклепок со сплошным стержнем, расположенных на разной высоте или имеющих различную длину стержня, что требует переналадку устройства. Цель изобретения - повышение качества клепки и производительности. Поставленная цель достигается тем, что, в устройстве для групповой клепки развальцовкой, содержащем смонтированную на станине группу параллельно установленных пуансонов, связанных одними концами через подпружиненные шаровые опоры с нажимной плитой, соединенной гибкой пластиной с приводом ее плоскопараллельного перемещения, и направляющую плиту для других концов пуансонов, а также параллельные тяги, шарнирно связанные одними концами с нажимной плитой, а другими - со станиной, направляющая плита подпружинена относительно нажимной плиты и связана дополнительными шаровыми опорами с тягами и пуансонами, при этом - J расстояние между центрами крайних опор тяги; t.j -расстояние от центра подпружиненной шаровой опоры пуансона до его рабочего торца; tj - расстояние между центрами шаровых опор тяги в нажи-мной и направляющей плитах; Е -расстояние между центрами шаровых опор пуансонов в нажимной и направляющей плитах. Кроме того, дополнительные щаровые опоры пуансонов в направляющей плите установлены с возможностью перемещения в вертикальной плоскости относительно направляющей плиты. На чертеже представлено предлагаемое устройство. Устройство содержит смонтированную на станине 1 группу параллельно установленных по координатам заклепок пуансонов 2, связанных одними концами через подпружиненные пружиной 3 шаровые опоры 4 с нажимной плитой 5. Нажимная плита 5 связана с приводом 6 плоскопараллельного движения, гибкой плоской пластиной 7, а со станиной через щарниры 8 - тягами 9, работающими на растяжение. Нижние рабочие концы пуансонов принудительно удерживаются по координатам развальцовываемых заклепок направляющей плитой 10, связанной дополнительными шаровыми опорами 11 с тягами 9. Шаровые опоры 11 пуансонов 2 в направляющей плите 10 (плавающие) перемещаются в вертикальной плоскости и могут самоустанавливаться в зависимости от положения верхней подпружиненной шаровой опоры 4 пуансона 2, обеспечивая постоянство расстояний Гз и 4. т.е. вьщержано соотношение «т. где PI - расстояние между центрами крайних опор тяги; 8-2 - расстояние от центра подпружиненной щаровой опоры пуансона до его рабочего торца; Ij-расстояние между центрами шаровых опор тяги в нажимной и направляющей плитах; 4-расстояние между центрами шаровых опор пуансонов в нажимной и направляющей плитах. Кроме того, направляющая плита 10 подпружинена пружиной 12 относительно нажимной плиты 5. Устройство работает следующим образом. Заклепки с изделием устанавливаются в нижнем положении и подводятся к пуансонам с заданным усилием Р до упора. В момент соприкосновения каждой заклепки с пуансоном производится развальцовка. Возможная разность по высоте заклепок компенсируется пружиной 3, что позволяет обрабатывать заклепки, разные по высоте. Регулировка пружины 3 на треб емое усилие развальцовывания позволяет обрабатывать заклепки, различные по диаметру. Привод плоскопараллельного движения нажимной плиты эпициклической передачи, передаточное отношение которой определяется периодической дробью, обеспечивает высокое качество формообразования головок заклепок, что позволяет сократить время обработки, снизить осевое усилие на инструмент и применять предварительно це310078214
ментированные заклепки без образованияобеспечивает качественную клепку развальтрещин при развальцовке.цованной заклепок со сплошными стержняПредлагаемое устройство по сравнениюми и разной длины, а также повышение
с базовым объектом, взятым за прототип,производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой клепки развальцовкой | 1986 |
|
SU1342578A1 |
| Устройство для групповой клепки развальцовкой полых заклепок | 1980 |
|
SU927406A1 |
| Устройство для групповой клепки развальцовкой | 1990 |
|
SU1738461A1 |
| Устройство для групповой клепки развальцовкой | 1986 |
|
SU1375399A1 |
| Головка для групповой клепки развальцовкой | 1990 |
|
SU1754316A1 |
| Устройство для групповой клепки развальцовкой | 1986 |
|
SU1389927A1 |
| Клепальная машина для клепки тормозных накладок | 1982 |
|
SU1131462A3 |
| Штамп для групповой клепки ступенчатых деталей | 1990 |
|
SU1712057A1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
1. УСТРОЙСТВО ДЛЯ ГРУПП.ОВОЙ КЛЕПКИ РАЗВАЛБЦОВКОЙ, содержащее смонтированную на станине группу параллельно установленных пуансонов, связанных одними концами через подпружиненные шаровые опоры с нажимной плитой, соединенной гибкой пластиной с приводом ее плоскопараллельного перемещения, и направляющую плиту для других концов пуансонов, а также параллельные тяги, шарнирно связанные одними концами с нажимной плитой, а другими со станиной, отличающееся тем, что, с целью повышения качества клепки и производительности, направляющая плита подпружинена относительно нажимной плиты и связана дополнительными шаровыми опорами с тягами и пуансонами, при этом е, А. Ц где i - расстояние между центрами шаровых опор тяги; 2 - расстояние от центра подпружиненной щаровой опоры пуансона до его рабочего торца; fj-расстояние между центрами шаровых опор тяги в нажимной и направляющей плитах; : -расстояние между центрами шаровых опор пуансонов в нажимной i и направляющей плитах. 2. Устройство по п. Л, отличающееся (Л тем, что дополнительные шаровые опоры пуансонов в направляющей плите установлены с возможностью перемещения в вертикальной плоскости относительно направляющей плиты. | 00 ьо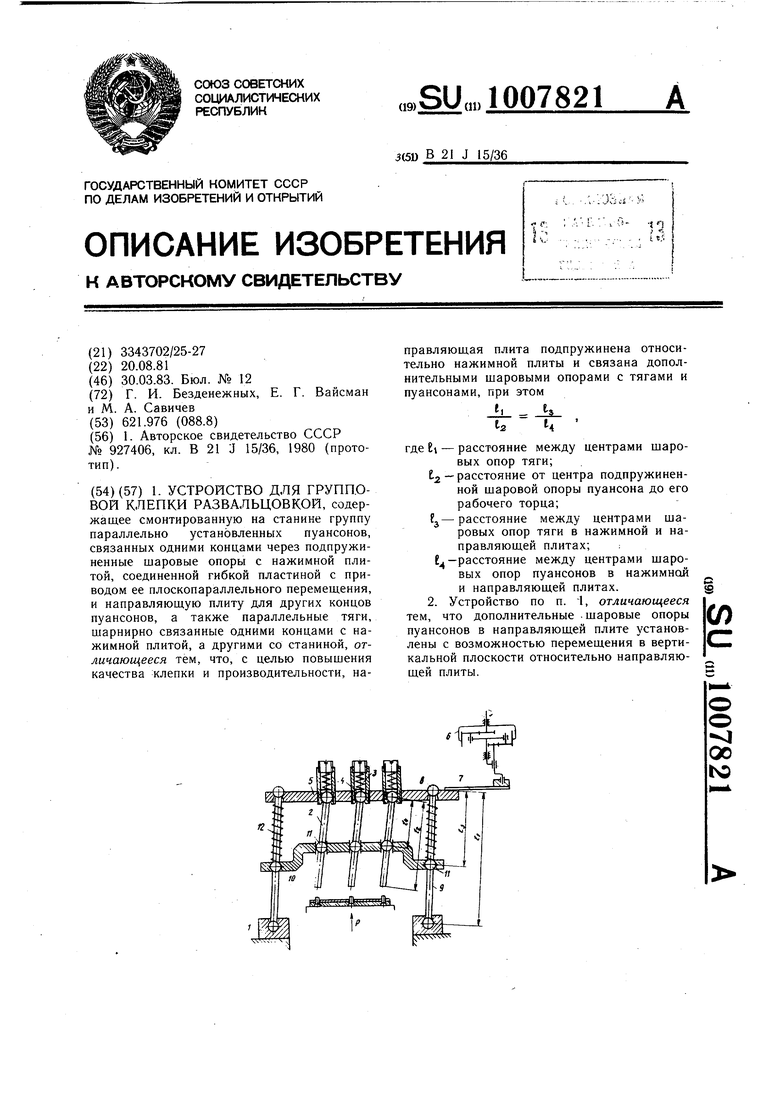
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для групповой клепки развальцовкой полых заклепок | 1980 |
|
SU927406A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
