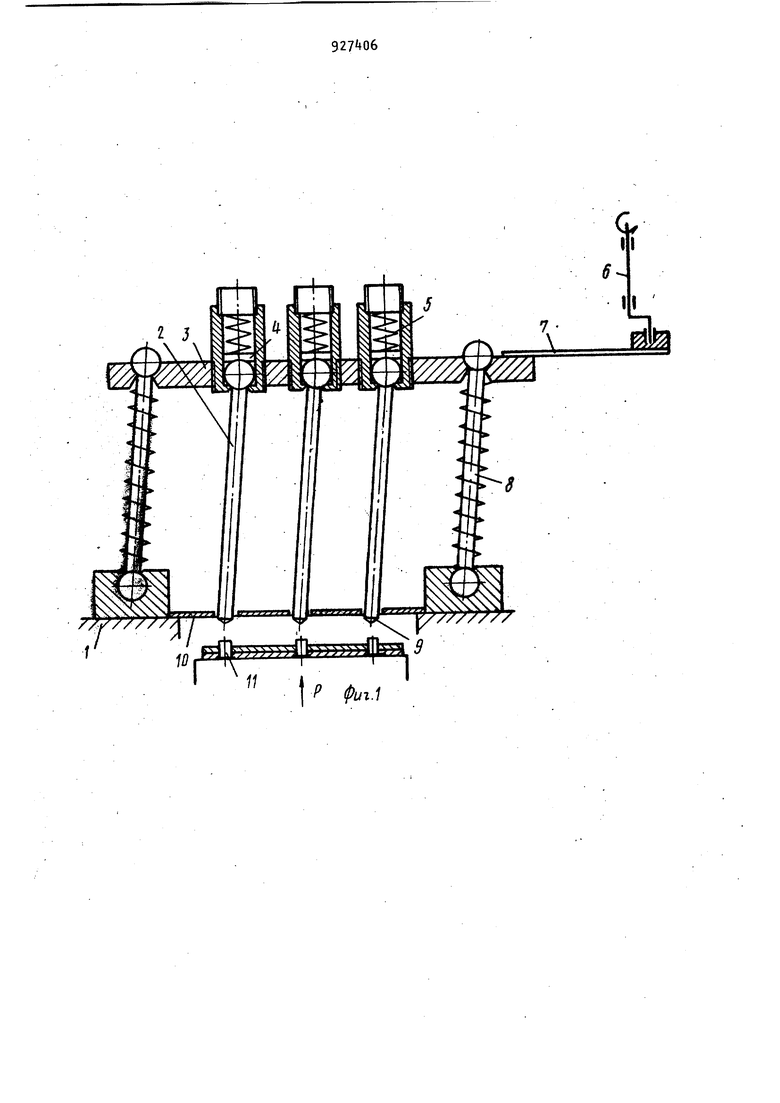
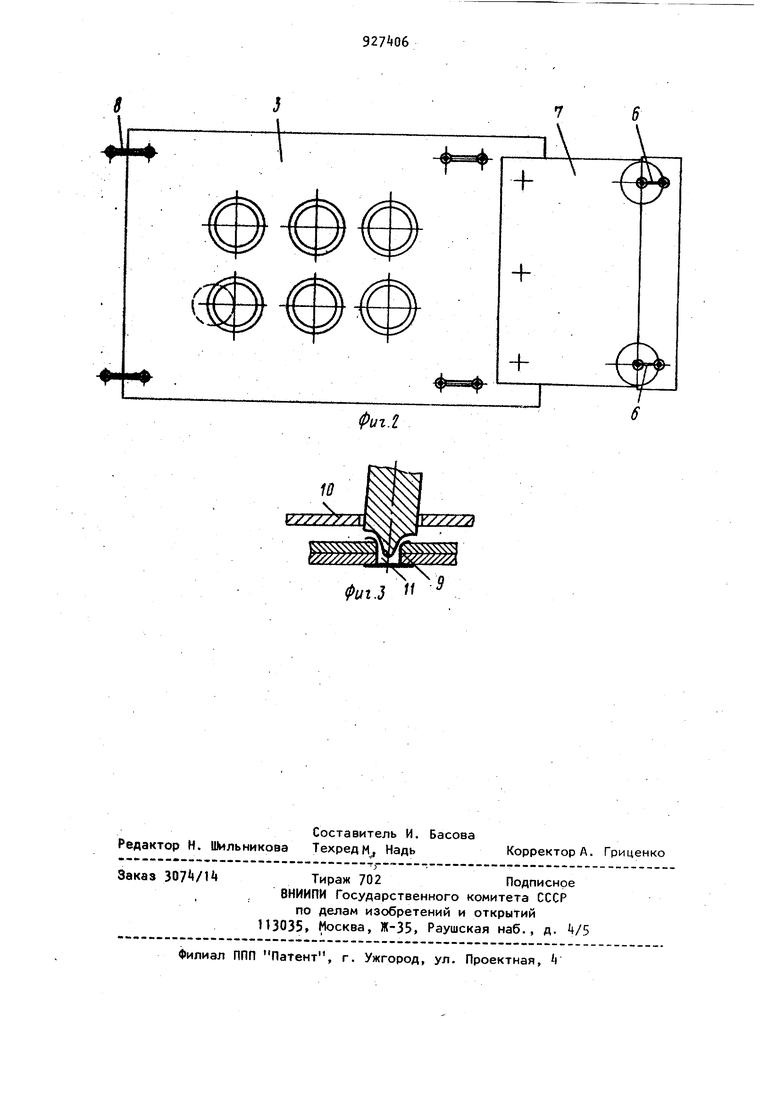
Изобретение относится к машиностроению, а именно к клепальным машинам и может найти применение при механизации и автоматизации сборочных пр цессов, где осуществляется сборка с помощью полых заклепок. Преимущественно изобретение предназначенодля осуществления сборочных работ в резисторостроении. Изобретение может быть использовано в часовой, электро технической, радиотехнической и др. промышленностях. Известно устройство для групповой клепки.развальцовкой полых заклепок содержащее смонтированные на станине группу параллельно установленных пуансонов, взаимодействующих одними концами через шаровые опоры с нажимной плитой, связанной с приводом ее перемещения, а также направляющую плиту для других концов пуансонов, на рабочих торцах которых выполнены конические ловители til. Недостатками этого устройства являются сложность конструкции, большие нагрузки на привод перемещения, невозможность компенсации разности по высоте обрабатываемых заклепок, необходима высокая степень центровки осей пуансонов и заклепок, качество развальцовываемой поверхности в большой степени зависит от точности изготовления кинематически связанных элементов и деталей устройства. Это обусловлено тем, что осевое усилие развальцовывания воздействует на привод перемещения, а большие колеблю:щие массы приводят к повышенным нагрузкам на этот привод. В силу конструктивных особенностей невозможна компенсация разновысотности обрабатываемых заклепок и регулировка осевого усилия на каждый пуансон. Низкая степень центровки оси пуансона и заклепки, а также наличие люфтов в навеске пуансона приводит к задирам обрабатываемой поверхности или к изгибу заклепки различной высоты. Все эти недостатки снижают производительность клепальных работ. Цель изобретения - повышение качества клепки заклепок различных по высоте и диаметрам, а также производительности. Поставленная цель достигается за счет того, 4to устройство для групповой клепки развальцовкой полых заклепок, содержащее смонтированные на станине группу параллельно уста.новленных пуансонов, взаимодействующих одними концами через шаровые опо ры с нажимной плитой, связанной с приводом ее перемещения, а также направляющую плиту для других концов . пуансонов, на рабочих торцах которых выполнены конические ловители, снабжено установленными параллельно пуансонам тягами, шарнирно соединенными одними -концами с нажимной плитой, а другими - со станиной, и гибкой пластиной, соединенной с нажимной плитой и с приводом ее перемещения, при этом шаровые опоры пуансоно подпружинены. На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид в плане; на фиг. 3 - расклепанная пуансоном заклепка. Устройство для одновременной развал цовки группы произвольно располо женных полых заклепок (пистонов) содержит смонтированные на станине 1 группу качающихся пуансонов 2, расположенных по координатам развальцовываемых заклепок, нажимную плиту 3 и шаровыми опорами k верхних концов пуансонов. Шаровые опоры подпружинены 5, упирающуюся в резьбовую заглушку. Нажимная плита связана с приводом ее перемещения(плос. ко-параллельного) гибкой плоской пластиной 7, а тяги 8 шарнирно соединены одними концами со станиной, а другими - с нажимной плитой 3. На рабочем конце пуансона выполнен ловитель 9. Рабочие концы пуансонов по координатам развальцовываемых заклепок удерживаются направляющей пли той 10 с зазором. Заклепки 11 с изделием устанавли1ваются в нижнем,положении и подводят ся к пуансонам с заданным усилием Р до упора в рабочие концы пуансонов. В момент соприкосновения каждой заклепки с пуансоном ловитель 9 обеспечивает точную центровку каждого пуансона с заклепкой. Включается привод перемещения 6 и нажимная плита 3, перемещаясь плоско-параллельно в любом направлении по сложной траектории на шарнирных тягах 8, обеспечивает качательно-вращательное движение пуансонам 2, обеспечивающим развальцовку заклепок 11. Возможная разность по высоте заклепок компенсируется установкой пуансонов на разную высоту за счет пружины Ц, что позволяет точно расклепать все обрабатываемые заклепки. Регулировка пружины 5 на требуемое усилие развальцовывания позволяет также обрабатывать заклепки различные по диаметру. Устройство может быть использовано для одновременной раэвальцовки, например, восьми полых заклепок в автомате для сборки резисторов СПЗ-29М, и обеспечивает качество расклепываемых заклепок и повышение производительности. Формула изобретения Устройство для групповой клепки развальцовкой полых заклепок, содержащее смонтированную на станине группу параллельно установленных по координатам заклепок пуансонов, взаимодействующих одними концами через шаровые опоры с нажимной плитой, связанной с приводом ее перемещения, а также направляющую плиту для других концов пуансонов, на рабочих торцах которых выполнены конические ловители, отличающееся тем, что, с целью повышения качества клепки заклепок различных по высоте и диаметрам, а также производительности, оно снабжено установленными параллельно пуансонам тягами, шарнирно соединенными одними концами с нажимной плитой, а другими - со станиной, и гибкой пластиной, соединенной с нажимной плитой и с приводом ее перемещения, при этом шаровые опоры пуансонов подпружинены. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР tf 549230, кл. В 2J J 15/36, 1975 (прототип).
8
.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой клепки развальцовкой | 1981 |
|
SU1007821A1 |
| Устройство для групповой клепки развальцовкой | 1986 |
|
SU1342578A1 |
| Устройство для групповой клепки развальцовкой | 1990 |
|
SU1738461A1 |
| Головка для групповой клепки развальцовкой | 1990 |
|
SU1754316A1 |
| Устройство для групповой клепки развальцовкой | 1986 |
|
SU1375399A1 |
| Устройство для групповой клепки развальцовкой | 1986 |
|
SU1389927A1 |
| Головка для групповой клепки развальцовкой | 1978 |
|
SU703212A1 |
| Многошпиндельный станок для групповой клепки развальцовкой | 1981 |
|
SU1007819A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНОЕ УСТРОЙСТВО | 2023 |
|
RU2801502C1 |