Изобретение относится к технологии точного литья по выплавляемым моделям, точнее к изготовлению выплавляемых моделей, конкретно к устройствам для изготовления выплавляемых моделей преимущественно в Эластичных формах при изготовлении ювелирных и подобных им изделий. Область применения - ювелирное производство, точнее приборостроение и машиностроение.
Известны устройства для изготовления выплавляемых моделей, используемые в ювелирной промышленности, например инжектор с форвакуумным насосом
Однако это устройство сложно в изготовлении, имеет большие габариты и массу
и не обеспечивает должного уровня автоматизации процесса.
Наиболее близким к предлагаемому является устройство для изготовления выплавляемых моделей, состоящее из расположенных на общем столе бака-инжектора с клапаном подачи модельного состава в эластичньТе формы и пультом управления температурой и давлением, снабженное также вакуум-всасывающим устройством и соплом для обдува эластичных пресс-форм В нижней части бака расположен нагревательный элемент, давление контролируется манометром, температура - термопарой
Устройство обеспечивает производительность в среднем н§ уровне 100 запресVI
СП
СО Ю О
овок в 1 ч и применяется на некоторых редприятиях ювелирной промышленноти.
Однако данное устройство имеет ряд ерьезных недостатков, вызванных несовершенством технического решения в части конструкции.
Это устройство характеризуется недотаточной производительностью вследствие низкого уровня автоматизации процесса изготовления выплавляемых моелей, обусловленного бтсугств йём в его конструкции узлов или конструктивных элементов, предназначенных для автоматической подачи эластичных -Норм к подающему клапану инжектора и фиксации форм при заполнении модельным составом. Последнее обстоятельство ведет также к ухудшению качества моделей, поскольку форма, икс ируёмая руками оператора, подвергатся неравномерному сжатию по плоскости разъема, что вызывает перекосы, увеличение облоя, недоливы и т.п. недостатки и прмЪй брак выплавляемых моделей/
Кроме того, при данной конструкции устройства вследствие большого объема ручного труда возникает необходимость использования оператора высокой квалификации с большим опытом работы. Несовершенна также система обеспечения теплового режима разогрева состава,
Наличие в конструкции устройства ваку- ум-всасывающего устройства и пульта управления делает эту конструкцию сложной и громоздкой.
Цель изобретения - разработка устойства для изготовления выплавляемых моделей, обеспечивающего повышение производительности и упрощение конструкции.
Поставленная цель достигается тем, что в устройстве для изготовления выплавляемых моделей преимущественно в эластичных пресс-формах при изготовлении ювелирных изделий, содержащем емкость для Загрузки, плавления и термостатйрова- ния модельного состава, средствЪ для его Запрессовки в эластичные пресс-формы, средство для размещения на фиксированной позиции с зажимным устройством пресс-форм, средство для размещения пресс-форм выполнено в виде поворотного барабана-кассеты, кинематически связанного с электромагнитным штыревым фиксатором для точной остановки барабана, а зажимное устройство для пресс-форм выполнено в виде плоскопараллельных пластин, нижние из которых стационарно закреплены на поворотном барабане, а верхние размещены на шаровых винтовых опорах, закрепленных на шарнирном дЕ.упле- чем рычаге, у которого на втором плече размещена вторая винтовая опора для регулирования усилия сжатия пресс-форм
при запрессовке, при этом винтовая опора имеет возможность взаимодействия с закрепленным на торце барабана подпружиненным копиром, а емкость для загрузки со средством запрессовки выполнена в виде
0 подвижного бака-шприца, установленного на платформе с приводом возвратно-поступательного движения.
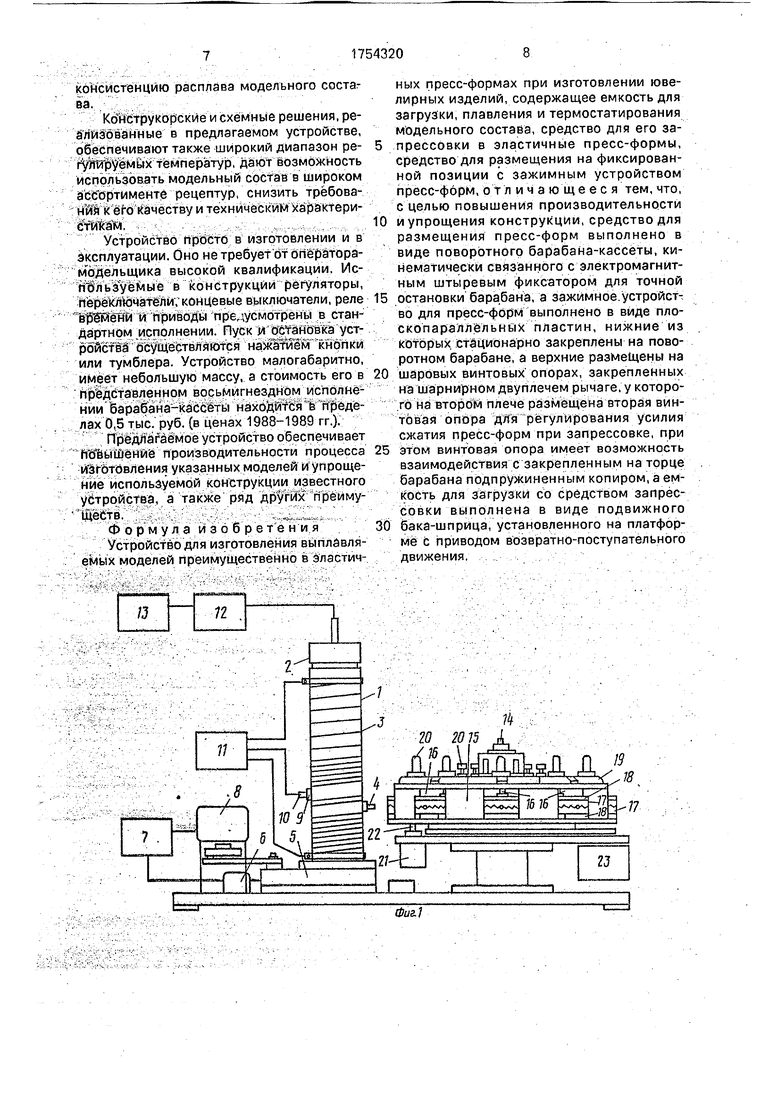
На фиг. 1 схематически представлено предлагаемое устройство, общий вид; на
5 фиг. 2 - поворотный барабан-кассета в позиции впрыска с зажимом и эластичной формой, в также с элементами системы регулирования взаимного положения плоскопараллельных пластин зажима, продольный
0 разрез; на фиг. 3 - зажимное устройство для эластичных пресс-форм, вид сбоку; на фиг.
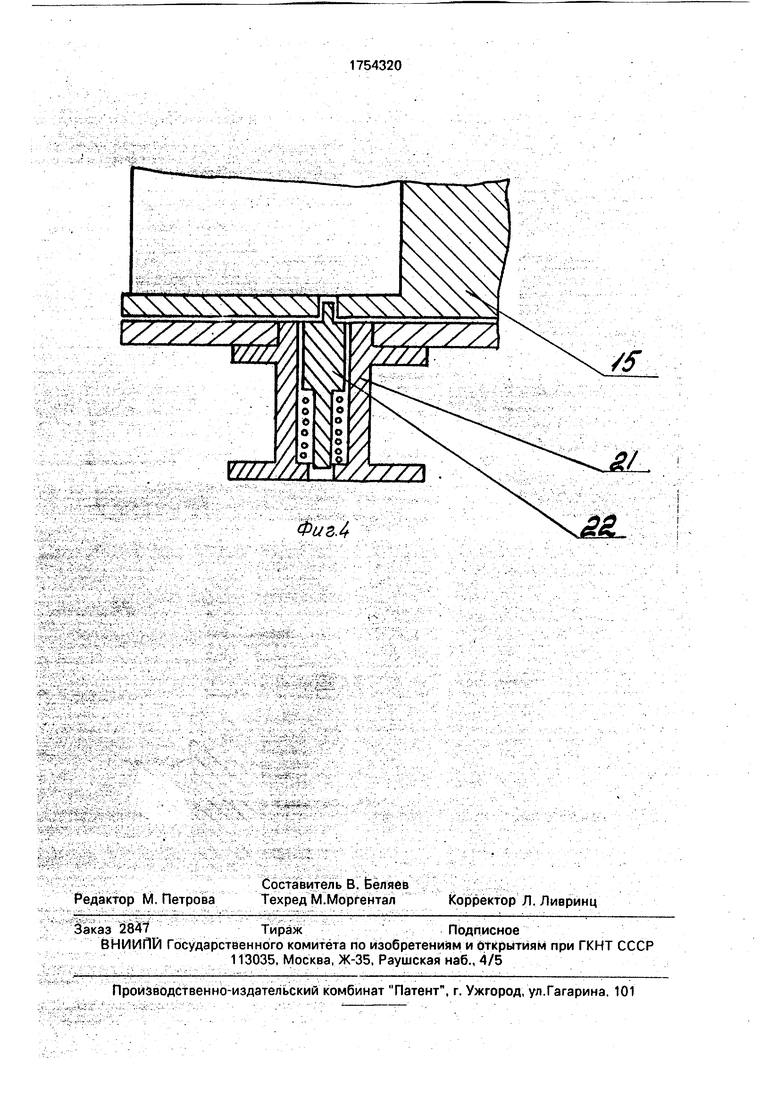
4- электромагнитный штыревой фиксатор для точной остановки поворотного барабана-кассеты, разрез.
5 Устройство для изготовления выплавляемых моделей содержит инжектор, выполненный в виде металлического бака-шприца 1, герметизируемого крышкой 2, со средством нагрева в виде изолированной спирали
0 3 переменной плотности, расположенной с наружной стороны металлического кожуха бака 1 по всей его высоте, клапаном пода,чи модельного состава (например, воска) с соплом 4. Бак 1 одновременно является сред5 ством запрессовки модельного состава в формы и установлен на подвижной платформе 5, связанной через датчик 6 положения инжектора 1 и реле 7 времени с приводом 8. В корпусе бака 1 инжектора выполнено от0 верстие 9 для ввода датчика 10 терморегулятора 11. Бак инжектора связан также через регулятор 12 давления с компрессором 13. На общем основании с платформой
5инжектора 1 на оси 14 установлен пово- 5 ротнЫй барабан-кассета 15 в виде цилиндрического корпуса с окнами-гнездами 16 для размещения эластичных форм 17, располагаемых каждая между двумя плоскопа- раллелными пластинами зажимного
0 устройства 18. Формы 17 обращены литниковыми входами наружу так, чтобы при возможном движении платформы 5 к барабану 15 литниковые входы форм 17 и сопло 4 клапана подачи модельного состава бака 1
5 оказались в одной плоскости и могли бы войти в контакт по цилиндрической поверхности (фиг. 2, позиция впрыска). Зажимные устройства 18 для эластичных форм 17 имеют средства регулирования взаимного положения плоскопараллельных пластин в виде
шарнирных двуплечих рычагов 19 и винтовых пар 20, подпружиненных и установленных на верхней части корпуса барабана 15, снабженного также электромагнитным штыревым фиксатором для точной остановки барабана, выполненным в виде катушки электромагнита 21 с сердечником 22, являющимся стопором для барабана 15, связанным с автономным двигателем 23. Барабчн 15 имеет закрепленный на его корпусе копир, выполненный в виде ролика 24 на неподвижной оси, имеющего возможность воздействия через двуплечий рычаг 19 и подпружиненную винтовую опору 20, а также шаровую винтовую опору 25 - на верхнюю пластину зажимного устройства 18.
Устройство работает следующим образом.
В бак 1 инжектора засыпают кусковый или заливают жидкий модельный состав. Включают в сеть инжектор 1 и компрессор 13. В пространство между раскрытыми пластинами зажимных устройств 11 помещают эластичные формы 17 ЛИТНИКСРЫМИ входами наружу и осуществляют винтовыми парами 20 регулирование усилия сжатия форм 17 плоскопараллельными пластинами зажимных устройств 18 через посредство двуплечих рычагов 19
Постоянный контроль и регулирование температуры и давления осуществляется контрольным комплексом, состоящим из датчика 10, терморегулятора 11 и регулятора 12 давления. Зажимные устройства 18 работают в автоматическом режиме : ролик 24 копира, расположенный на поворотном барабане-кассете 15, нажимая на двуплечий рычаг 19, а через него - на подпружиненную опору 20, образует во взаимодействии с этими конструктивными элементами подпружиненное копирное устройство, раскрывающее зажимные пластины и освобождающее эластичную форму для выемки ее из гнезда и извлечения восковой модели. Автоматически также осуществляется зажим формы при выходе рычага из-под ролика при вращении барабана 15
По достижении заданной температуры модельного состава пусковой кнопкой выводят стопор 22 электромагнитного штыревого фиксатора из зацепления с барабаном 15, включая тем самым привод 23 барабана 15. Включается привод 8 платформы 5, срабатывает датчик 6 положения, и платформа 5 с инжектором 1 движется навстречу барабану 15, который синхронное этим движением совершает угловое перемещение вплоть до остановки стопором 22 в заданном положении, а платформа 5 продолжает движение до момента контакта по цилиндрической поверхности (фиг. 2) литникового входа формы 17 (охватывающий элемент) и сопла 4 подающего клапана инжектора 1 (охватываемый элемент). Производится дозирован- 5 ный впрыск модельного состава в полость формы 17 (инжекция). Контакт указанных элементов устройства обеспечивается синхронизацией движения платформы 5 и барабана 15. Необходимое ожидание для
0 производства дозированного впрыска обеспечивается посредством реле 7 времени. По окончании впрыска датчик б положения инжектора 1 возвращает платформу 5 в исходное положение. Таким же образом
5 заполняются остальные пресс-формы, находящиеся в гнездах барабана-кассеты. Затем после ручных операций по извлечению форм и гнезд, а моделей - из форм весь рабочий цикл повторяется.
0 В результате предлагаемых конструкторских решений устройство работает в полуавтоматическим р е1ййм е р1и уг1рощенной в сравнении с известной конструкции. Вручную выполняются толькб заливка (засыпка)
5 модельного состава в бак инжектора, смена форм, извлечение моделей и наладка устройства при изменениях толщин форм и типов моделей Барабан-кассета может иметь от четырех и более гнезд для размещения
0 форм и зажимов. В представленном на чертежах примере KOHKpetHoro исполнения использован вариант восьмигнездного барабана. В соответствии с данной конструкцией устройство обеспечивает производительность
5 на уровне 600-700 запрессовок в 1 ч при потребляемой мощности 0,4 кВт. Известное устройство при мощности 0,4 кВт обеспечивает в среднем 100 запрессовок в 1 ч.
Таким образом, при повышенной энер0 гоемкости предлагаемое устройство обес- повышение производительности в раз Использование плоскопараллельных зажимов предлагаемой конструкции, повышая производительность, обеспечива5 еттакже надежную фиксацию форм и равномерное распределение давления (усилия сжатия) по плоскости разьема формы, что существенно улучшает качество моделей и снижает уровень их брака. Форма исполне0 ния и расположение узлов и элементов, обеспечивающих тепловой режим, также способствуют достижению цели изобретения и его преимущества в сравнении с изве- стным устройством. Так, выполнение
5 нагревателя в виде спирали переменной плотности поверх металлического кожуха бака-шприца инжектора по всей его высоте (с надежной изоляцией) обеспечивает оптимальный температурный градиент в рабочем объеме бака, что позволяет улучшить
консистенцию расплава модельного состава.
Ко нструкорские и схемные решения, реализованные в предлагаемом устройстве, обеспечивают также широкий диапазон ре- гуЖруемых температур, дают возможность использовать модельный состав в широком ассортименте рецептур, снизить требований к его качеству и техническим характериefffieaft.
Устройство просто в изготовлении и в эксплуатации. Оно не требует от оператора- моделыцика высокой квалификации. Йс- п ользуемые в конструкции регуляторы, переключатели, концевые выключатели, реле вт5ёменй и приводы предусмотрены в стандартном исполнении. Пуск i/i остановка устройства осуществляются нажатием кнопки или тумблера. Устройство малогабаритно, имеет небольшую массу, а стоимость его в Представленном восыиигнездном исполнении барабана-кассеты находится Ъ гфеде- лах 0,5 тыс. руб. (в ценах 1988-1989 гг.).
Предлагаемое устройство обеспечивает поТзышение производительности процесса изготовления указанных моделей и упрощение используемой конструкции известного устройства, а также ряд других преиму- ществ.
Формула изобретения
Устройство для изготовления выплавляемых моделей преимущественно в эластичных пресс-формах при изготовлении ювелирных изделий, содержащее емкость для загрузки, плавления и термостатирования модельного состава, средство для его запрессовки в эластичные пресс-формы, средство для размещения на фиксированной позиции с зажимным устройством пресс-форм, отличающееся тем, что, с целью повышения производительности
и упрощения конструкции, средство для размещения пресс-форм выполнено в виде поворотного барабана-кассеты, кинематически связанного с электромагнитным штыревым фиксатором для точной
остановки барабана, а зажимное устройство для пресс-форм выполнено в виде плоскопараллельных пластин, нижние из которых стационарно закреплены на поворотном барабане, а верхние размещены на
шаровых винтовых опорах, закрепленных на шарнирном двуплечем рычаге, у которого на втором плече размещена вторая винтовая опора для регулирования усилия сжатия пресс-форм при запрессовке, при
этом винтовая опора имеет возможность взаимодействия с закрепленным на торце барабана подпружиненным копиром, а емкость для загрузки со средством запрессовки выполнена в виде подвижного
бака-шприца, установленного на платформе с приводом возвратно-поступательного движения,
&
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОСКОВОЙ ИНЖЕКТОР | 2021 |
|
RU2771995C1 |
| ИНЖЕКТОР ДЛЯ НАГРЕВА И ПОДАЧИ МОДЕЛЬНОГО СОСТАВА В ЛИТЬЕВУЮ ФОРМУ | 1994 |
|
RU2069597C1 |
| Установка для запрессовки модельного состава под вакуумом | 1980 |
|
SU931273A1 |
| ИНЖЕКТОР ДЛЯ НАГРЕВА И ПОДАЧИ МОДЕЛЬНОГО СОСТАВА В ЛИТЬЕВУЮ ФОРМУ | 2000 |
|
RU2173601C1 |
| Устройство для запрессовки модельного состава | 1990 |
|
SU1720781A1 |
| Способ изготовления пустотелых ювелирных изделий | 1990 |
|
SU1813026A3 |
| Композиция для изготовления выплавляемых моделей | 1982 |
|
SU1196101A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ЮВЕЛИРНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2151023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ СО СЛОЖНЫМ ПОВЕРХНОСТНЫМ РЕЛЬЕФОМ | 1990 |
|
RU2007256C1 |
| Способ изготовления выплавляемых моделей | 1988 |
|
SU1523836A1 |

Использование: изготовление ювелирных изделий в эластичных пресс-формах. Сущность изобретения- устройство содержит емкость для загрузки, плавление и тер- мостатирование модельного состава. Эластичные пресс-формы размещены на поворотном барабане, кинематически Связанном с электромагнитным штыревым фиксатором, и закреплены на барабане зажимным устройством, выполненным в виде плоскопараллельных пластин, нижние из которых закреплены неподвижно, а верхние - на винтовых шаровых опорах двуплечего рычага. Винтовая опора позволяет регулировать усилие сжатий прёйс-формы при запрессовке, когда опора взаимодействует с закрепленным на торце барабана подпружиненным копиром. Емкость для загрузки выполнена в виде подвижного бака-шпри- ца, установленного нгГплатфЪрме с приводом возвратно-поступательного движения 4 ил.
Физ.З
-Ни
Фиг.4
| Гутов Л.А | |||
| Литье по выплавляемым моделям сплавов золота и серебра Л.: Машиностроение, 1974, с 27-28, рис 23 | |||
| Ференц В М | |||
| Комплект оборудования для литья по выплавляемым моделям ювелирных изделий | |||
| - Литейное производство, 1982, №7, с 30-31, рис 2 |
