) УСТАНОВКА ДЛЯ ЗАПРЕССОВКИ МОДЕЛЬНОГО СОСТА8А ПОД ВАКУУМОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1080914A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |
| Автомат для изготовления легкоплавких моделей | 1980 |
|
SU880608A1 |
| Установка для запрессовки модельной массы | 1979 |
|
SU772681A1 |
| Установка для запрессовки модельной массы | 1979 |
|
SU872005A1 |
| Установка для изготовления крупногабаритных выплавляемых моделей | 1977 |
|
SU743773A1 |
| Установка для изготовления моделей | 1978 |
|
SU710749A1 |
| Устройство для изготовления выплавляемых моделей | 1989 |
|
SU1754320A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1173621A1 |
| Запорное устройство для пресс-форм,используемых при изготовлении выплавляемых моделей | 1983 |
|
SU1144759A1 |
I
I Изобретение относится к точному литью сложнопрофильных деталей, ювелирных изделий и предназиамено для / изготовления разовых моделей из полимерных материалов. Оно может быть использовано в отраслях народного хозяйства, изготавливающих отливки по выплавляемым моделям и изделия из пластмасс.
Наиболее близкой к предлагаемой по технической сущности является установка, содержащая станину, шприц-бачок, вакуумную камеру, для изоляции пресс-формы от атмосферного в момент запрессовки модельного состава, подвижный стол, расположенный внутри вакуумной камеры, на которой устанавливается пресс-форма, примем вакуумная камера и подвижный стол имеют отдельные пневмоприводы, жестко связанные с нимиСП
В процессе работы на подвижный стол устанавливают пресс-форму, далее с помсяцью пневмопривода поднимают стол и прижимают пресс-форму к верхней плите установки для запрессовки модельного состава так, чтобы совместились запрессовочные каналы, надвигают с помощью отдельного пневмопривода вакуумную камеру и плотно прижимают ее к той же плите, обеспечивая герметичность. Из вакуумной камеры откачивают воздух и после
10 создания вакуума подают модельный состав в полость пресс-формы.
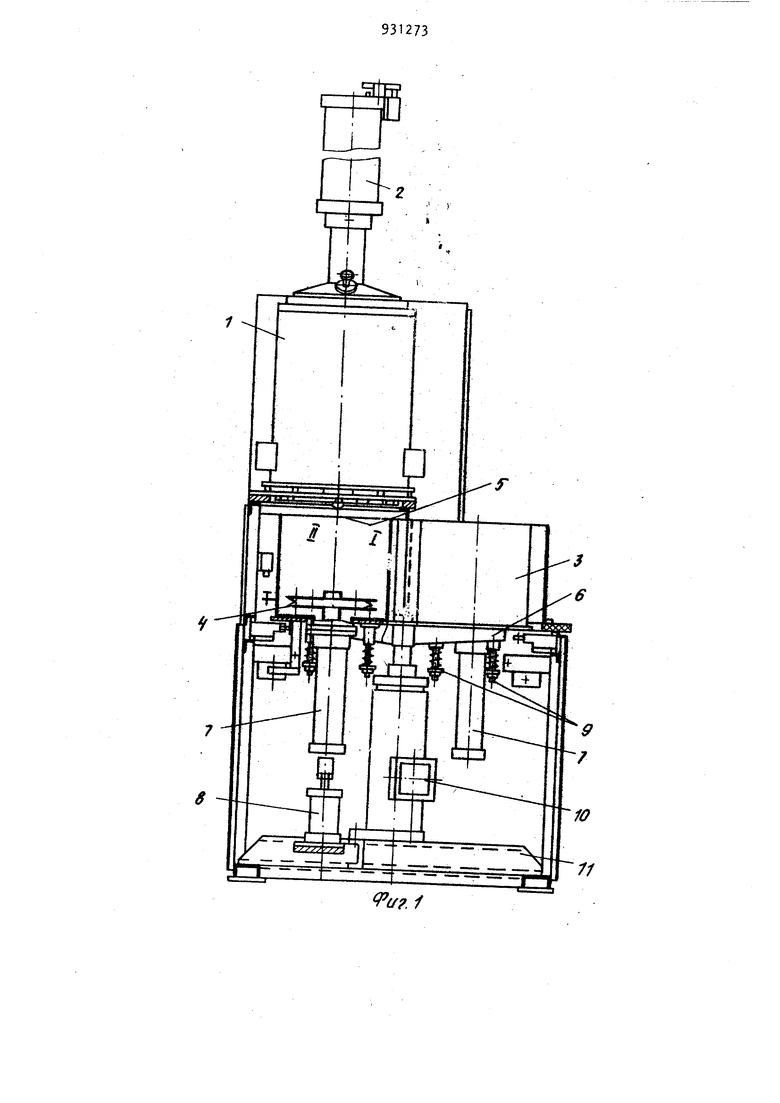
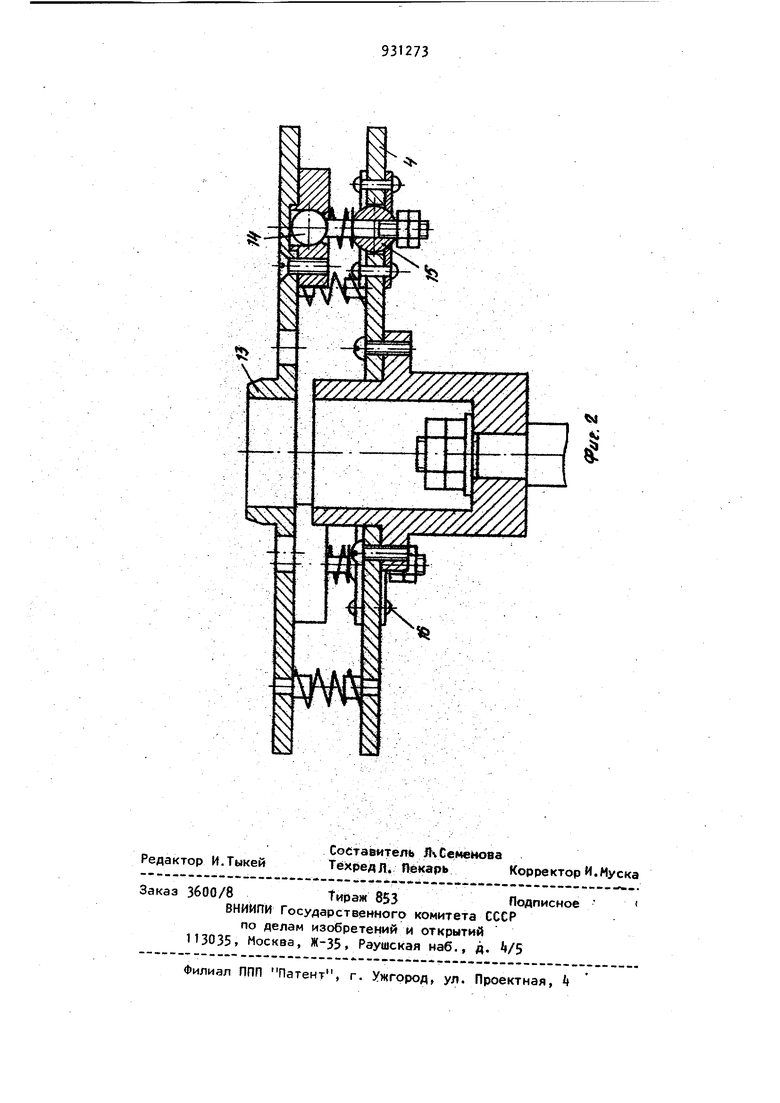
Недостатками данной установки являются низкая производительность тру15да и жесткое крепление вакуумной камеры относительно станины; применение ручного труда при корректировке положения пресс-формы в момент подъема стола-, ненадежность центров30ки запрессовочного канала пресс-формы относительно оси запрессовочного канала шприца, что приводит к выбросу модельного состава в вакуумную 39 камеру во время его поступления в пресс-форму. Цель изобретения - повышение про изводительности и эффективности работы установки путем обеспечения на дежной центровки запрессовочных каналов пресс-формы и шприца. Эта цель достигается тем, что установка, содержащая станину с установленными на ней шприц-бамком и вакуумной камерой, подвижный стол для установки пресс-форм, расположенный внутри вакуумной камеры и пневмоприводы для подвижного стола и вакуумной камеры, снабжена поворо ным столом и дополнительной вакуумной камерой, установленной на поворотном столе диаметрально по отноше нию к первой камере и с возможность свободного перемещения относительно поворотного стола, а подвижный стол снабжен узлом центровки пресс-форм, выполненным в виде платформы с цент ральным выступом для установки прес форм и соединенной с подвижным столом шпильками ограничителями с шаро выми опорами, направляющими сферами и возвратными пружинами, причем пневмопривод подъема вакуумной каме ры расположен соосно и с зазором под пневмоприводом подъема и опуска ния подвижного стола. На фиг. 1 приведено устройство, общий вид; на фиг. 2 - узел центров ки пресс-форм. Устройство содержит шприц-бачок 1 для модельной массы и порционной запрессовки в пресс-формы, пневмопривод 2 запрессовочного поршня, две диаметрально расположенные, свободно сидящие и подпружиненные камеры 3 подвижный стол 4, шприц 5 поворотный стол 6, пневмопривод 7 подъема подвижного стола, пневмопри вод 8 подъема вакуумных камер, возвратные пружины 9 для опускания вакуумных камер, механизм поворота 10 стола 6. Крепление и монтаж всех деталей и узлов осуществляется на станине 11 сварной конструкции. Узел центровки пресс-форм, предназначенный для компенсации несоосн ти запрессовочных каналов прессформы и шприца, состоит из следующи основных деталей: платформы 12 с центральным выступом 13, шпилькиограничителя с шаровой опорой 1, направляющей сферы 15, собственно подвижного стола k и пружин 16. 4 Устройство для изготовления под вакуумом выплавляемых моделей работает следующим образом. На позиции 1 подвижный стол поднят до верхней кромки вакуумной камеры 3 В этот момент манипулятор или рабочий оператор устанавливает пресс-форму для выплавляемой модели на платформу 12 с центральным выступом 13 так, чтобы выступ был утоплен в контрольном отверстии, расположенном в нижней части пресс-формы с соосным с запрессовочным каналом прессформы. Подвижный стол с пресс-формой опускают в нижнее положение на дно вакуумной камеры. При помощи механизма поворота Ю стола 6 вакуумную камеру 3 с пресс-формой перемещают на станине 11 и затем подводят под шприц-бачок 1 пневмоприводом 8 подъема вакуумной камеры. Это происходит за счет выдвижения штока из пневмопривода 8 и упора его в пневмопривод 7 подъема подвижного стола. После удаления воздуха из вакуумной камеры 3 подвижный стол с пресс-формой поднимается вверх пневмоприводом 7 и поджимает литниковую воронку пресс-формы к шприцу 5. При соприкосновении конусного отверстия литниковой воронки с конусом шприца происходит совмещение запрессовочных каналов. Так как платформа 12 имеет возможность перемещаться в горизонтальной и вертикальной плоскостях за счет шпильки ограничителя с шаровой опорой 1 и направляющей сферы 15Движение конусных поверхностей литниковой воронки и шприца, свободное перемещение платформы подвижного стола дают возможность точно совместить запрессовочные каналы. После окончания запрессовки внутреннюю полость вакуумной камеры 3 соединяют с атмосферой. Подвижный стол с пресс-формой опускают в нижнее положение. Вакуумную камеру при помощи возвратных пружин 10 опускают на поворотный стол 6. Происходит смена позиций вакуумной камеры 3 с запрессованной прессформой . Технико-экономическая эффективность устройства заключается в следующем . Изобретение позволит повысить производительность труда на 50-70 по сравнению с известной установкой. Это достигается за счет расположения двух вакуумных камер на поворотном столе, что дает возможность параллельно выполнять вспомогательные и основные переходы в процессе изго.товления моделей. Кроме того, применение узла центровки пресс-форм с одной стороны ликвидирует ручной труд, а с другой - Бремя на достижение соосности запрессовочных каналов Также имеет значение точное совме щение запрессовочных каналов прессформы и шприца, благодаря чему исклю чается случайный выброс модельной массы в вакуумную камеру и устраняются простой оборудования. Формула изобретения Установка для запрессовки модельного состава под вакуумом, содержащая станину с установленными на ней шприц-бачком и вакуумной камерой, подвижный стол для установки прессформ, расположенный внутри вакуумной .камеры и пневмоприводы для подвижного стола и вакуумной камеры, отличающаяся тем, что, с целью повышения производительности и эффективности работы установки, она снабжена поворотным столом и дополнительной вакуумной камерой, установленной на поворотном столе диаметрально по отношению к первой камере и с возможностью свободного перемещения относительно поворотного стола, а подвижный стол снабжен узлом центровки прессформ, выполненным в виде платформы с центральным выступом для установки пресс-форм и соединенной с подвижным столом шпильками ограничителями с шаровыми опорами, направляющими сферами и возвратными пружинами, причем пневмопривод подъема вакуумной камеры расположен соосно и с зазором под пневмоприводом подъема и опускания подвижного стола, Источники информации, принятые во внимание при экспертизе 1. Инженерная монография под ред. Шкленника Я.И. и Озерова В.А. Литье по выплавляемым моделям. М., 1971, с. 171.
в н
а.
