Изобретение относится к металлообрабатывающей промышленности.
Известны проходные и упорно-проходные резцы с пластинками твердого сплава. имеющие двойную заточку заднего угла резания.
Однако такие резцы имеют недостаточную стойкость. Это объясняется тем, что при положительном заднем угле резания пластина твердого сплава испытывает усилие резания, приходящееся в основном на вершину угла заострения. Поэтому, чем больше задний угол резания, тем меньше будет угол заострения, а следовательно, тем слабее будет вершина пластинки твердого сплава, которая будет быстрее срабатываться, чем та пластина, у которой угол заострения будет значительно большим. Поэтому в практике металлообрабатывающей промышленности установлены критерии оптимальной величины заточки резцов по заданному заднему положительному углу в пределах 5-7°.
В предлагаемых проходных и упорно- проходных резцах для повышения их стойкости в 2,5 раза задний угол на пластинке твердого сплава выполнен с отрицательным
углом заточки в пределах 5- 6°, что позволяет увеличить угол заострения на 10-12°. Увеличение угла заострения способствует меньшему износу режущей передней грани резца.
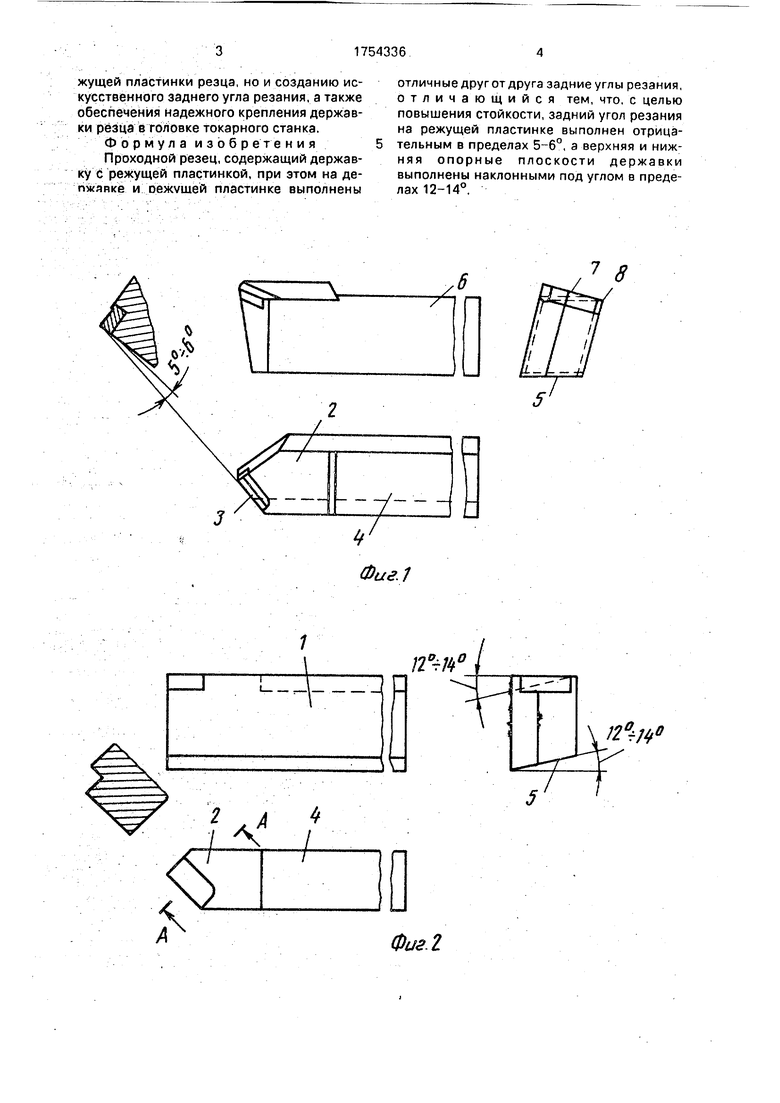
На фиг.1 изображен проходной резец в трех проекциях; .2 - державка проходного резца; на фиг.З- упорно-проходной резец, разрез А-А на фиг.2; на фиг,4 - державка упорно-проходного резца.
Резец состоит из державки 1, состоящей из головки 2 резца с наплавленной пластинкой 3 твердого сплава и хвостовой части 4, предназначенной дл я крепления на токарном станке в резцовой головке. Опорные плоскости хвостовой части державки - нижняя 5 и верхняя б выполнены наклонными под углом 12-14° относительно горизонтальной плоскости 7 головки резца и ее передней грани 8 режущей пластины.
Применение наклонных опорных поверхностей резца под углом 12-14° относительно горизонтальной плоскости передней грани способствует не только увеличению угла заострения между обрабатываемой поверхностью металла и передней гранью ресл
с
XI
сл
Jib
00
со о
жущей пластинки резца, но и созданию искусственного заднего угла резания, а также обеспечения надежного крепления державки резца в головке токарного станка. Формула изобретения Проходной резец, содержащий державку с режущей пластинкой, при этом на де- пжявке и оежушей пластинке выполнены
отличные друг от друга задние углы резания, отличающийся тем, что, с целью повышения стойкости, задний угол резания на режущей пластинке выполнен отрицательным в пределах 5-6°, а верхняя и нижняя опорные плоскости державки выполнены наклонными под углом в пределах 12-14°.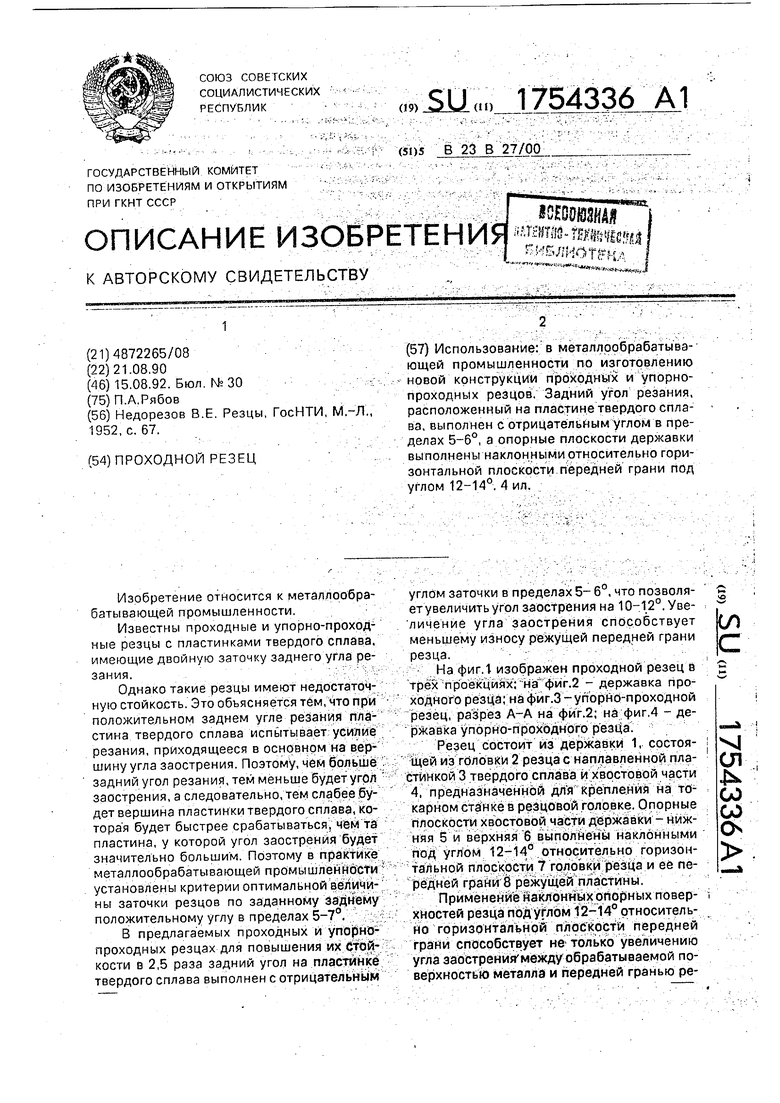
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1997 |
|
RU2126086C1 |
| ГОРНОРЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2307932C1 |
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН (ВАРИАНТЫ) | 1998 |
|
RU2135768C1 |
| Державка для тангенциального резца | 1935 |
|
SU52003A1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Проходной токарный твердосплавный резец | 1959 |
|
SU127544A1 |
| Токарный резец | 1987 |
|
SU1808475A1 |

Использование: в металлообрабатывающей промышленности по изготовлению новой конструкции проходных и упорно- проходных резцов. Задний угол резания, расположенный на пластине твердого сплава, выполнен с отрицательным углом в пределах 5-6°, а опорные плоскости державки выполнены наклонными относительно горизонтальной плоскости передней грани под углом 12-14°. 4 ил.
/
JL...., Ч,
S
5ч
/
Фиг.1
о-и.О
п°+к
12°гН°
Фаг.2
| Недорезов В.Е | |||
| Резцы, ГосНТИ, М.-Л., 1952, с | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
