Описываемый твердос-плавный резец отличается тем, что по сравнению с резцами известной конструкции позволяет повысить производительность труда при обработке материалов, имеющих переменную по глубине твердость например литых чугунных деталей.
Конструктивная особенность резца заключается в том, что он имеет переменные передний угол и угол наклона режущей кромки, получаемые при сечении цилиндрической поверхности режущей пластины двумя цилиндрическими поверхностями, оси которых расположены под углами ф и ф1, и образуют задние грани резца. Линия пересечения задних граней резца смещена относительно вертикальной плоскости его симметрии в сторону вспомогательной режущей кромки.
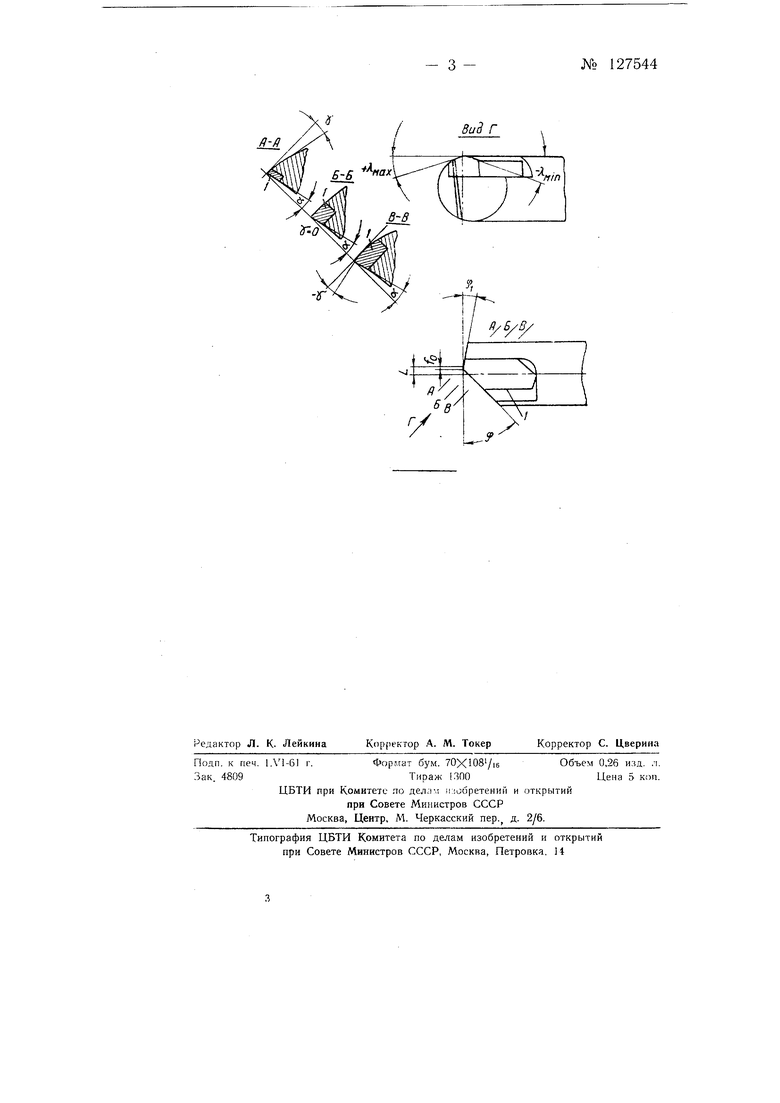
На чертеже изображена схема проходного токарного твердосплавного резца.
Резец имеет цилиндрическую форму. Угол среза режущей пластины / твердого сплава равен нулю, а сама пластина больщим размером проходит вдоль оси стержня резца, что увеличивает число возможных переточек. Стержень резца может быть квадратного, прямоугольного или круглого сечения, однако в последнем случае на стержне фрезеруется лыска, служащая опорной плоскостью. Пластина 1 расположена симметрично относительно вертикальной плоскости симметрии, а верщина резца смещена, что позволяет получить минимальную длину вспомогательной режущей кромки и удлинить главную режущую кромку. Это дает возможность, применяя сравнительно узкие пластины, осуществлять обработку со значительными глубинами резания и экономить твердый сплав.
В связи с тем, что резец предназначен для обработки чугуна, заточка его предусмотрена преимущественно по задним поверхностям, поэтому передня я грань доводится только один раз на весь период
№ 127544- 2 -
эксплуатации. Задние поверхности при заточке получают вогнутую форму по радиусу заточного круга (7 150-200 мм), что облегчает предыдущую доводку. Оформление передней поверхности по цилиндру и смещение верщины резца относительно вертикальной плоскости симметрии обеспечивают получение переменного переднего угла, уменьщающегося по мере удаления точек режущей кромки от вершипы резца.
При такой конструктивной особенности одновременно создается переменный угол А, наклона режущей кромки, увеличивающийся по мере приближения участков режущей кромки к верщине резца. Таким образом, в конструкции резца угол обеспечивает упрочнение вершины резца и легкое, с малой пластической деформацией обрабатываемого материала резание в зоне верщины, благодаря положительному переднему углу. Размер главного переднего угла у вершины зависиг от величины смещения L вершины относительно оси симметрии резца и главного угла ® в плане, поэтому необходимую геометрическую форму получают заточкой только задних граней. Придавая оптимальное значение переднему углу у вершины (положительное при обработке чугунов), получают меньщую величину его (до необходимых отрицательных значений) на участке режущей кромки, работающей в зоне отбеленной корки.
Таким образом, резец позволяет рационально приспосабливать геометрическую форму различных участков режущей кромки к условиям их работы при снятии слоя металла, механические характеристики которого резко меняются по сечению.
При положительном угле наклона режущей кро.мки на участке с положительным значением переднего угла вершина резца становится более прочной, что в сочетании с выпуклой формой режущей кромки делает резец весьма устойчивым против динамических нагрузок, так как первоначальный контакт режущей кромки с обрабатываемым изделием, в случае прерывистого резания, проиеходит в точке, которая к тому же удалена от вершины резца. ,:
Геометрические параметры предлагаемого резца следующие: ф 45°; ф, 15°; L 3 мм; /о 1 мм.
Предмет изобретения
Твердосплавный резец, отличающийся тем, что, с целью повышения производительности труда при обработке материалов, имеющих убывающую по глубине. твердость, например литых чугунных деталей, он имеет переменные передний угол и угол наклона режущей кромки, получаемые при сечении цилиндрической поверхности, режущей пластины двумя цилиндрическими поверхностями, оси которых расположены под углами ф и ф1 и образуют задние грани резца, линия которых смещена относительно вертикальной плоскости симметрии резца в сторону вспомогательной режущей кромки.
а-д
ВиЗ Г
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 1999 |
|
RU2179094C2 |
| Буровой резец, корпус бурового резца и твердосплавная пластина бурового резца | 2022 |
|
RU2809269C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Резец | 1983 |
|
SU1155368A1 |
| БУРОВОЙ РЕЗЕЦ | 1973 |
|
SU381753A1 |
| Проходной резец | 1990 |
|
SU1754336A1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| Резец для измельчения древесины в технологическую щепу | 1982 |
|
SU1139626A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |