ЗьЗА
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО | 2010 |
|
RU2457927C2 |
| РЕЖУЩАЯ ПЛАСТИНА И СВЕРЛО ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2796918C1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| СВЕРЛО | 2011 |
|
RU2476294C2 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| Сборное комбинированное сверло | 1990 |
|
SU1808509A1 |
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ НОЖЕЙ СЛОЖНОГО ПРОФИЛЯ СБОРНЫХ ФАСОННЫХ ФРЕЗ ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 1998 |
|
RU2140346C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2801064C1 |
Использование: в металлообработке при получении отверстий и дугообразных пазов в деталях из труднообрабатываемых материалов в условиях прерывистого резания. Сущность изобретения: в корпусе сверла размещены режущие блоки, каждый из которых содержит опорную 3. режущую 4 пластины и прижим 5. Режущие пластины 4 расположены на боковых поверхностях 11 и 12 У-образного кольцевого паза 13. Опорная пластина 3 и прижим 5 установлены в сквозных пазах корпуса, между которыми выполнена перемычка с опорными поверхностями, предназначенными для установки режущих пластин 4. 4 ил.
13
Фиг. 2
Изобретение относится к металлобра- ботке и может быть использовано при получении отверстий и дугообразных пазов в деталях из труднообрабатываемых материалов в условиях прерывистого резания.
Известно кольцевое сверло, в пазах корпуса которого на подпружиненных штифтах установлены режущие пластины, контактирующие в процессе резания с фиксаторами, жестко закрепленными в пазах корпуса.
Недостаток известного сверла заключается в его ограниченной применяемости, так как его конструктивное исполнение не позволяет обрабатывать детали в условиях прерывистого резания из-за нежесткого закрепления режущих пластин, которые в процессе ,обработки при снятии нагрузки отходят под действием пружин от базовых поверхностей фиксатора, что приводит х резкому увеличению подачи на зуб и в свою очередь к выкрашиванию режущих кромок, т.е. к низкой стойкости сверла.
Известно кольцевое сверло, содержащее корпус с режущими блоками, включающими опорную, режущую пластины и прижим, установленные в гнездах корпуса, имеющих посадочные и опорные поверхности для установки элементов режущих блоков.
Недостатком известного сверла является его стойкость, обусловленная нежестким креплением режущих пластин в гнезде корпуса, так как зазоры между пазом и пластиной, отверстием в ней и штифтом не позволяют обеспечить стабильное положение режущих кромок относительно обраба- тываемой поверхности в условиях прерывистого резания на криволинейных поверхностях, а подпружиненный фиксатор не обеспечивает жесткого базирования режущей пластины°в гнезде корпуса. Все это приводит к очень частой поломке режущих пластин, что снижает стойкость кольцевого сверла. Еще одним недостатком известного кольцевого сверла является то, что оно не имеет полости для размещения стружки из- за того, что штифты для установки пластины расположены у самого торца корпуса и их конструктивное положение не позволяет выполнить стружечные полости с достаточным объемом, а это приводит к пакетированию стружки в зоне режущих кромок и к их разрушению.
Цель изобретения - повышение стойкости кольцевых сверл.
Поставленная цель достигается тем, что в кольцевом сверле, содержащем корпус с режущими блоками, включающими опорную, режущую пластины и прижим, установленные в гнездах корпуса, имеющих посадочные и опорные поверхности для установки элементов режущих блоков, гнездо корпуса образовано двумя сквозными пазами и перемычкой между ними, при этом перемычки снабжены опорными поверхностями под режущие пластины, расположенными на боковых поверхностях V-образного кольцевого паза, а толщина перемычки выполнена меньшей тол0 щины режущей пластины,
Гнездо корпуса образовано двумя сквозными пазами и перемычкой между ними, толщина которой выполнена меньшей толщины режущей пластины, при этом перемычки снабжены опорными поверхностями
5 под режущие пластины, расположенными на боковых поверхностях V-образного кольцевого паза. Все элементы кольцевого сверла простой формы, технологически легко выполнимы известными способами, стан0 дартным режущим инструментом.
Предлагаемое конструктивное исполнение кольцевого сверла и его элементов позволяет резко повысить стойкость и работоспособность его, так как жесткой за5 крепление сменных режущих пластин с базировкой их на поверхности, полученные обработкой за одну установку для всех гнезд, обеспечивает минимальное торцовое биение режущих кромок и позволяет устойчи0 во обрабатывать детали в условиях прерывистого резания, избежать при этом скалывания и выкрашивания режущих кромок, а компактность гнезд позволяет увеличить количество режущих блоков, что в свою
5 очередь позволяетувеличить минутную подачу, а следовательно, и производительность обработки,
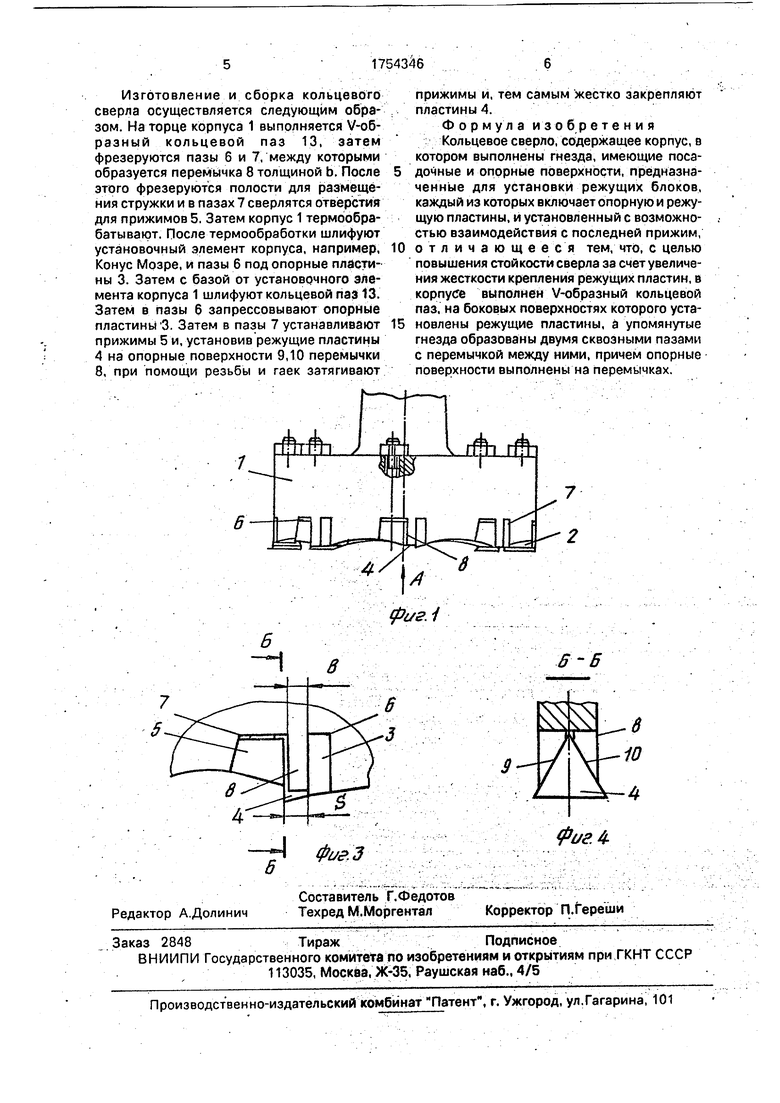
На фиг,1 изображено сверло, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З 0 зона режущего блока в увеличенном масштабе; на фиг,4 - сечение Б-Б на фиг.З,
Кольцевое сверло содержит корпус 1 с режущими блоками 2, включающими опорную 3, режущую 4 пластины и прижим 5.
5 Опорная пластина 3 установлена в сквозном пазу 6, а прижим 5 - в сквозном пазу 7. Между пазами 6 и 7 выполнена перемычка 8 сонорными поверхностями 9,10 под режущие пластины 4, расположенные на боко0 вых поверхностях 11,12 V- образного паза кольцевого паза 13, а толщина b перемычки 8 выполнена меньшей толщины S режущей пластины 4, что обеспечивает базировку режущих пластин не по режущим кромкам, а
5 по шлифованным задним поверхностям и делает возможным после износа одной режущей кромки переустановить режущую пластину для работы другой режущей кромкой без потери точности базирования
Изготовление и сборка кольцевого сверла осуществляется следующим образом. На торце корпуса 1 выполняется V-об- разный кольцевой паз 13, затем фрезеруются пазы 6 и 7, между которыми образуется перемычка 8 толщиной Ь. После этого фрезеруются полости для размещения стружки и в пазах 7 сверлятся отверстия для прижимов 5. Затем корпус 1 термообра- батывают. После термообработки шлифуют установочный элемент корпуса, например, Конус Мозре, и пазы 6 под опорные пластины 3. Затем с базой от установочного элемента корпуса 1 шлифуют кольцевой паз 13. Затем в пазы б запрессовывают опорные пластины 3. Затем в пазы 7 устанавливают прижимы 5 и, установив режущие пластины 4 на опорные поверхности 9,1.0 перемычки 8, при помощи резьбы и гаек затягивают
Составитель Г.Федотов Редактор А.ДолиничТехред М.МоргенталКорректор П.Гереши
Заказ 2848ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
0
прижимы и, тем самым жестко закрепляют пластины 4.
Формула изобретения Кольцевое сверло, содержащее корпус, в котором выполнены гнезда, имеющие посадочные и опорные поверхности, предназначенные для установки режущих блоков, каждый из которых включает опорную и режущую пластины, и установленный с возможностью взаимодействия с последней прижим, отличающееся тем, что, с целью повышения стойкости сверла за счет увеличения жесткости крепления режущих пластин, в корпусе выполнен V-образный кольцевой паз. на боковых поверхностях которого установлены режущие пластины, а упомянутые гнезда образованы двумя сквозными пазами с перемычкой между ними, причем опорные поверхности выполнены на перемычках.
| Кольцевое сверло | 1982 |
|
SU1148720A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
