Изобретение относится к машиностроению, в частности к обработке деталей протягиванием, и может быть использовано для обработки внутренних цилиндрических поверхностей и устране- ния дефекта предыдущей обработки, например седлообразности.
Известен инструмент для раздачи труб, у которого сокращение расходов на изготовление инструмента и повышение качест- ва изделий достигается за счет того, что пуансон выполнен в виде цельного кольца из металла с высокими упругими свойствами,
Наиболее близким к предлагаемому яв- ляется калибрирующий инструмент для обработки внутренних цилиндрических поверхностей пластическим деформированием, содержащий шток, кольцевой деформирующий элемент и механизм настройки на размер в виде оправки с опорной конической поверхностью, установленной на штоке.
Однако такая конструкция инструмента допускает самоподнастройку инструмента и устранение дефектов поверхности в весьма узком диапазоне по причине высокой жесткости кольцевого деформирующего элемента.
Цель изобретения - повышение точно- сти обработки путем исправления дефекта предыдущей обработки отверстия, например седлообразности и конусности, одновременно с (Обработкой отверстия пластическим деформированием.
Поставленная цель достигается устройством, представляющим собой деформирующую протяжку, содержащую оправку с установленными на ней составными деформирующими элементами, закрепленными втулками, причем элементы, составляющие зуб, размещены на упругой оправке, выполненной в виде конической цанги, расположенной меньшим диаметром по ходу протяжки.
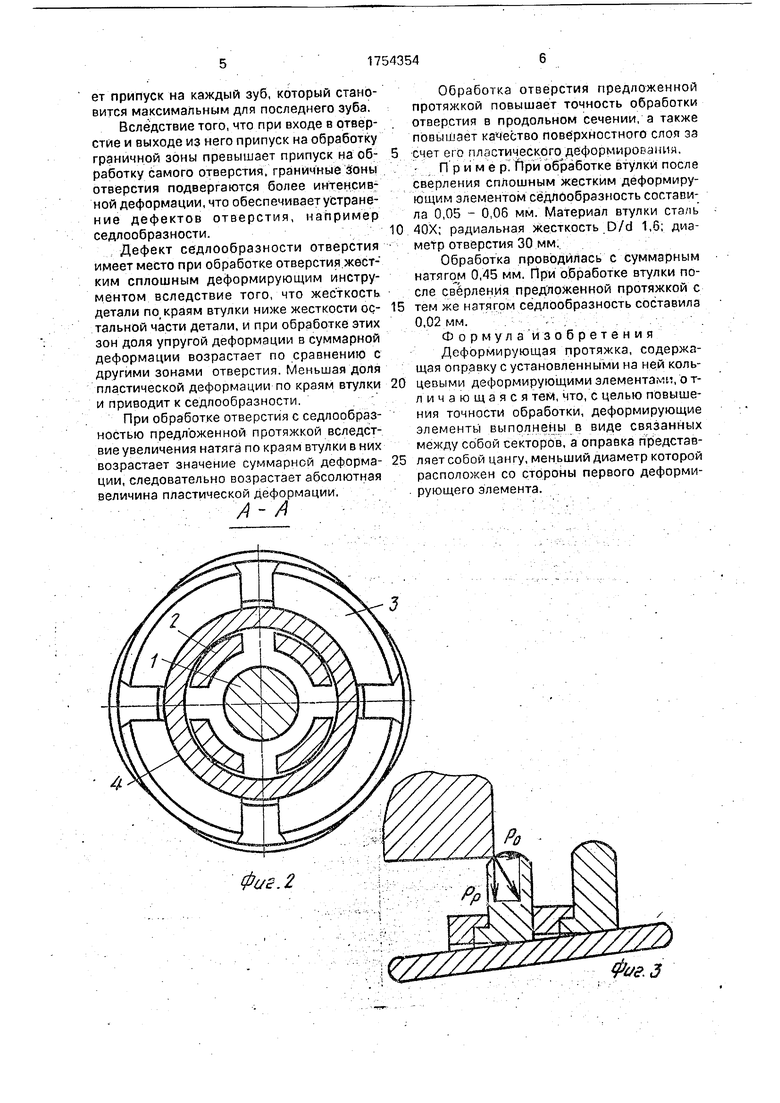
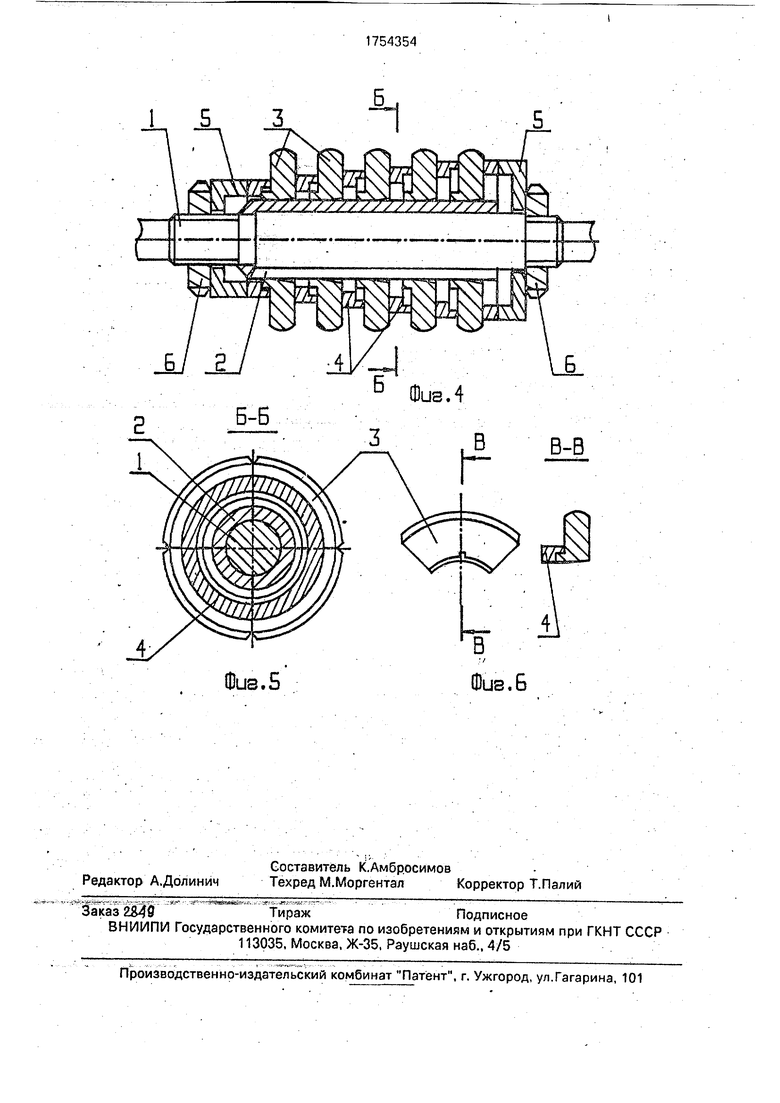
На фиг.1 представлен инструмент перед обработкой, общий вид; на фиг.2 - разрез А-А на фиг.1, инструмент перед обработкой; на фиг.З - схема взаимодействия кромки отверстия и первого зуба мнет- румента в момент начала обработки; на фиг.4 - инструмент в процессе обработки, общий вид; на фиг.5 - разрез Б-Б на фиг. 4, инструмент в процессе обработки; на фиг.6 - элемент разрезного деформирую- щего зуба.
Протяжка содержит шток 1 (фиг.1 и 2), на котором размещается упругая оправка 2, выполненная в виде конической цанги, расположенная меньшим диаметром по ходу
протяжки и торцовой внутренней поверхностью упирающаяся в бортик на штоке, ограничивающий ее перемещение в осевом направлении,
На оправке размещаются деформирующие зубья 3, выполненные составными. Перемещение элементов деформирующих зубьев в радиальном и тангенциальном направлении ограничивается втулками 4, в пазы которых входят выступы на деформирующих элементах. Осевое расположение блока деформирующих зубьев и ограничивающих втулок регулируется крышками 5, закрепленными гайками 6.
Перед обработкой цанга максимально разжата. Деформирующие зубья удалены от штока на расстояние, ограничиваемое втулками 4. Элементы зубьев размещены на протяжке в шахматном порядке для уменьшения влияния на качество обрабатываемой поверхности пазов между элементами зубьев, образующихся, когда протяжка находится в промежуточном или свободном состоянии. Разность наружных диаметров первого и последнего зубьев равна припуску на обработку отверстия.
Когда протяжка находится внутри отверстия, цанга максимально сжата и внутренней поверхностью лепестков прилегает к поверхности штока, что повышает ее жесткость при обработке (фиг.4, 5). В поперечном разрезе она представляет собой сплошное кольцо. Составные деформирующие зубья в этом состоянии эквивалентны сплошным жестким деформирующим элементам.
Протяжка работает следующим образом,
При заходе протяжки в отверстие кромка обрабатываемого отверстия действует на первый зуб протяжки с силой Р (фиг 3), радиальная составляющая которой Рр приводит к перемещению зуба 3 в направлении к оси протяжки и, следовательно, к сжатию цанги 2. Граничная зона отверстия при этом деформируется, затем она вступает во взаимодействие со вторым зубом 3, и т.д.
Вход в отверстие каждого последующего зуба в еще большей степени сжимает цангу 2 и одновременно пластически деформирует граничную зону отверстия. Когда все деформирующие зубья 3 введены в отверстие, цанга 2 максимально сжата, протяжка работает как инструмент, оснащенный сплошными жесткими деформирующими элементами. При выходе протяжки из отверстия, начиная с выхода первого зуба, уменьшается действие сил, сжимающих протяжку. Цанга 2, разжимаясь, увеличивает припуск на каждый зуб, который становится максимальным для последнего зуба.
Вследствие того, что при входе в отверстие и выходе из него припуск на обработку граничной зоны превышает припуск на обработку самого отверстия, граничные Зоны отверстия подвергаются более интенсивной деформации, что обеспечивает устранение дефектов отверстия, например седлообразности.
Дефект сбдлообразности отверстия имеет место при обработке отверстия жестким сплошным деформирующим инструментом вследствие того, что жесткость детали по краям втулки ниже жесткости остальной части детали, и при обработке этих зон доля упругой деформации в суммарной деформации возрастает по сравнению с другими зонами отверстия. Меньшая доля пластической деформации по краям втулки и приводит к седлообразности.
При обработке отверстия с седлообраз- ностью предложенной протяжкой вследствие увеличения натяга по краям втулки в них возрастает значение суммарной деформации, следовательно возрастает абсолютная величина пластической деформации,
А- А
Обработка отверстия предложенной протяжкой повышает точность обработки отверстия в продольном сечении, а также повышает качество поверхностного слоя за
счет его пл тического деформирования.
Пример. При обработке втулки после сверления сплошным жестким деформирующим элементом седлообразность составила 0,05 - 0,06 мм. Материал втулки сталь
40Х; радиальная жесткость D/d 1,6, диаметр отверстия 30 мм.
Обработка проводилась с суммарным натягом 0,45 мм. При обработке втулки после сверления предложенной протяжкой с
тем же натягом седлообразность составила 0,02 мм.
Формула изобретения Деформирующая протяжка, содержащая оправку с установленными на ней кольцевыми деформирующими элементами, отличающаяся тем, что, с целью повышения точности обработки, деформирующие элементы выполнены в виде связанных между собой секторов, а оправка представляет собой цангу, меньший диаметр которой расположен со стороны первого деформирующего элемента.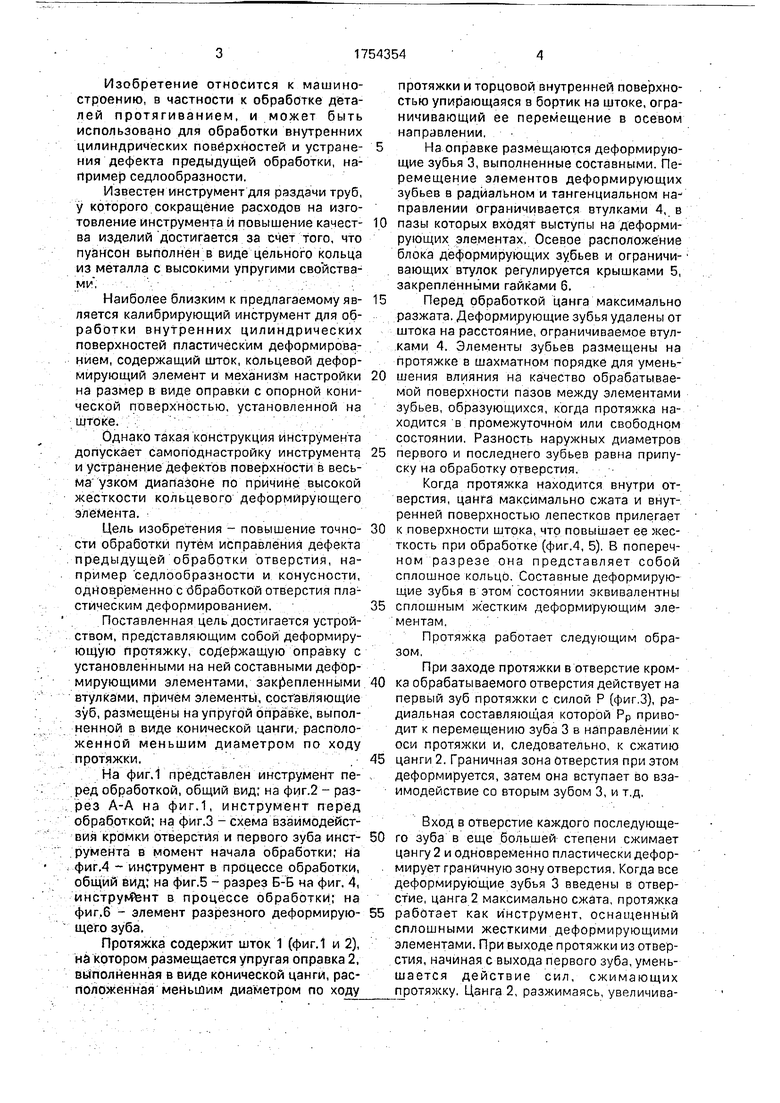
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ деформирующе-режущей обработки и деформирующе-режущая протяжка для его осуществления | 1987 |
|
SU1488183A1 |
| Способ поверхностной обработки отверстий пластическим деформированием | 1990 |
|
SU1745532A1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| Способ деформирующего протягивания | 1989 |
|
SU1785848A1 |
| Способ протягивания отверстий во втулках и устройство для его осуществления | 1990 |
|
SU1710313A1 |
| Протяжка | 1991 |
|
SU1804972A1 |
| Деформирующе-режущая протяжка | 1988 |
|
SU1634398A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОДНОВРЕМЕННОЙ РАСТОЧКИ И РАСКАТКИ ОТВЕРСТИЙ | 1993 |
|
RU2074085C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
Использование: для обработки внутренних цилиндрических поверхностей и устранения дефекта предыдущей обработки, например седлообразности. Сущность изобретения: при заходе протяжки в отверстие кромка обрабатываемого отверстия действует на первый зуб 3 протяжки с силой, радиальная составляющая которой приводит к перемещению зуба 3 в направлении к оси протяжки и к сжатию цанги 2. Граничная зона отверстия при этом деформируется, затем она вступает во взаимодействие со вторым зубом 3 и т.д. Вход в отверстие каждого последующего зуба 3 в еще большей степени сжимает цангу 2 и одновременно пластически деформирует граничную зону отверстия. Когда все деформирующие зубья 3 введены в отверстие, цанга 2 максимально сжата, протяжка работает как инструмент, оснащенный сплошными жесткими деформирующими элементами. При выходе протяжки из отверстия, начиная с выхода первого зуба, уменьшается действие сил, сжимающих протяжку. Цанга 2, разжимаясь, увеличивает припуск на каждый зуб, который становится максимальным для последнего зуба.6 ил. ел С а 4 OJ СП 4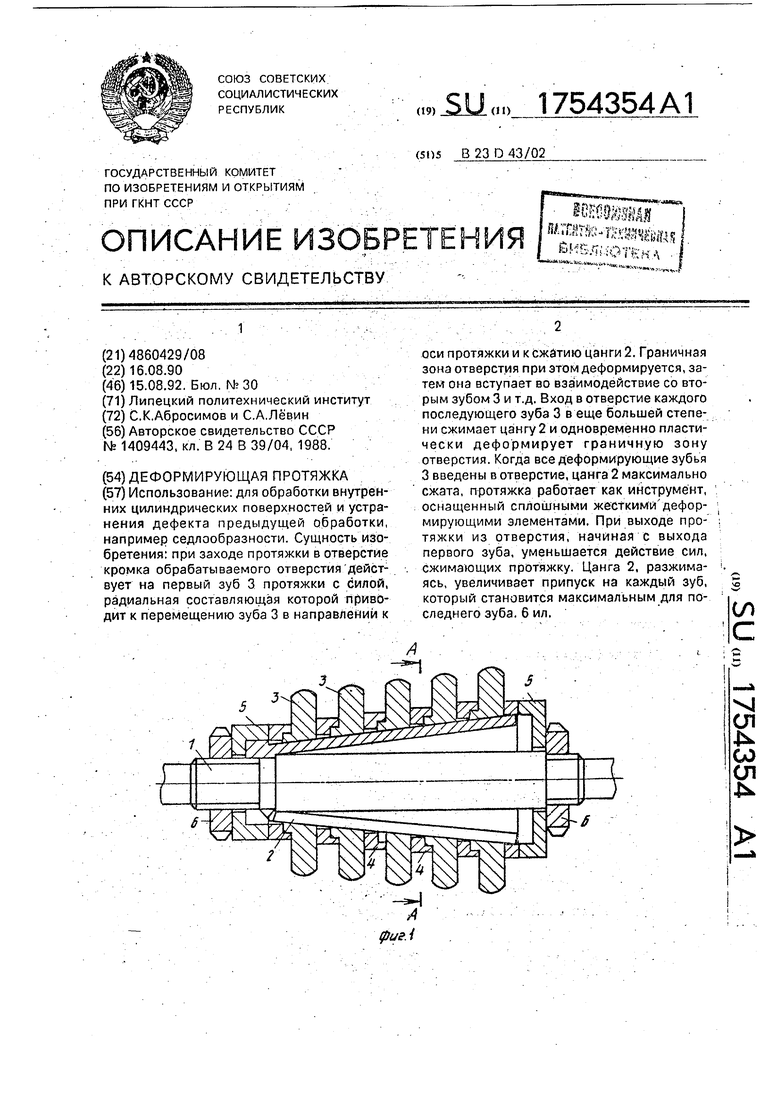
4
Фие.З
Физ.5
| Калибрующий инструмент для обработки внутренних цилиндрических поверхностей | 1987 |
|
SU1409443A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
