Изобретение относится к прокатному производству, в частности, к рабочим клетям прокатных станов имеющих несколько рабочих валков, образующих замкнутый калибр, и с осями, лежащими в одной плоскости.
Целью избретения является повышение жесткости и точности настройки калибра.
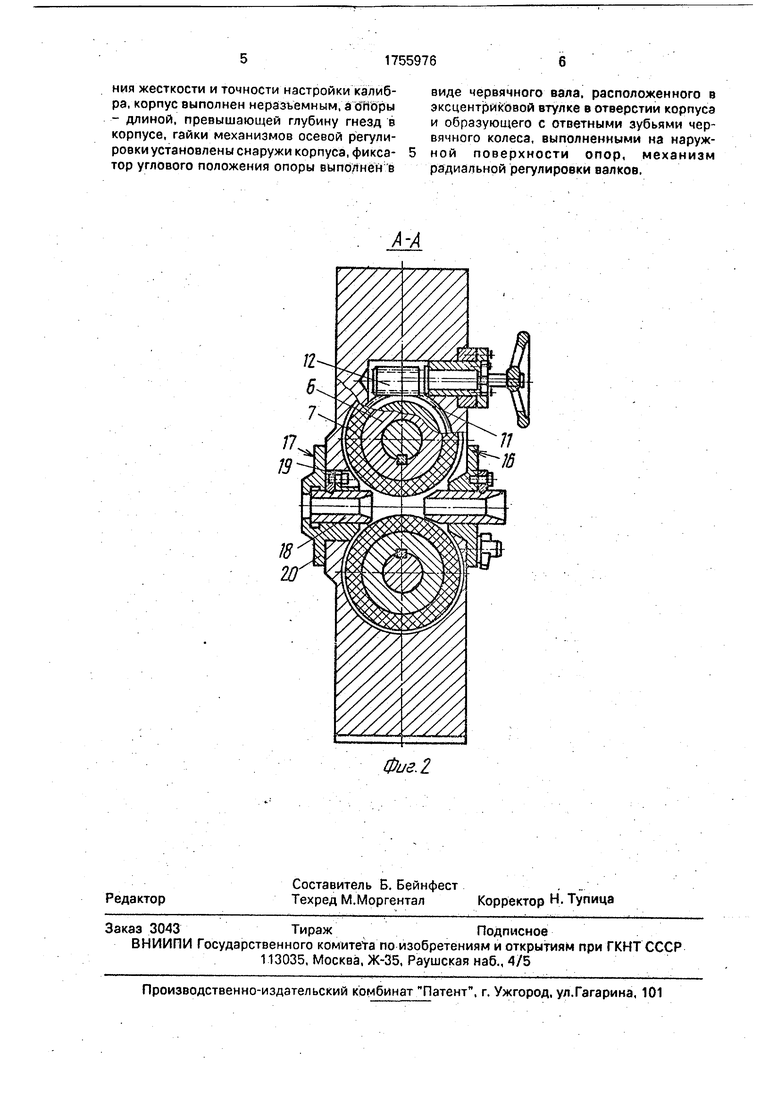
На фиг,1 изображен фронтальный вид клети, на фиг.2 - сечение по А-А на фиг.1.
Прокатная клеть содержит корпус 1 с гнездами 2 для установки цилиндрических опор 3 валков 4 и с окнами 5 напротив валков 4.
Валки 4 содержат оси 6 с твердосплавным бандажом 7. Оси 6 соединены с валами 8, консольно установленными в подшипниках 9, 10 в опорах 3. Валы 8 соединены с приводными валками (не показаны) редуктора.
На наружной поверхности опор 3 нарезаны зубья 11 червячной шестерни, взаимодействующие с червячными валами 12, расположенными в эксцентричных втулках, установленных в отверстиях 13 корпуса 1.
Наружная поверхность опор 3 выполнена эксцентричной геометрическим осям валков 4 и на одном из концов (противоположном валкам 4) на ней нарезана резьба 14, взаимодействующая с гайкой 15, закрепляемой на корпусе 1.
Червячная шестерня с зубьями 11 и червячный вал 12 образуют средство для поворота опоры 3 вокруг ее оси, что благодаря эксцентриситету наружной поверхности опоры 3 по отношению к валку приводит к перемещению валка 4 в радиальном направлении.
Резьба 14 на наружной поверхности опоры 3 и гайка 15 образуют механизм осевого перемещения валка ,
К корпусу 1 присоединены вводная и выводная проводки 16 и 17 соответствен но. Выводная проводка 17 содержит твердосплавную часть 18, корпус 19 и фланец 20.
Ширина окон 5 в корпусе 1 в направлении геометрической оси валков 4 составляет 2,0-3,0 диаметра корпуса 19 выводной проводки.
Прокатная клеть работает следующим образом.
Перед осуществлением процесса прокатки проводят сборку клети и/или настройку калибра.
Настройку калибра осуществляют перемещением валков 4 в осевом и радиальном направлениях.
Радиальное перемещение валков 4 осуществляют путем поворота опор 3 вокруг их оси, эксцентричной геометрической оси валка
4, Поворот опор 3 происходит при вращении червячного вала 12, введенного в зацепление с зубьями 11 путем поворота эксцентричной втулки 13.
Осевое перемещение валков 4 осуществляют вращением гайки 15с последующим закреплением ее на корпусе 1.
Разборку (сборку) клети осуществляют на специальном стенде, куда ее переставляют со стана.
Валок 4 отсоединяют от вала 8. Вращением втулки 13 выводят зубья 11 из зацепления с червячным валом 12 и отсоединяют гайку 15 от корпуса 1. Затем вынимают опору 3 из гнезда 2, освобождая валок 4 (сборку осуществляют в обратном порядке).
Замена проводок 16,17 может быть осуществлена на стенде. В этом случае доступ к обеим проводкам свободен и замена не
вызывает затруднений.
Если замена проводок 16, 17 осуществляют на стане, то от вводной проводки 16 отводится вводная арматура (не показана) и снимается вводная проводка 16.
Валки 4 отводят на максимальное расстояние от калибра вдоль оси валков 4 после отвода червячных валков 12 и отсоединения гаек 15 от корпуса 1. В результате между валками 4 образуется проем диаметром,
превышающим диаметр корпуса 19 проводки 17. Через этот проем и осуществляют извлечение проводки 18с последующей установкой новой проводки в корпусе 19. Таким образом, в описанной прокатной
клети повышается точность настройки калибра за счет исключения искажения калибра при стопорении от поворота опоры, а также при стягивании частей разъемного корпуса болтами. Кроме того, повышается и
жесткость калибра за счет увеличения жесткости и надежности фиксирования опор валков.
Формула изобретения Прокатная клеть с многовалковым калибром, содержащая корпус, консольно расположенные составные рабочие валки с твердосплавными бандажами, установленными на осях, расположенных в цшшндри- ческих опорах, эксцентричных осям валков и расположенных в гнездах корпуса, механизм осевой регулировки валков, выполненный в виде пары винт-гайка, винтом которой является опора валка, снабженная фиксато- ром углового положения, вводную и выводную провод . Л, закрепленные на корпусе, в котором со сторо:;ы вводной проводки напротив валков выполнены окна шириной 2- 3 диаметра корпуса выводной проводки, о т- личающаяся тем, что, с целью повышения жесткости и точности настройки калибра, корпус выполнен неразъемным, а бпоры - длиной, превышающей глубину гнезд в корпусе, гайки механизмов осевой регулировки установлены снаружи корпуса, фиксатор углового положения опоры выполнен в
виде червячного вала, расположенного в эксцентриковой втулке в отверстии корпуса и образующего с ответными зубьями червячного колеса, выполненными на наружной поверхности опор, механизм радиальной регулировки валков.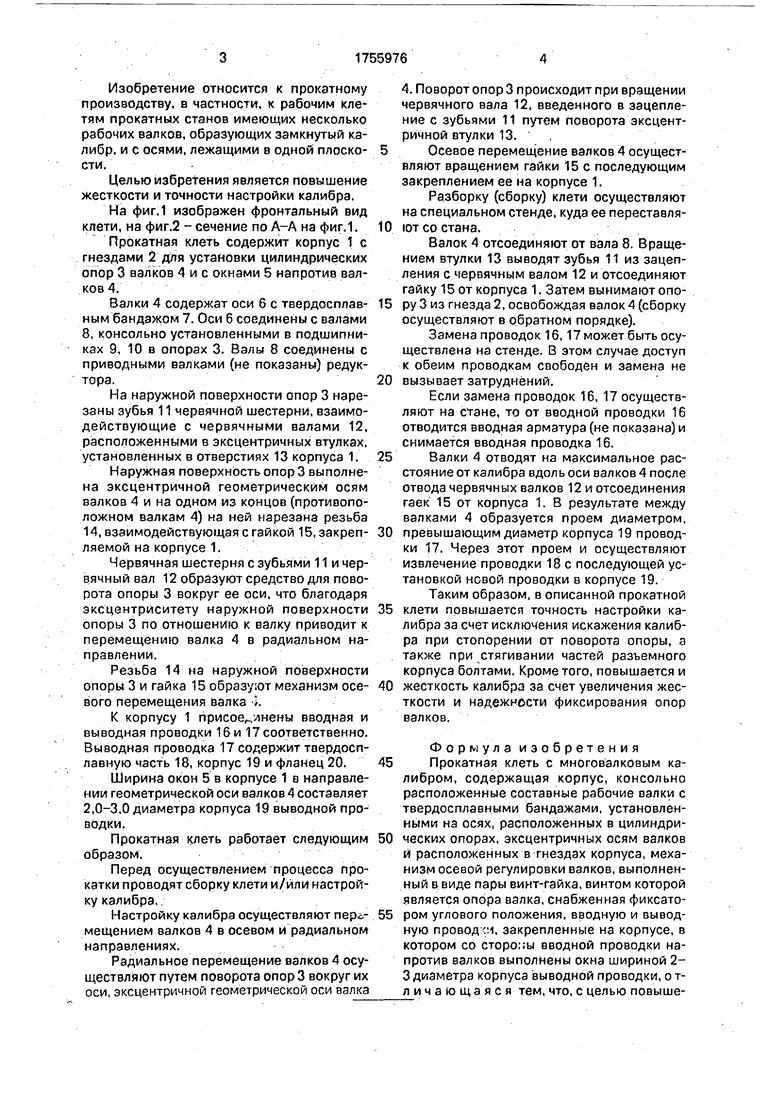
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК РАБОЧИХ КЛЕТЕЙ ПРОКАТНОГО СТАНА | 1991 |
|
RU2068311C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Устройство для настройки клетей сортопрокатного стана | 1982 |
|
SU1049129A1 |
| Валковая арматура горизонтальной прокатной клети | 1989 |
|
SU1715462A1 |
| Прокатная клеть | 1973 |
|
SU480458A1 |
| Способ настройки клетей сортопрокатного стана | 1982 |
|
SU1044354A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| УЗЕЛ ПРОВОДОК РАБОЧЕЙ КЛЕТИ ШИРОКОПОЛОСНОГО СТАНА | 2003 |
|
RU2241560C2 |
Изобретение относится к прокатному производству, к конструкции прокатных клетей с многовалковым калибром. Цель изобретения - повышение жесткости и точности настройки калибра. Составные рабочие валки 4 консольно установлены в цилиндрических опорах 3, расположенных в гнездах 2 неразъемного корпуса 1 клети. Перемещение валков 4 в осевом направлении осуществляется вращением гайки 15 с последующим закреплением последней на корпусе 1. Перемещение валков 4 в радиальном направлении осуществляется вращением червячного вала, взаимодействующего с зубьями на наружной поверхности опор 3, выполненной эксцентричной геометрической оси валков 4. Указанное выполнение механизмов регулировки положения валков 4 обеспечивают наряду с неразьемностью корпуса 1 повышение жесткости и точности настройки калибра. 2 ил. (Л С Ч СП СЛ ю XJ о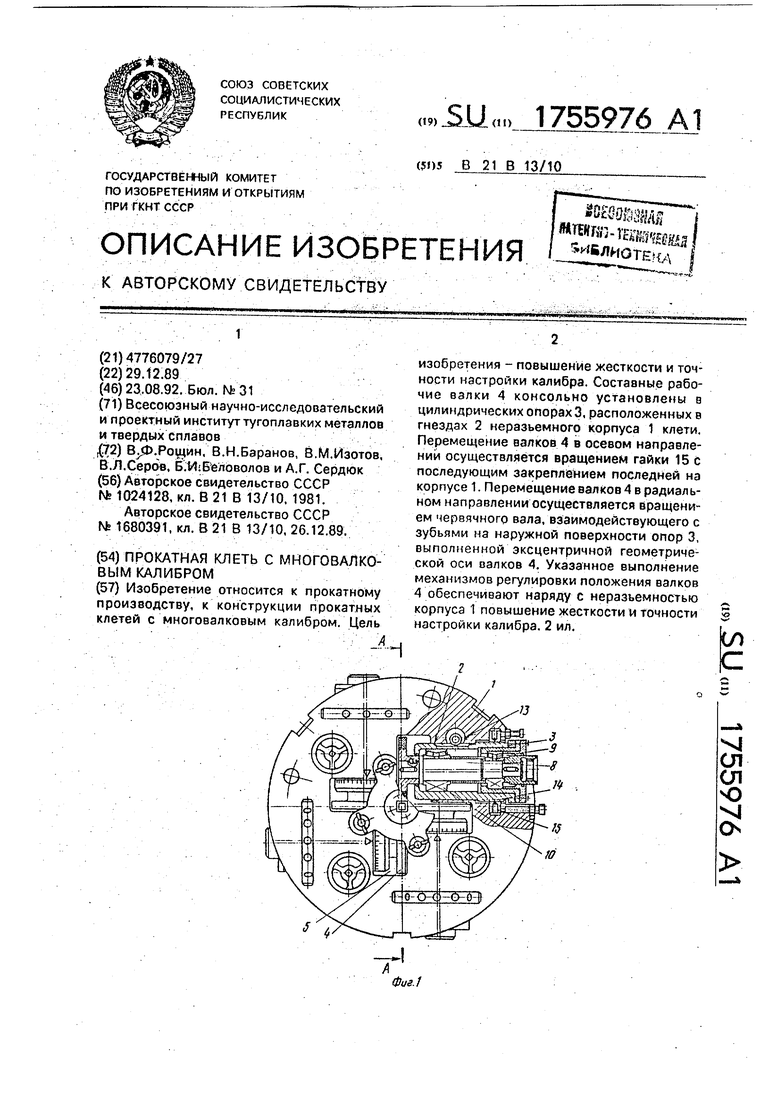
| Прокатная клеть с многовалковым калибром | 1981 |
|
SU1024128A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР Ns 1680391, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
