Изобретение относится к области обработки металлов давлением, в частности, к трубопрокатному производству и может быть использовано при производстве бесшовных труб на непрерывных редукционных и калибровочных станах продольной прокатки.
Цель изобретения - повышение производительности путем увеличения износостойкости валков.
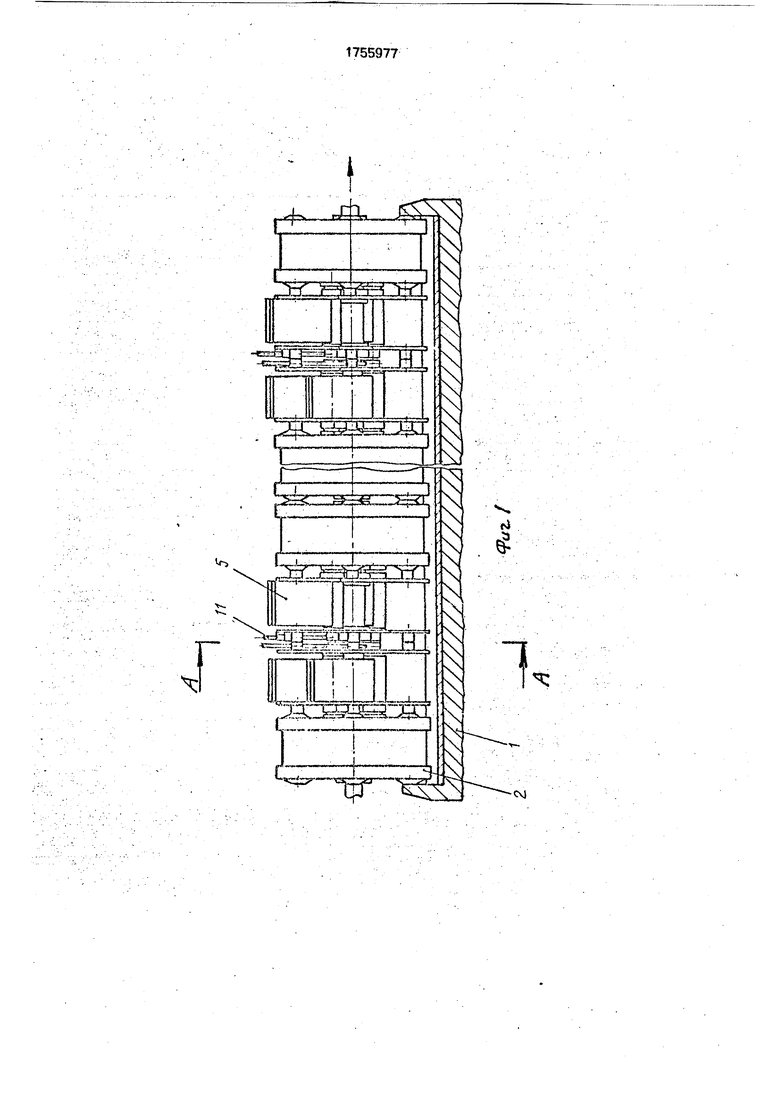
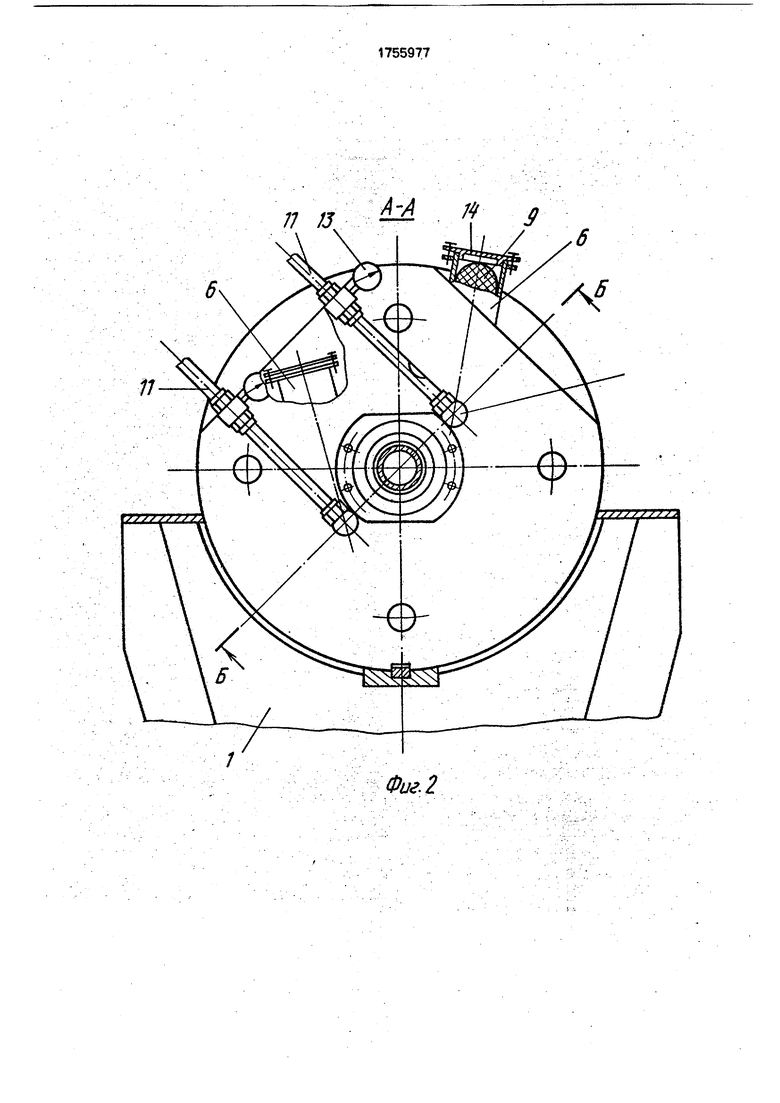
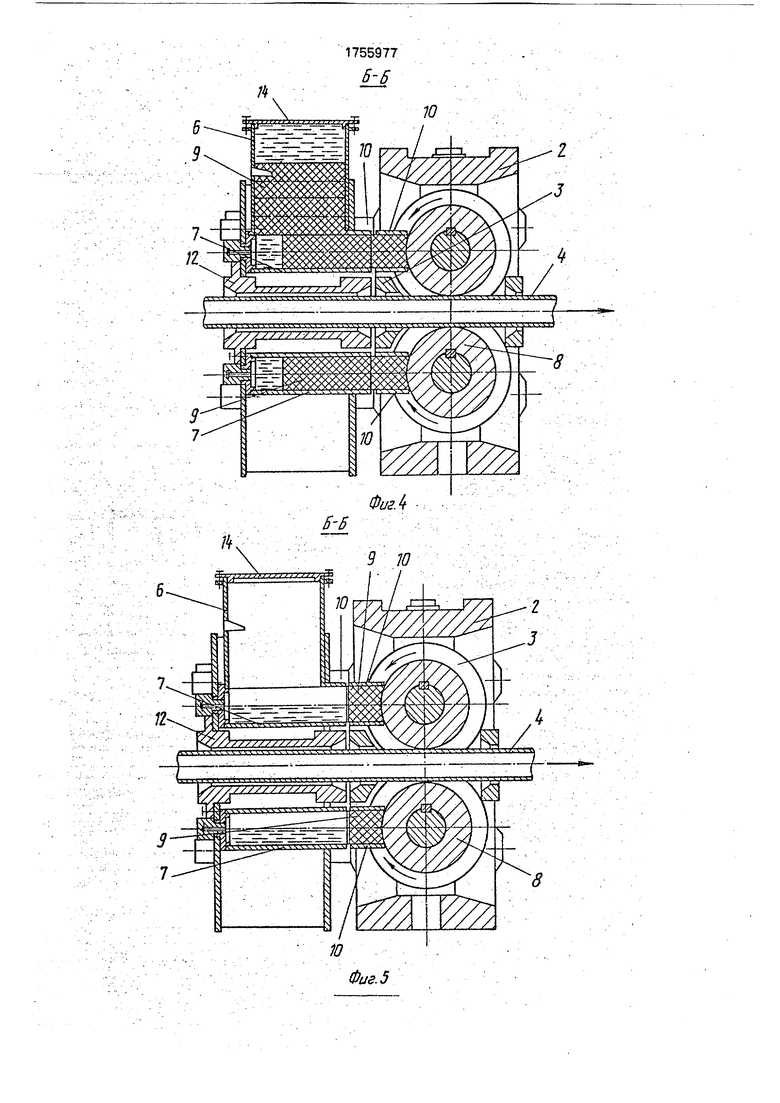
На фиг.1 показан общий вид стана; на фиг.2 - поперечный разрез стана А-А (на фиг.1); на фиг.З - разрез корпуса и клети Б-Б (на фиг.2) при истирании первого брикета; на фиг.4 - то же при истирании любого промежуточного брикета; на фиг.5 - то же при истирании последнего брикета; на фиг.6 - разрез В-В (на фиг.З).
Непрерывный трубопрокатный стан содержит станину 1. сменные валковые клети 2 с проводками 3 для труб 4, корпуса 5 с магазинами бис цилиндрическими кассетами 7 соответственно количеству валков 8, заполненными брикетами твердой смазки 9. Валковые клети снабжены дополнительными проводками 10, жестко прикрепленными к клети соосно кассетам. Кассета и магазин герметизированы и соединены с водной магистралью 11, давление из которой Прижимает непрерывно брикеты смазки к валкам. Корпус имеет проводку 12 для направления прокатываемой трубы. Для замера давления воды в магистрали 9 применяется манометр 13. Магазин закрывается крышкой 14.
Стан работает следующим образом.
Сменные валковые клети 2 и корпуса 5 с устройствами для нанесения твердой смазки на валки 8 устанавливаются йа станину 1 последовательно. Установка двухвалковых клетей друг относительно друга производится с угловым смещением плоскости разъема валков на 90°. Корпус 5 устанавливается так, чтобы расположение устройств для нанесения смазки совпадает с плоскостью вращения валков соответствующих клетей.
После закрепления клетей и корпусов на станине, подсоединяют привод к рабочим валкам 8 и подключают систему подачи воды к магистрали 11, После этого без дополнительной настройки устройств для нанесения смазки, производят пуск стана, что позволяет максимально использовать рабочее время и увеличить его производительность. При этом начинается вращение
валков 8 и подача воды по магистрали 11 в полости кассет 7. Под воздействием воды, выполняющей функцию гидропривода, на брикеты 9 передается усилие, обеспечивающее их Перемещение по кассете и прижатие
первого по ходу движения брикета к шероховатой поверхности ручья рабочего валка. При этом происходит механическое истирание брикетов, а твердая смазка наносится на поверхности рабочих валков. Давление
воды при необходимости регулируют. Это повышает стойкость рабочих валков и улучшает качество труб. При истирании брикета полость освобождается и следующий брикет из магазина 6 под действием собственного веса перемещается в свободное пространство кассеты. При истирании всех брикетов, находящихся в магазине бив части кассеты 7, вода начинает свободно вытекать из нее, давление падает, что можно наблюдать по показаниям манометра 13. Пример. Опытно-промышленное опробование производилось на восьмиклете- вом стане непрерывного типа, входящем в состав трубопрокатного агрегата ТПА
168...325, при прокатке труб диаметром 245 мм толщиной стенки 8,9 мм из стали марки Д. По ходу прокатки были установлены две клети, два корпуса с магазинами и цилиндрическими кассетами для смазки, далее две
клети, снова две вставки и т.д. При такой сборке стана первая клеть была изолирована oi вставок со смазочным устройством, при этом гарантировался хороший захват заготовки. Осуществлялась и другая компоновка стана: клеть - две вставки-две клети - две вставки - клеть. Брикеты твердой
смазки, приготовленные на основе графита, пропитанные эфирзми высокомолекулярных синтетических жировых кислот в виде цилиндров с наружным диаметром равным ширине калибра и заполненные в кассеты давлением воды прижимались к поверхности рабочих валков и истирались, осуществляя подачу смазки в очаг деформации. При истираний очередного брикета смазки на определенную величину и выходе его при этом за пределы магазина, из ero tto/roetvi под собственным весом происходило перемещение брикетов, процесс нанесения смазки был непрерывным, При истирании всех брикетов манометр показал падение давления воды.
Сравнительные данные прокатки труб даны в таблице.
Таким образом, предложенный стан позволяет увеличить производительность на
9,5%, повысить качество труб: по дефектам наружной поверхности на 15%, по геометрическим размерам на 10%, повысить износостойкость валков на 30%
Формула изобретения Непрерывный трубопрокатный стан, содержащий станину, сменные валковые клети с проводками для труб, корпуса с магазинами и с цилиндрическими кассетами соответственно количеству валков, заполненными брикетами твердой смазки, расположенными с возможностью принудительного перемещения, отличающийся тем, что, с целью повышения производительности путем увеличения износостойкости валков, валковые клети снабжены дополнительными проводками, жестко прикрепленными к клети, соосно кассетам, при этом кассета и магазин герметизированы и их полость сообщена с водной магистралью.

| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный трубопрокатный стан | 1987 |
|
SU1675000A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА | 2006 |
|
RU2308333C1 |
| Клеть прокатного стана | 1984 |
|
SU1212638A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Устройство для смазки ручьевых валков | 1988 |
|
SU1715458A1 |
| Устройство для нанесения твердой брикетированной смазки | 1987 |
|
SU1498571A1 |
| Клеть для продольной прокатки | 1991 |
|
SU1808430A1 |
| Способ продольной прокатки труб | 1989 |
|
SU1773512A1 |

Изобретение относится к обработке металлов давлением, в частности к трубопрокатному производству, и может быть использовано при производстве бесшовных труб на непрерывных редукционных и калибровочных станах продольной прокатки. Цель изобретения - повышение производительности путем увеличения износостойкости валков. Сменные валковые клети 2 и корпуса 5 с устройствами для нанесения твердой смазки на валки 8 устанавливаются на станину последовательно. Устройства для нанесения смазки состоят из кассет 7, заполненных брикетами твердой смазки 9, с магазинами 6 соответственно каждому валку. Валковые клети снабжены дополнительными проводками 10, соосно расположенными с кассетами 7. Кассета и магазин выполнены герметическими и их полость соединена с магистралью воды под давлени6-6
NsNs пп
Наименование показателя
Общий обьем труб, прокатанных за одинаковое время, тонн
Количество труб, прокатанных без дефектов (пятен, рисок, задиров, налипания металла), шт
Количество труб годных по геометрическим размерам, тонн
Износ калибра валков чистовой клети, мм
Предлагаемое устройство
Прототип
9050
796
9000 3,0
$
С
v
X N
N
X X X
кХ
X
X
x
X X
X
I
X X
Ц-хйэ ; - сгг с- ч.
HZc nS5-jrЈ.
;г
Г
:g zr Fp3gzi :
i
13
i
s:
li6S9a
Л 13
11
А-А М /, i j
Фиг. 2
Фиг. 5
Риг. 6
| Непрерывный трубопрокатный стан | 1987 |
|
SU1675000A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
