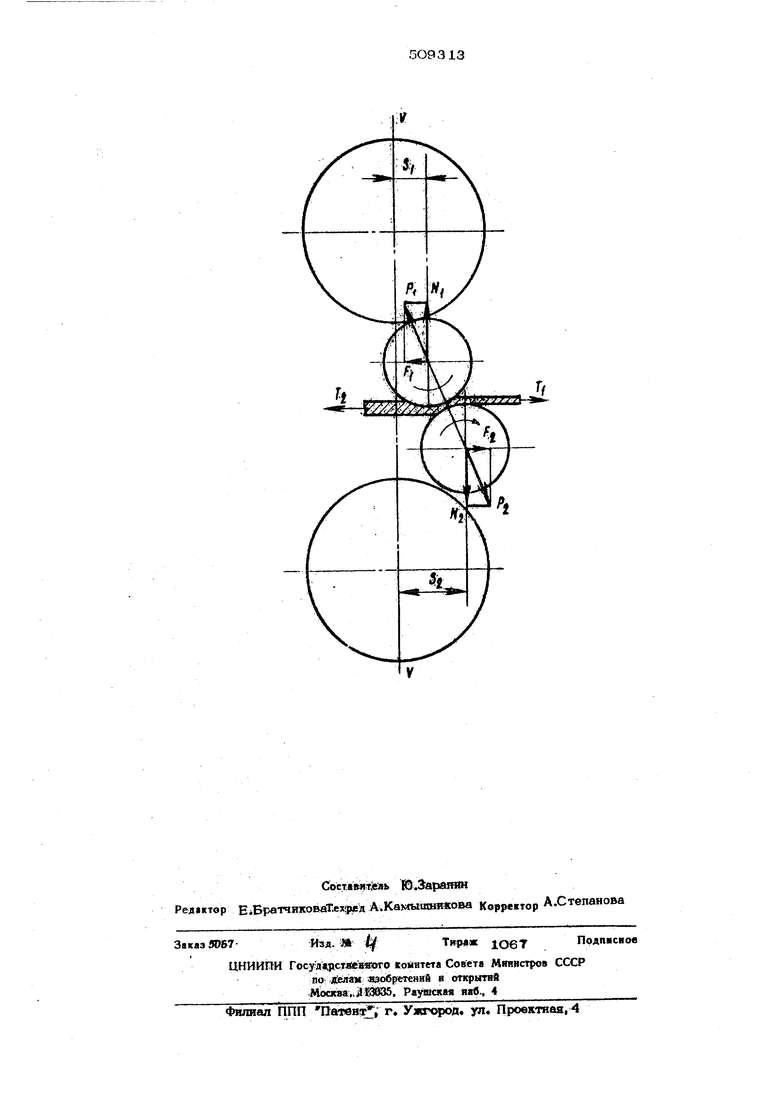
разность натяжений Т -Т будет совпадат с направлением силы FO увеличивать
прогиб нижнего рабочего валка. При условии, что Ту Т, разность Т -Т. будет
«Си X I
напрЛвлена в сторону, противоположную дествию Р , и уменьшать прогиб валка. Это
будет происходить до тех пор, пока Т -Т
не станет равным Г„. Дальнейшее увеличение разности приведет к изменению направления силы F,j. которая в этом случае будет воспришшаться опорным валком
Изготовив нижний рабочий валок профилированным и изменяя соотношение между силами Т н V при постоянном смешении рабочих валков, можно и 1менять нижнего рабочего валка, а следозатель но, и форму межвалковиго зазора в широких пределах.
Пример, На третьей клети непрерывного трехклетьевого ста на 1450 с приводом рабочих валков через редукторы и шестеренные клети нак/шдки на опорном валке изготовлялись .таким образом, чтобы верхний валок был смешен от плоскости, соединяющей оси опорных валков, на 5 мм, а нижний - на 25 мм в сторону
прокатки. Оба вал1са или только нижний изгртовля;шсь выпуклыми. Переднее натяжение создавалось моталкой стана, а заднее натяжение возншсало между второй, и третьей клетью.
При прокатке металла по приборам или визуально наблюдался профиль выходятей из третьей, клети полосы. Профилировка валков выбиралась таким образом, чтобы исклю ить волнистость полосы, при возникновении коробоватости (за счет разогрева валков или изменения входного профиля) увеличивали прогиб валков. Для этого увеличивали натяжение, создаваемое моталкой, и
путем перераспределения обжатиЛ уменьшали натяжение между второй и третьей клетью. Увеличение силы F (см. чертеж)
вызывало увеличение прогиба нижнего рабочего валка и изменение формы межвал- 1КОВОГО зазора. Натяжения изменяли до исправления профиля прокатываемой полосы.
Формула изобретения
Спосгоб регулирования профиля полосы на тонколистовых станах кварто путем смешения рабочих валков от плоскости осей рабочих валков в одну сторону и изменения их прогибе, отличаюшийс я тем, что, с целью эффективного регулирования формы межвалкового зазора по всей ширине полосы, оси рабочих валков параллельно смешают на разные расстояния от плоскости, проходящей через оси опорных валков, а прогиб рабочего валка регулируют изменением соотношения между натяжениями, прикладываемыми к переднему и заднему конпам полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел подушек рабочих и опорных валков клетей кварто прокатного стана | 1981 |
|
SU1091955A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Способ прокатки полос | 1989 |
|
SU1690868A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Комплект подушек рабочих и опорных валков нереверсивной клети кварто | 1980 |
|
SU942826A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| Способ деформации полосы и прокатный стан для его осуществления | 1988 |
|
SU1600871A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС В МНОГОКЛЕТЬЕВОМ СТАНЕ | 2002 |
|
RU2225272C2 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |