1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых изделий сквозной прошивкой горячих заготовок, например, полученных ковкой,
Известен способ горячей сквозной прошивки горячих заготовок на молотах и ковочных прессах с помощью подкладных противников и подкладных колец l .
Известен способ получения полых издеЛИЙ горячей сквозной прошивкой металлических заготовок подкладным противником в . штампе, собразованием вьщры 2 J .
Основным недостатком известного способа является низкая стойкость прошивного инструмента, вследствие чего треёуется большое количество сменных противников и изготовление их из доротх1стоящей штамповой стали. Это ведет к значительным затратам на противной инструмент. Кроме то- го поскольку по мере износа противника зазор между, ним и матрицей увеличивается качество прошиваемого отверстия изделия ухудшается.
Целью изооретения является уменьшение затрат на противной инструмент и повьш1ени качества изделий.
Поставленная цель достигается тем, что полученную при прошивке выдру охлаждают в жидкости до комнатной температуры, а прошивку следующей заготовки осуществляют этой вьщрой,
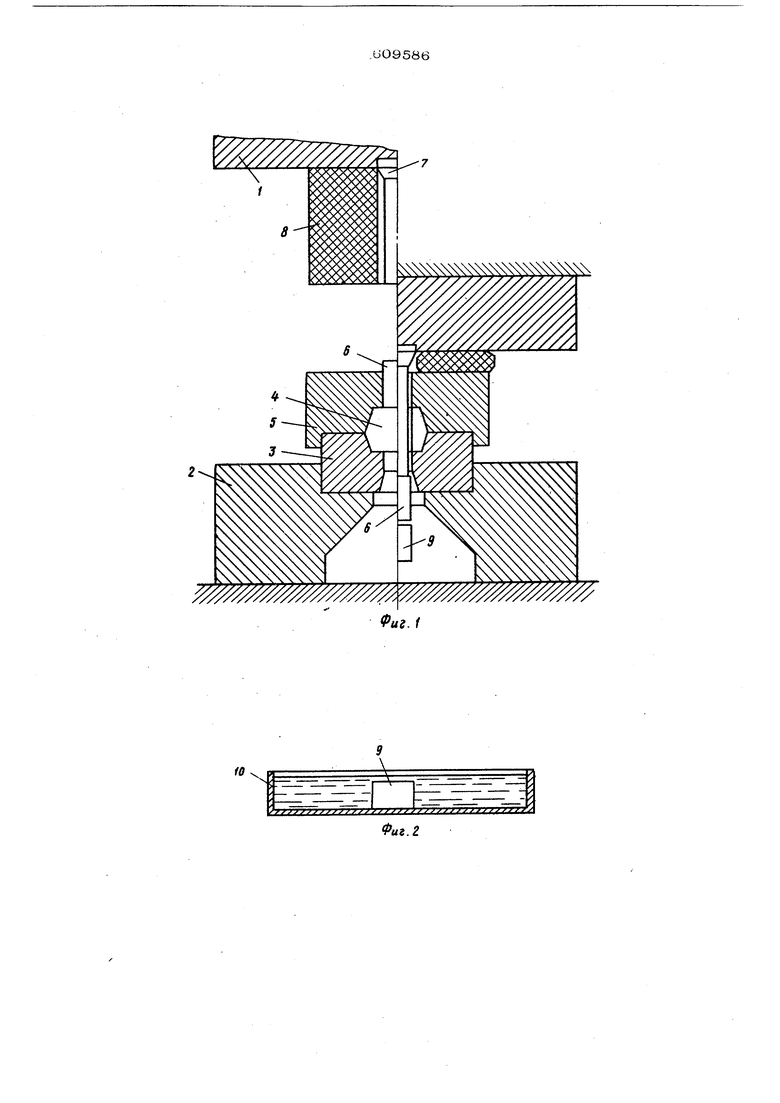
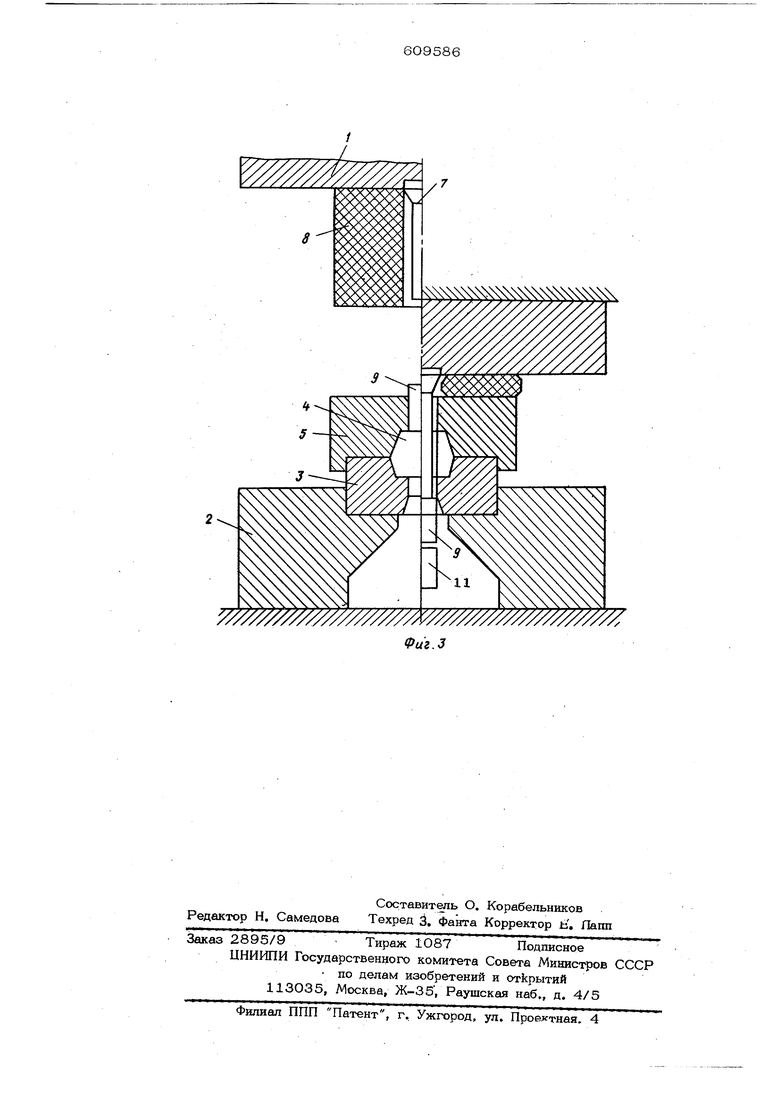
На фиг. 1 показан процесс прошивки первой заготовки прошивником; на фиг. 2 - емкость с жидкостью и с охлаждающейся в ней вьщрой; на фиг. 3 - процесс прошивки заго товки вьщрой, полученной при прошивке предыдущей заготовки.
Способ осуществляется следующим образом.
R щтамп, содержащий опорные плиты 1 и 2 (фиг, 1), в нижнюю полу матрицу 3 укладывают горячую металлическую заготовку 4 и накрывают верхней попуматриией 5, в стия которой вставляют противник 6. Толкателем 7 воздействуют на противник 6 и осуществляют сквозную прошивку загого ки, сжимая при этом буфер 8 щтампа. В результате прошивки образуется вьщра 9.
Эту вьщру помещают в емкость 10с жидкостью (фиг. 2), гае выора 9 охлаждается до комнатной температуры, одновременно закаливаясь. Охлаждающей жидкостью является, как правило, вода или масло.
В штамп укладывают следующую горячую металлическую заготовку 4 (фиг. 3) и производят вышеуказанные действия, но вместо противника в отверстие верхней полуматрицы 5 вставляют охлажденную выдру 9, на которую при прошивке воздействуют толкателем 7. в результате сквозной прошивки (разуется выдра 11. Выдру 9 выбрасывают, а выору 11 охлаждают и т. д. Процесс повторяется.
Таким образом, выдру, полученную при прошивке заготовки, используют в качестве. прошивного инструмента для прошивки следующей заготовки, т.е. прошивка производится отходом от предыдущей заготовки. При получении партии полых изделий с отверстиями одного диаметра противник требуется только для прошивки первой заготовки. Этот прошивник может быть не термообработан, не шлифован, и изготовлен с невысокой точностью. Даже если прошивник имеет относительно большой зазор по отношению к матрице, процесс стабилизируется после прошивки двух или трех заготовок В данном способе зазор между матрицей и охлажденной выдрой, используемой в качрстве прошивника равен диаметру отверстия матрицы минус температурная усадка вьщры. Этот зазор всегда постоянен, надр только пользоваться предыдущей выдрой или хотя бы десятком предыдущих выдр. Использование нескольких предыдущих выдр позволяет не сдерживать прошивку из-за требующегося времени для охлаждения вьщр. Каждая выдра используется однокраГно, но возможно и использование ее несколько раз. Охлаждать вьщру допускается и на воздухе, так как при однократном ис-
пользовании твердость особой роли не иг . рает.
Пример конкретного осуществления спо соба. Заготовку из стали 45 нагревали до ковочной гемперагуоы 11ОО-12ОО°С и прошивали в ней сквозное отверстие диаметром 16 мм и высотой 20 мм, т.е. Н/Д 1,25. Полученную при прошивке вьщ ру охлаждали в масле до комнатной темпе рагуры и этой выдрой производили сквозную прошивку аналогичного отверстия в следую щей заготовке из того же материала, нагретой также до 11ОО-12ОО С, полученную при этом выору также охлаждали и т.д.
Предлагаемый способ практически искл чает проблему стойкости проширного инструмента при получении полых металлических изделий сквозной горячей прошивкой. В результате значительно снижаются затраты на- инструмент. -Кроме того, повы-г шается качество .поверхности, прошитых отверстий изделий ввиду постоянства зазора между матрицей и прошивающей вьщрой.
Формула изобретения
Способ получения полых. изделий гopячei сквозной прощивкой металлических заготовок, с образованием выдры, отличающийся тем, что, с целью уменьшения затрат на прошивной инструмент и повышения качества изделий, выдру, полученную при прошивке, охлаждают в жидкости до комнатной температуры, а прошивку следующей заготовки осуществляют этой вьщрой
Источники информации, принятые во виимание при экспертизе:
1. Ковка и объемная штамповка стали. Справочник под ред. Сторожева М. В. т. I. с. 226, рис. 16.
2. Семенов Е. И, Ковка и объемная штамповка, М., 1972, с. 1О6-1О7, оис. 91..
иг. f
////////////////7
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сквозной прошивки заготовок и отделения выдры от прошивника | 1983 |
|
SU1117114A1 |
| Способ изготовления полой цилиндрической заготовки | 2018 |
|
RU2699425C1 |
| Способ изготовления полых поковок | 1990 |
|
SU1756008A1 |
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| Устройство для прошивки заготовок | 1975 |
|
SU606647A1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ОБРАТНЫМ ВЫДАВЛИВАНИЕМ | 1987 |
|
RU2074780C1 |
| Способ получения бесшовных плакированных профилей и инструмент для его осуществления | 1988 |
|
SU1697919A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Штамп для объемной штамповки полых изделий выдавливанием со сквозной прошивкой | 1985 |
|
SU1389925A1 |