Изобретение относится к технике лазерной обработки материалов, преимущественно резки листовых заготовок.
Целью изобретения является повышение производительности процесса определения режимов обработки.
Поставленная цель достигается за счет выполнения процесса резки заготовок переменной толщины за один проход сфокусированным лазерным излучением постоянной мощности и струей газа. По сигналу из зоны реза о предел я ют скорость резки и корректируют ее в зависимости от изменения толщины заготовки, избегая образования на кромках реза облоя и грата. В качестве сигнала из зоны реза может применяться направление истечения струи из реза.
Достижение поставленной цели обеспечивается тем, что искомая зависимость скорости резки листового материала лазерным излучением от толщины заготовки при достижении качества обработки получается при выполнении лишь одного реза заготовки переменной толщины и управлении величиной скорости резки в зависимости от уровня сигнала из зоны обработки.
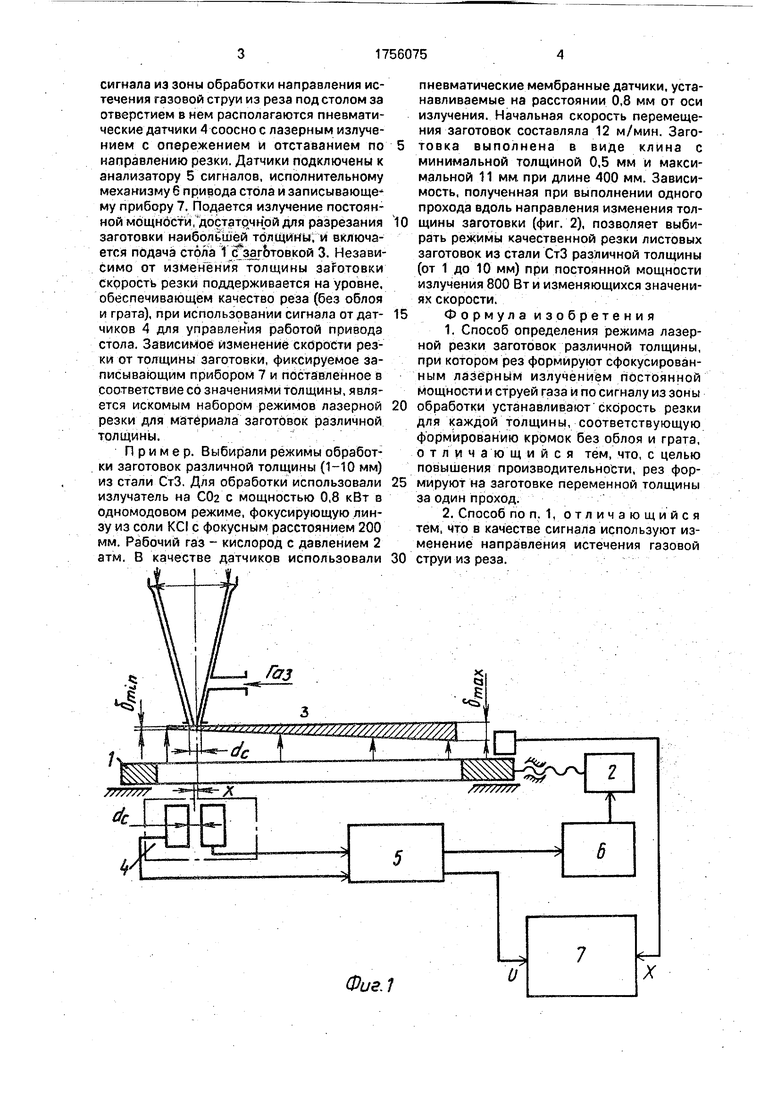
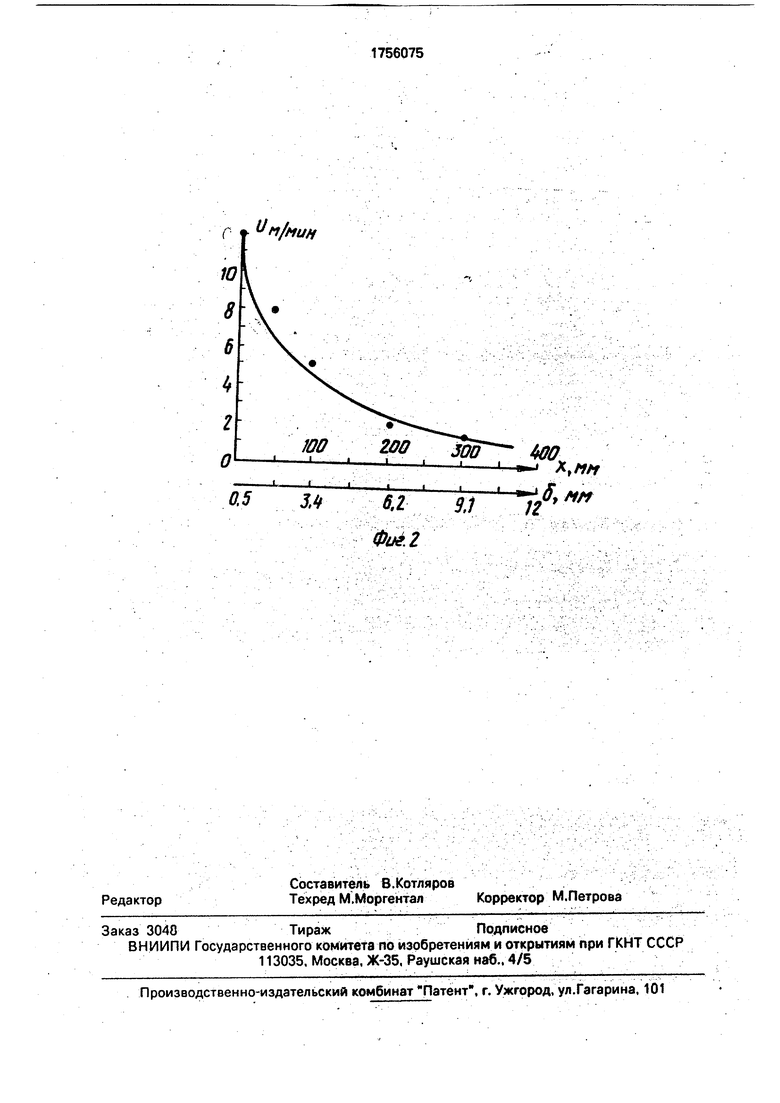
На фиг. 1 показано устройство для осуществления способа; на фиг. 2 - график зависимости скорости перемещения заготовки от ее толщины.
Заготовка 3 переменной толщины из заданного материала располагается на столе 1 лазерной установки, имеющем управляемый привод 2 перемещения вдоль направления резки. При использовании в качестве
XJ
сл о о
я
сигнала из зоны обработки направления истечения газовой струи из реза под столом за отверстием в нем располагаются пневматические датчики 4 соосно с лазерным излучением с опережением и отставанием по направлению резки. Датчики подключены к анализатору 5 сигналов, исполнительному механизму 6 привода стола и записывающе му прибору 7. Подается излучение постоянной мощности, достаточной для разрезания заготовки наибольшей толщины, и включается подача стола 1 сГзаготовкой 3. Независимо от изменения толщины заготовки скорость резки поддерживается на уровне, обеспечивающем качество реза (без облоя и грата), при использовании сигнала от дат- чиков 4 для управления работой привода стола. Зависимое изменение скорости резки от толщины заготовки, фиксируемое записывающим прибором 7 и поставленное в соответствие со значениями толщины, является искомым набором режимов лазерной резки для материала заготовок различной толщины.
Пример. Выбирали режимы обработки заготовок различной толщины (1-10 мм) из стали СтЗ, Для обработки использовали излучатель на СОа с мощностью 0,8 кВт в одномодовом режиме, фокусирующую линзу из соли KCI с фокусным расстоянием 200 мм. Рабочий газ - кислород с давлением 2 атм. В качестве датчиков использовали
1
/W//V/
Ik
а
V
к±±.
пневматические мембранные датчики, устанавливаемые на расстоянии 0,8 мм от оси излучения. Начальная скорость перемещения заготовок составляла 12 м/мин. Заготовка выполнена в виде клина с минимальной толщиной 0,5 мм и максимальной 11 мм при длине 400 мм. Зависимость, полученная при выполнении одного прохода вдоль направления изменения толщины заготовки (фиг. 2), позволяет выбирать режимы качественной резки листовых заготовок из стали СтЗ различной толщины (от 1 до 10 мм) при постоянной мощности излучения 800 Вт и изменяющихся значениях скорости.
Формула изобретения 1. Способ определения режима лазерной резки заготовок различной толщины, при котором рез формируют сфокусированным лазерным излучением постоянной мощности и струей газа и по сигналу из зоны обработки устанавливают скорость резки для каждой толщины, соответствующую формированию кромок без облоя и грата, отличающийся тем, что, с целью повышения производительности, рез формируют на заготовке переменной толщины за один проход.
2. Способ по п. 1, отличающийся тем, что в качестве сигнала используют изменение направления истечения газовой струи из реза.
;&..
Ш& /SS/S///7
/ V
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная установка для газолазерной резки материалов | 1981 |
|
SU958060A1 |
| СПОСОБ ХУДОЖЕСТВЕННОЙ РЕЗКИ | 1992 |
|
RU2060907C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288084C1 |
| Энергоэффективное устройство лазерной резки материалов | 2016 |
|
RU2698896C2 |
| Устройство для лазерной обработки материалов | 1990 |
|
SU1738559A1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД СВАРКУ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196032C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2112636C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛЮДЫ МЕТОДОМ ЛАЗЕРНОЙ РЕЗКИ | 2014 |
|
RU2601362C2 |
| СПОСОБ РЕЗКИ ТОЛСТЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2007 |
|
RU2350445C1 |
| Способ лазерной резки тонколистового углепластика | 2018 |
|
RU2689346C1 |
Использование: машиностроение. Сущность изобретения: рез формируют сфокусированным лазерным излучением постоянной мощности и струей газа и по сигналу из зоны обработки определяют скорость резки для каждой толщины, соответствующую формированию кромок без облоя и грата. Для повышения производительности рез формируют на заготовке переменной толщины за один проход, а сигнал из зоны обработки используют для корректировки скорости резки в зависимости от толщины заготовки. В качестве сигнала используют направление истечения газовой струи из реза. 1 з п. ф-лы, 2 ил,
Фиг.1
U
X
n/ftutt
| Григорьянц А.Г | |||
| и Соколов А.А | |||
| Лазерная резка | |||
| М.: Высшая школа, 1988, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
