Изобретение относится к обработке металлов резанием и может быть использовано в инструментальной промышленности.
Известны способы изготовления резцов, в которых неперетачиваемый режущий элемент закрепляют на державке с использованием различных методов получения разъемных соединений.
Известны также способы изготовления резцов, в которых перетачиваемый режущий элемент закрепляют в державке с использованием различных методов получения неразъемных соединений. Достоинством последних является возможность получения необходимых геометрических параметров путем заточки.
Недостаток-уменьшение высоты режущей части в связи с заточкой.
Наиболее близким к предлагаемому является способ изготовления резца, согласно которому режущую пластину закрепляют в гнезде державки с помощью винта и клинового прижима.
Недостатком известного способа является низкий коэффициент использования
инструментального материала, обусловленный его потерями при переточке.
Цель изобретения - экономия инструментального материала за счет повышения коэффициента его использования.
Поставленная цель достигается тем, что отверстие в прижиме выполняют резьбовым, а на взаимодействующих боковых по- вер хностях прижима и режущей пластины выполняют рифления, шаг которых определяют из соотношения
t h h3 + Ah,
где t - шаг рифлений;
h - полная величина стачиваемого слоя с передней поверхности при переточке;
Ьз допустимая величина износа по задней поверхности;
Ah - дополнительная величина стачивания.
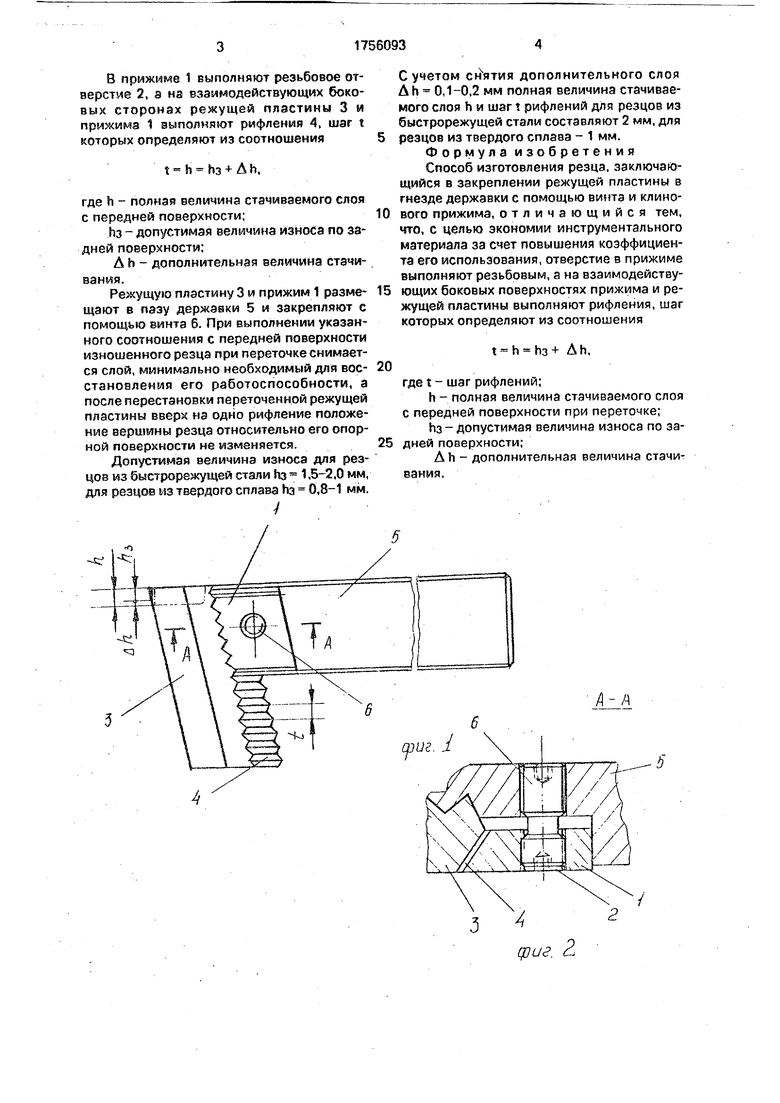
На фиг.1 представлена схема заточки резца; на фиг.2 - сечение А-А на фиг.1.
Способ осуществляют следующим образом.
со
с
-ч ся о о о со
В прижиме 1 выполняют резьбовое отверстие 2, а на взаимодействующих боковых сторонах режущей пластины 3 и прижима 1 выполняют рифления 4, шаг t которых определяют из соотношения
t h Из + A h,
где h - полная величина стачиваемого слоя с передней поверхности;
hs - допустимая величина износа по задней поверхности;
Д h - дополнительная величина стачивания.
Режущую пластину 3 и прижим 1 разме- щают в пазу держании 5 и закрепляют с помощью винта 6. При выполнении указанного соотношения с передней поверхности изношенного резца при переточке снимается слой, минимально необходимый для вое- становления его работоспособности, а после перестановки переточенной режущей пластины вверх на одно рифление положение вершины резца относительно его опорной поверхности не изменяется.
Допустимая величина износа для резцов из быстрорежущей стали hs 1,5-2,0 мм, для резцов из твердого сплава ha 0,8-1 мм.
У
С учетом снятия дополнительного слоя Ah 0,1-0,2 мм полная величина стачиваемого слоя h и шаг t рифлений для резцов из быстрорежущей стали составляют 2 мм, для резцов из твердого сплава - 1 мм. Формула изобретения Способ изготовления резца, заключающийся в закреплении режущей пластины в гнезде державки с помощью винта и клинового прижима, отличающийся тем, что, с целью экономии инструментального материала за счет повышения коэффициента его использования, отверстие в прижиме выполняют резьбовым, а на взаимодействующих боковых поверхностях прижима и режущей пластины выполняют рифления, шаг которых определяют из соотношения
h3+ Ah,
где t - шаг рифлений;
h - полная величина стачиваемого слоя с передней поверхности при переточке;
ha - допустимая величина износа по задней поверхности;
Ah- дополнительная величина стачивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления токарного резца с радиусной задней поверхностью | 1990 |
|
SU1779526A1 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННОЙ ПЕРЕТАЧИВАЕМОЙ ПЛАСТИНОЙ | 1992 |
|
RU2028875C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| РЕЗЕЦ | 2007 |
|
RU2339487C2 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННОЙ ПЕРЕТАЧИВАЕМОЙ ПЛАСТИНОЙ | 2001 |
|
RU2211749C2 |
| РЕЗЕЦ | 2007 |
|
RU2380198C2 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| Универсальный отрезной резец | 1991 |
|
SU1794598A1 |
Использование: обработка металлов резанием. Сущность изобретения: способ заключается в том, что в прижиме выполняют резьбовое отверстие, а на взаимодействующих боковых поверхностях режущей пластины и прижима - рифления, шаг которых равен величине стачивания с передней поверхности при переточках. Режущую пластину и прижим размещают в пазу державки и закрепляют посредством вцнта. 2 ил.
| ШИРОТНО-ИМПУЛЬСНЫЙ РЕГУЛЯТОР ТЕМПЕРАТУРЫ | 0 |
|
SU394763A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
