Изобретение относится к способу и устройству для формирования круглых пакетов длинномерных изделий, имеющих сложную форму поперечного сечения, в частности в технологических линиях продольного раскроя и окончательной обработки заготовок брусков переплетов, штапиков, наружных и внутренних наличников, плинтусов и т.д. деревообрабатывающих предприятий сборного домостроения.
Известно пакетоформирующее устройство для круглых лесоматериалов. Это устройство предназначено для формирования в круглый пакет бревен и состоит из конвейера и круглых карманов накопителей, имеющих окна для подачи изделий при помощи толкателя с приводом от силового цилиндра и приводного вала с поворотными рычагами 1.
Недостатком известного устройства является то, что оно не может быть использовано для пакетирования длинномерных изделий малого сечения сложной формы, так как последние будут ломаться при подаче их в карманы-накопители.
Наиболее близким к предлагаемому является устройство для формирования пакета стержнеобразных изделий, с помощью которого осуществляется способ формирования изделий, предусматривающий укладку изделий в штабель и группирование его в пакет с круглым сечением.
Это устройство содержит рольганг и установленные на валу дугообразные рычаги, расположенные по боковым сторонам рольганга 2.
Недостатком этого технического рещения является не совсем плотное формирование пакета изделий.
Цель изобретения - повыщение плотности формирования пакета изделий.
Указанная цель достигается тем, что согласно способу формирования пакета стержнеобразных изделий, предусматривающему укладку изделий в штабель и группирование его в пакет с круглым сечением, щтабель перед группированием в пакет с круглым сечением группируют в пакет с треугольным сечением, вершина которого направлена вниз, а перегруппирование в пакет с круглым сечением осуществляют с одновременной вибрацией.
В устройстве, содержащем рольганг и установленные на валу дугообразные рычаги, расположенные по боковым сторонам рольганга, на валу в плоскости поворота дугообразных рычагов установлены прямолинейные рычаги, в сведенном положении образующие V-образную форму, при этом под рольгангом смонтирован вибратор для изделий, который состоит из подпружиненного толкателя и кулачка, закрепленного на валу.
На фиг. 1 изображена принципиальная кинематическая схема устройства для осуществления предлагаемого способа; на
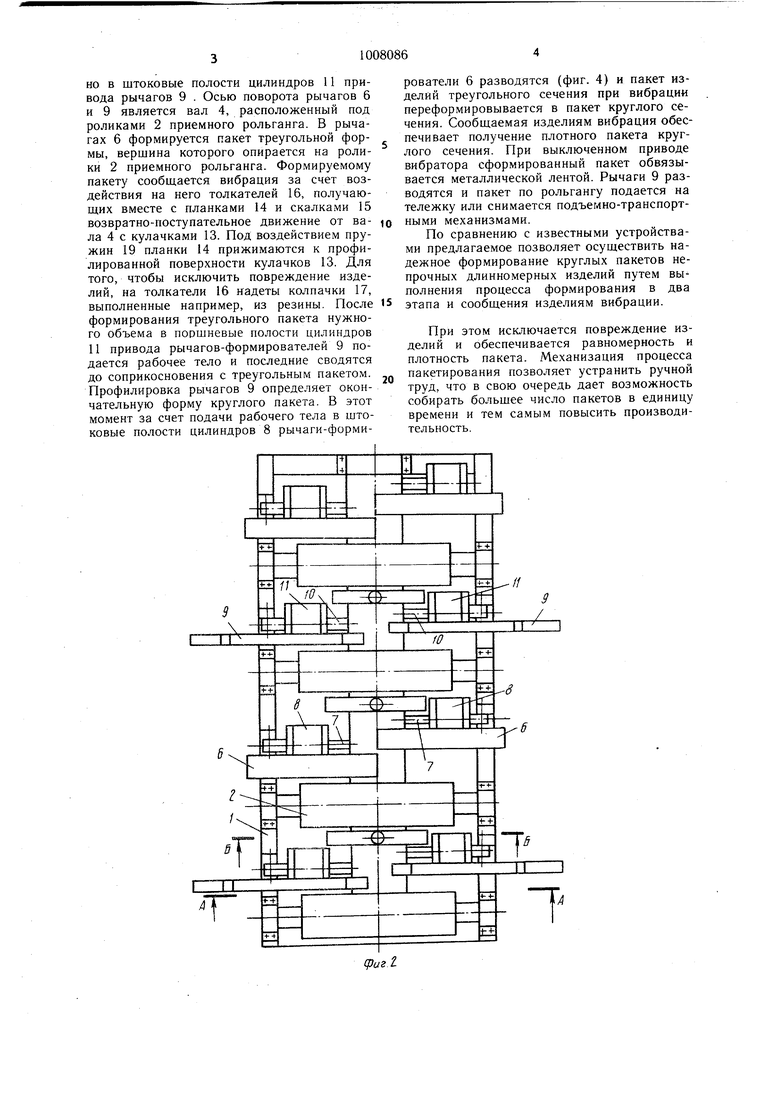
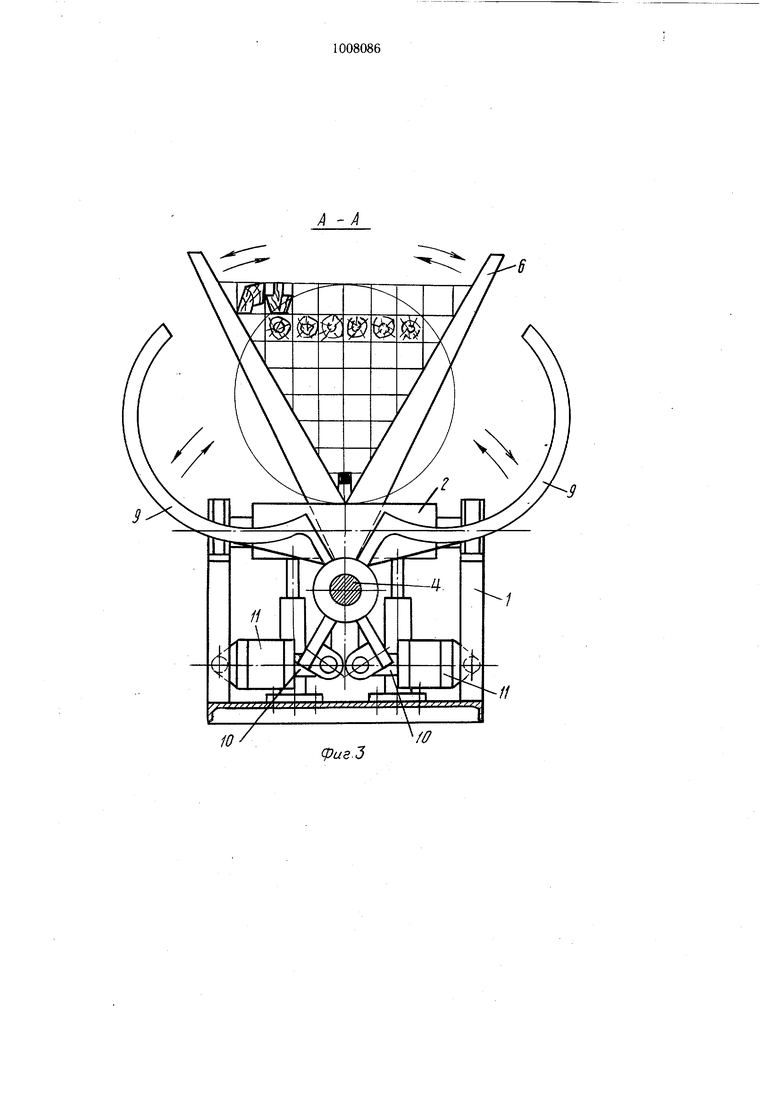
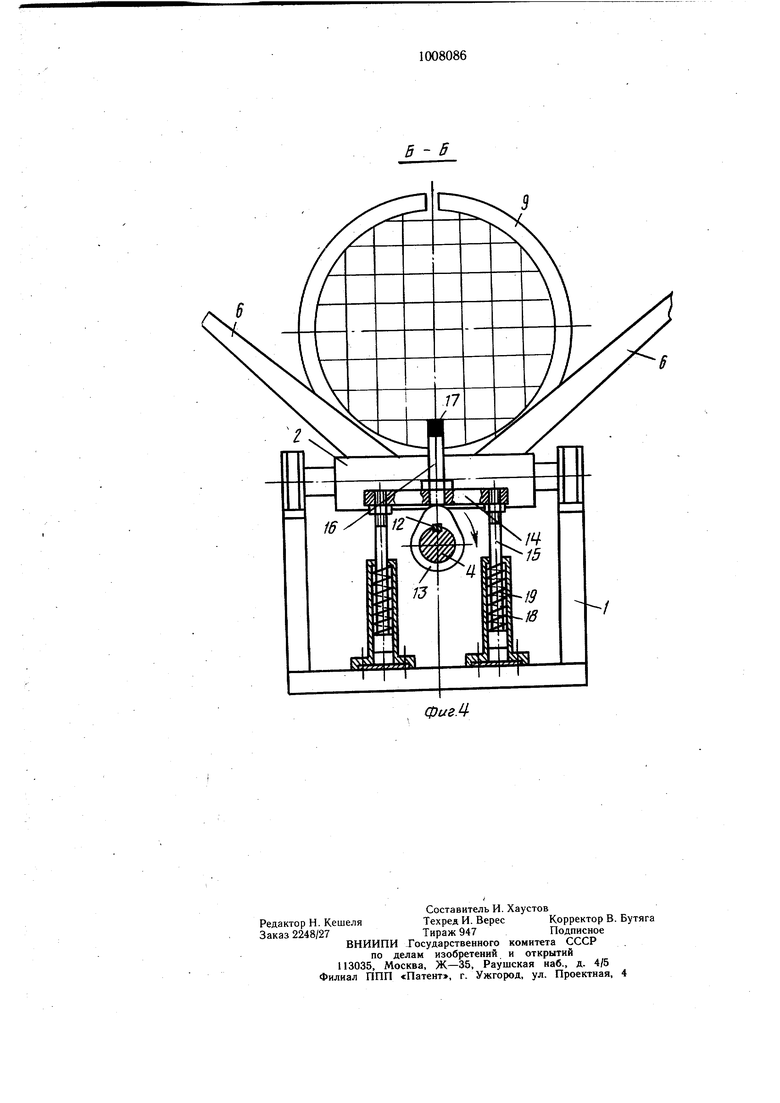
фиг. 2 - устройство с приемным рольгангом, в плане; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2 (на фиг. 2-4 условно не показаны
поперечный транспортер с упорами и склиз). Способ формирования пакета стержнеобразных изделий осуществляется следующим образом.
Сначала изделия укладывают в щтабель и группируют его в пакет с треугольным сечением, вершина которого, направлена вниз, а затем треугольный пакет перегруппировывают в пакет с круглым сечением с одновременной вибрацией.
Устройство для формирования круглых
пакетов длинномерных изделий содержит приемный рольганг, состоящий из рамы 1 и роликов 2. Под роликами 2 на подшипниковых опорах 3 устаповлен вал 4, соединенный с мотор-редуктором 5. На валу 4 на подшипниках (на фиг. не показаны) установлены прямоугольные рычаги 6 предварительного формирования, нижние плечи которых шарнирно соединены со штоками 7 пневмо- или гидроцилиндров 8. Цилиндры 8 шарнирно закреплены на раме I приемного рольганга.
Параллельно рычагам 6 на валу 4 на подшипниках установлены дугообразные рычаги 9 окончательного формирования, нижние плечи которых шарнирно соединены со штоками 10 пневмо- или гидроцилиндров 11. Цилиндры 11 шарнирно закреплены
° на раме 1 приемного рольганга. На валу 4 на шпонках 12 жестко закреплены кулачки 13, рабочая поверхность которых контактирует с планкой 4. На планке 14 снизу закреплены скалки 15, а сверху толкатель 16, облицованный резиновым колпач5 ком 17.
Скалки 15 входят в направляющие 18, которые закреплены на раме 1 приемного рольганга. Внутри направляющих 18 установлены пружины 19, прижимающие планки 14 к профилированной поверхности кулачков 13.
Подающий конвейер состоит из ведущего вала 20 с приводом 21, на котором закреплены ведущие звездочки 22, охватываемые бесконечной цепью 23. На цепи закреплены упоры 24, выступающие над плоскостью склиза 25.
Изделие 26 с подающего рольганга (не показан) при вращающемся приводном вале 20 подающего конвейера захватывается упорами 24 и по склизу 25 подается на ролики 2 приемного рольганга в сведенные рычаги 6 предварительного формирования (фиг. 3). Рычаги 6 имеют привод от цилиндров 8 (пневматических или гидравлических), штоки 7 которых соединены с рычагами. В сведенном состоянии рычагов 6 рабочее тело подано в поршневую полость цилиндров 8, при этом рычаги окончательного формирования 9 разведены. Рабочее тело подано в штоковые полости цилиндров 11 привода рычагов 9 . Осью поворота рычагов б и 9 является вал 4, расположенный под роликами 2 приемного рольганга. В рычагах б формируется пакет треугольной формы, вершина которого опирается на ролики 2 приемного рольганга. Формируемому пакету сообщается вибрация за счет воздействия на него толкателей 16, получающих вместе с планками 14 и скалками 5 возвратно-поступательное движение от вала 4 с кулачками 13. Под воздействием пружин 19 планки 14 прижимаются к профилированной поверхности кулачков 13. Для того, чтобы исключить повреждение изделий, на толкатели 16 надеты колпачки 17, выполненные например, из резины. После формирования треугольного пакета нужного объема в поршневые полости цилиндров 11 привода рычагов-формирователей 9 подается рабочее тело и последние сводятся до соприкосновения с треугольным пакетом. Профилировка рычагов 9 определяет окончательную форму круглого пакета. В этот момент за счет подачи рабочего тела в штоковые полости цилиндров 8 рычаги-формирователи б разводятся (фиг. 4) и пакет изделий треугольного сечения при вибрации переформировывается в пакет круглого сечения. Сообщаемая изделиям вибрация обеспечивает получение плотного пакета круглого сечения. При выключенном приводе вибратора сформированный пакет обвязывается металлической лентой. Рычаги 9 разводятся и пакет по рольгангу подается на тележку или снимается подъемно-транспортными механизмами. По сравнению с известными устройствами предлагаемое позволяет осуществить надежное формирование круглых пакетов непрочных длинномерных изделий путем выполнения процесса формирования в два этапа и сообщения изделиям вибрации. При этом исключается повреждение изделий и обеспечивается равномерность и плотность пакета. Механизация процесса пакетирования позволяет устранить ручной труд, что в свою очередь дает возможность собирать большее число пакетов в единицу времени и тем самым повысить производительность.
б - б
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2016 |
|
RU2615826C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| УСТРОЙСТВО ДЛЯ ГРУППИРОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2043269C1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |
| Пакетоформирующая машина | 1974 |
|
SU645914A1 |
| Устройство для группирования и транспортирования изделий | 1983 |
|
SU1130508A1 |
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |
| Двухсторонний станок для обработкииздЕлий | 1979 |
|
SU837769A1 |
1. Способ формирования пакета стержнеобразных изделий, предусматривающий укладку изделий в штабель и группирование его в пакет с круглым сечением, отличающийся тем, что, с целью повышения 15 23 плотности формирования пакета изделий, штабель перед группированием в пакет с круглым сечением группируют в пакет с треугольным сечением, вершина которого направлена вниз, а перегруппирование в пакет с круглым сечением осуществляют с одновре. менной вибрацией. 2.Устройство для формирования пакета стержнеобразных изделий, содержащее рольганг и установленные на валу дугообразные рычаги, расположенные по боковым сторонам рольганга, отличающееся тем, что, с целью повышения плотности формирования пакета изделий, на валу в плоскости поворота дугообразных рычагов установлены прямолинейные рычаги, в сведенном положении образующие V-образную форму, при этом под рольгангом смонтирован вибратор для изделий. (Л 3.Устройство по п. 2, отличающееся тем, что вибратор состоит из подпружиненного толкателя и кулачка, который закреплен на валу. 00 о оо О5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пакетоформирующее устройство для круглых лесоматериалов | 1978 |
|
SU706304A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для накопления цилиндрических изделий | 1977 |
|
SU635019A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
