&9
О) .
4;sk
Изобретение относится к механической обработке и может быть использовано для обработки маложестких плоскостных деталей типа столов, направляющих, салазок и т.д.
Цель изобретения - повьпиение качества обработки за счет- уменьшения величины коробления.
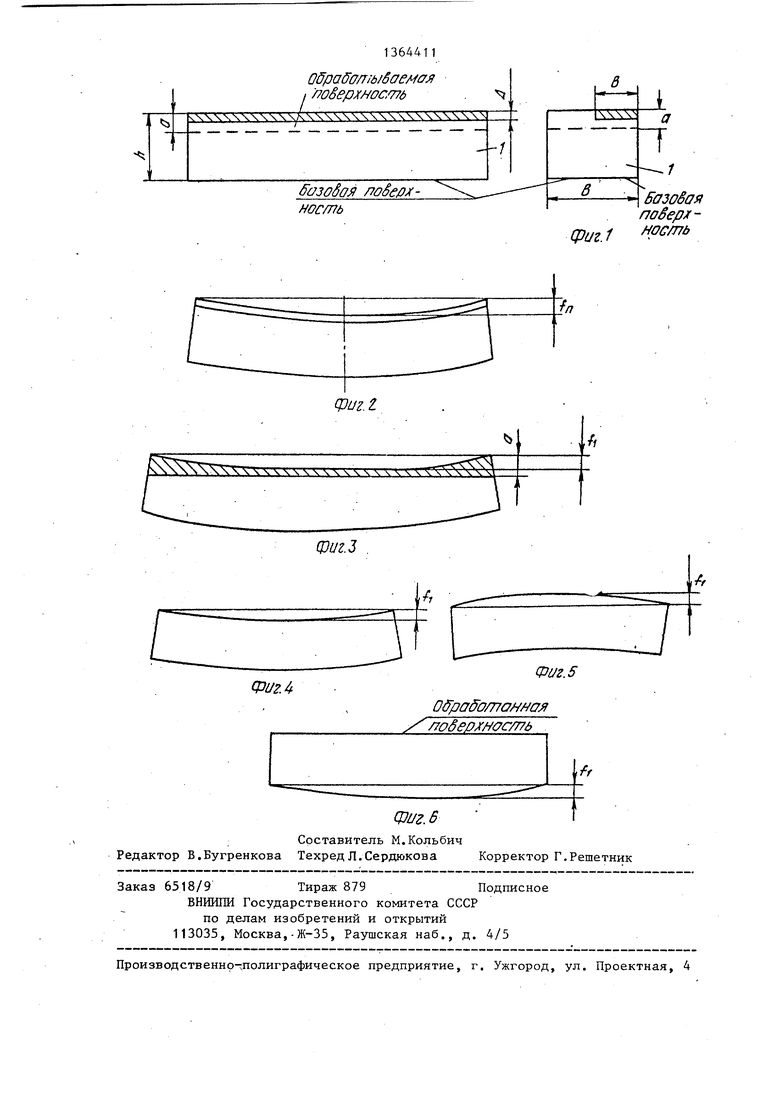
На фиг. 1 представлено удаление припуска U на первом переходе; на фиг. 2 - деталь после первого перехода с прогибом на фиг. 3 - упругая деформация заготовки и снятие оставшегося припуска , на фиг. 4 - заготовка с прогибом f, после удаления всего припуска а и перераспределения остаточных напряжений в случае, если бы заготовку обрабатывали в недеформиррванном состоянии; на фиг. 5 - деталь с прогибом f, после удаления припуска а в деформированном состоянии до перераспределения остаточных напряжений, на фиг. 6 - деталь с прогибом f( базовой поверхности после удаления припуска а в деформированном состоянии и раскрепления (упругая деформация на величину f, скомпенсировалась действием остаточных напряжений после их перераспределения) .
Способ осуществляют следующим образом.
Обрабатывают заготовку (планку) 1 Обработку ведут двумя переходами. На первом переходе удаляют минимальный технологически допустимый для этого перехода припуск Л с части ширины заготовки 1 В/п. После первого перехода измеряют прогиб f„.
Затем производят второй проход, перед которым заготовку 1 упруго деформируют в направлении прогиба „ на величину
где а - общий припуск на обрабатываемую сторону заготовки 1;
п - отношение ширины заготовки к части, с которой снимают припуск &.
После этого снимают оставшуюся часть припуска. После удаления припуска на втором переходе и раскрепления заготовки происходит взаимокомпенсация двух прогибов, равных по величине и Q противоположных по направлениям.
Величина прогнозируемого коробления от перераспределения остаточных напряжений f, направлена в сторону удаляемого припуска, а упругое пос- с ледействие заготовки после предварительной деформации заготовки на эту же величину f, направлено в противоположную сторону. В результате обработанная поверхность получается прямолинейной (фиг. 4-6).
0
Формула изобретения
Способ односторонней механической 5 обработки нежестких деталей по крайней мере двумя переходами, на последнем из которых заготовку окончательно обрабатывают в деформированном состоянии, отличающийся тем, что, с целью повышения качества обработки, на первом переходе снимают минимальный технологически допустимый для этого перехода припуск с части заготовки по ширине, измеряют прогиб заготовки, а затем дефор5
мируют последнюю в направлении прогиба на величину
U. а - -
с г1
f. „. ,
-
п
4045
где f(, - измеренный прогиб заготовки
после первого перехода; Л - припуск на первом переходеJ а - общий припуск на обрабатываемую сторону заготовки; п - отношение ширины заготовки к части, с которой снимают припуска,
.после чего снимают оставшуюся часть припуска.
ffa3oSo лобе/)- ноапь
Базовая поверх- фиг. 1 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней механической обработки нежестких деталей | 1990 |
|
SU1757787A1 |
| Способ правки нежестких изделий | 1985 |
|
SU1263385A1 |
| Способ получения заготовок для нежестких плоских деталей | 1984 |
|
SU1220844A1 |
| Способ механической обработки деталей несколькими переходами | 1988 |
|
SU1613307A1 |
| Способ механической обработки поверхностей нежестких деталей | 1986 |
|
SU1785843A1 |
| Способ механической обработки деталей несколькими переходами | 1980 |
|
SU865638A1 |
| Способ механической обработки нежестких деталей | 1990 |
|
SU1798052A1 |
| Способ обработки нежестких плоских заготовок | 1983 |
|
SU1148766A1 |
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЗАГОТОВОК | 2001 |
|
RU2198769C2 |
| Способ обработки нежестких деталей | 1990 |
|
SU1750857A1 |
Изобретение откосится к области I механической обработки и может быть использовано для обработки маложестких плоскостных деталей типа столов. направляющих, салазок. Цель изобрете-. ния - повышение качества обработки i за счет уменьшения величины коробления. Заготовку обрабатывают в два перехода. На первом переходе с части ширины заготовки снимают минимальный технологически допустимый для этого перехода припуск и измеряют прогиб заготовки. Перед вторьм переходом заготовку деформируют в направлении вьш1еуказанного прогиба на величину f (а-ь:п):U, где f - измерен- ньй прогиб заготовки после первого перехода U - припуск на первом переходе j а - общий припуск на обрабатываемую сторону заготовки,- п - отношение ширины заготовки к части, с которой снимают припуск Д. После этого снимают оставшуюся часть припуска. 6 ил. с б С/)
cpuz. i
.З
ФигЛ
фиг. Б
Составитель М.Кольбич Редактор В.Бугренкова Техред Л.Сердюкова Корректор Г.Решетник
Заказ 6518/9 Тираж 879Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва,-Ж-35, Раушская наб., д. 4/5
Фиг. 5
Od paffo/no/ f a X oSeffjff oc/r76
| Способ механической обработки | 1977 |
|
SU671941A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
