Изобретение относится к области изготовления пружин горячей навивкой и может быть использовано непосредственно при абразивной обработке пружин.
Известен способ обработки торцов пружин, заключающийся в том, что пружину одевают на конусную с буртиком вращающуюся оправку и обрабатывают вращающимся абразивным кругом, режущая часть которого имеет форму острой кромки (способ реализован в Устройстве для торцова- ния пружин по а.с. 667295),
В известном способе при торцевании пружина не имеет четкой постоянной технологической базы, обеспечивающей перпендикулярность обработанных торцовых поверхностей к оси пружины, так как базой пружины при обработка первого торца является необработанная поверхность противоположного торца и все те погрешности, получаемые при обработке первого торца при переворачивании пружины повторяются на втором ее торце. При этом при шлифовании торцов накладываются погрешности,
связанные с усилием врезания, заставляющие пружину прогибаться за счет своего внутреннего зазора на конце конуса. Этот способ неприемлем для обработки тяжелых пружин подвижного состава, где снимается большой припуск.
Наиболее близким к заявляемому является способ шлифования торцов пружин, реализованный в устройстве для шлифования торцов пружин по авт.св. (заявка № 4287664/25-08 положительное решение от 27.01.88г.
Способ шлифования заключается в том, что пружина закрепляется неподвижно с возможностью горизонтального перемещения к вращающемуся шлифовальному Kpvy.
В результате такого шлифования вырабатывается, что приводит к необходимости его правки, По указанному способу шлифуемая пружина находится под постоянным давлением к шлифовальному кругу и не вращается. Проконтролировать припуск на шлифовку без остановки станка не представляется возможным.
1Л
vj СЛ
-ч
00
о о
Ввиду разной угловой скорости участков шлифовального круга, скорости резакия при шлифовании торца различные, то при- еодит к неперпендикулярности торцов обрабатываемой пружины к оси. Этот недостаток компенсируется за счет лишней технологической операции выхаживания, т.е. покачивания пружины по поверхности шлифуемого круга.
Целью предлагаемого изобретения яв- ляется повышение качества за счет обеспечения перпендикулярности терца к оси пружины.
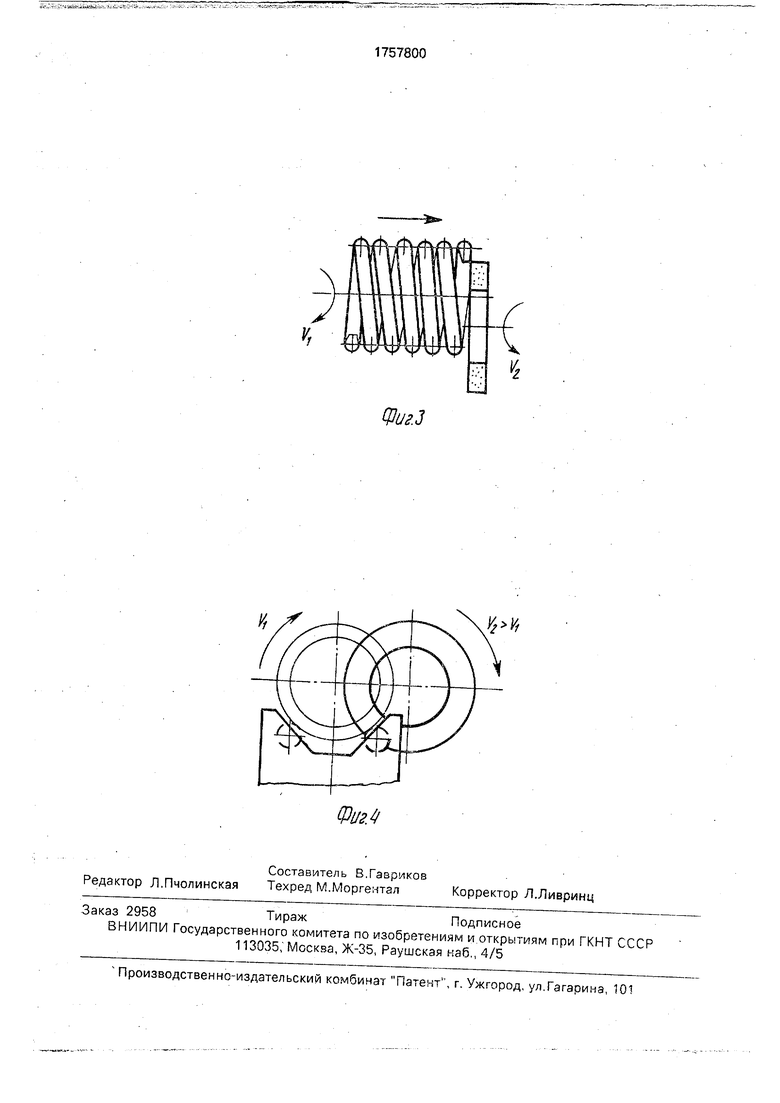
Эта цель достигаете ем, что пружину базируют в призме, а шлифовальному кругу с кольцевой рабочей поверхностью сообщают вращение вокруг собственной оси, которую смещают относительно оси пружины, при этом пружину дополнительно базируют на оправке, сообщают ей вращение и диск- ретную осевую подачу после каждого ее оборота, причем угловые скорости вращения пружины и шлифовального круга не одинаковы.
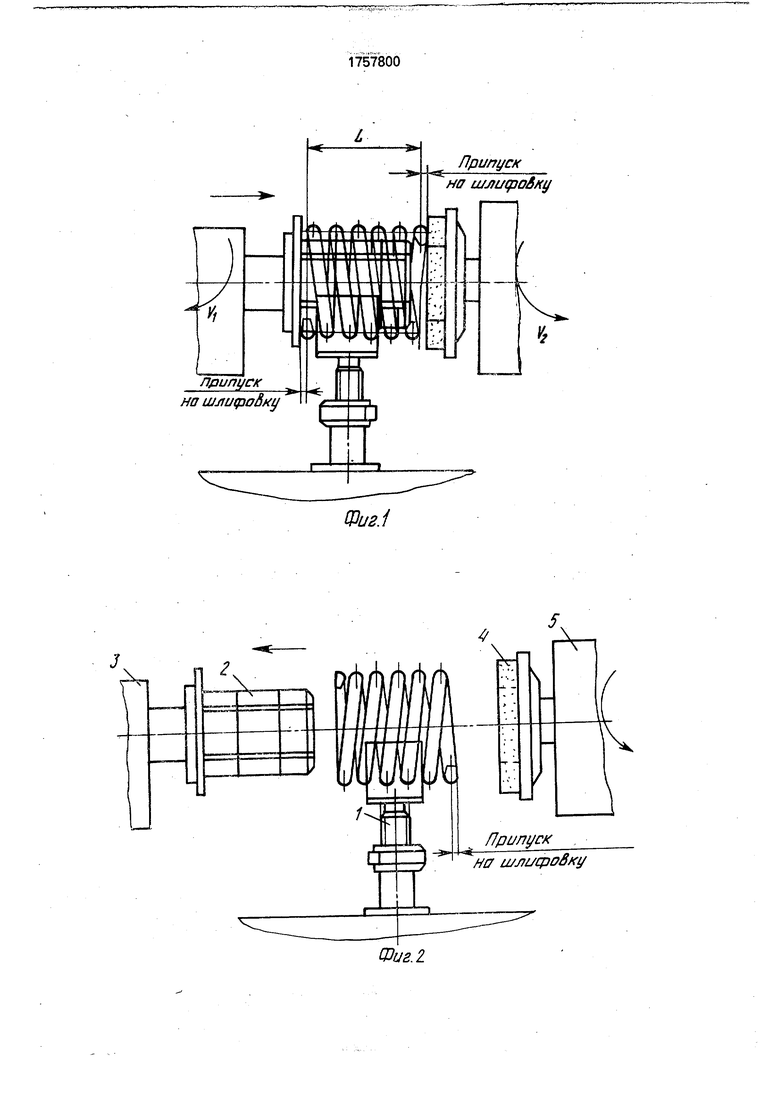
На фиг. 1 показана схема расположения обрабатываемой пружины в рабочем положении устройства для шлифования, реализующего предложенный способ; на фиг. 2 показана схема расположения обрабатываемой пружины в момент загрузки или пеое- ворота пружины; на фиг. 3,4 показана схема расположения торца пружины относительно круга с кольцевой рабочей поверхностью.
Способ осуществляется следующим об- разом.
Для шлифования торцов пружину укладывают в поворотную подставку 1 и закрепляют на подвижной разжимной оправке 2 шпиндельной бабки 3. Затем справку 2 с пружиной быстрой подачи подводят в рабочую зону абразивного круга 4 (фиг. 1), закрепленного на второй шпиндельной бабке 5. Далее оправке 2 с пружиной сообщают вращение, а также осевую рабочую подгчу на один оборот пружины, при этом угловая скорость вращения пружины отличается от угловой скорости вращения круга, т.е. угловая скорость вращения пружины Vi угловой скорости вращения круга V2.
Шлифовальный круг устанавливают таким образом, что его ось смещена относительно оси пружины и вся рабочая поверхность полностью участвует в процессе шлифования.
В связи с тем, что при шлифовании торца нет постоянного давления пружины на шлифовальный круг, то пружина входит в контакте кругом периодически и шлифуется на определенном отрезке торцоеой поверхности,
С целью контроля шлифуемого слоя пружины осевую подэчу пружины осуществляют периодически из каждый оборот пружины, при этом высота шлифуемого слоя будет зависеть от подачи вреззния на один оборот и члсла оборотов. Таким образом, фиксируя число оборотов справки с пружиной с установленной осевой подачей определяют размер сошлифованного слоя с торца пружины. После обработки одного торца пружины (снятия определенного слоя - припуск на шлифовку) вращение пружины прекращают и переворачивают другим торцом. Таким же образом обрабатывают другой торец пружины.
Благодаря такому способу обработки пружины получают гарантированную перпендикулярность торцов пружин к ее оси и необходимый размер псужины при отлкн- ном качеств терцовой поверхности.
Формула изобретения
Способ шлифования торцов пру.кин. при котором их базируют з призме, шлифовальному кругу с кольцевой рабочей поверхностью сообщают вращение вокруг собственной оси. которую смещают относительно оси пружины, отличающийся тем, что, с целью повышения качестве за счет обеспечения перпендикулярности терца к оси пружины, пружину дополнительно базируют на оправке, сообщают й вращение Vi дискретную осевую подачу после каждого ее оборота, причем угловые скорости вращения пружины vi шлифовального крута не равны друг другу.
Припуск
на шлифо&ку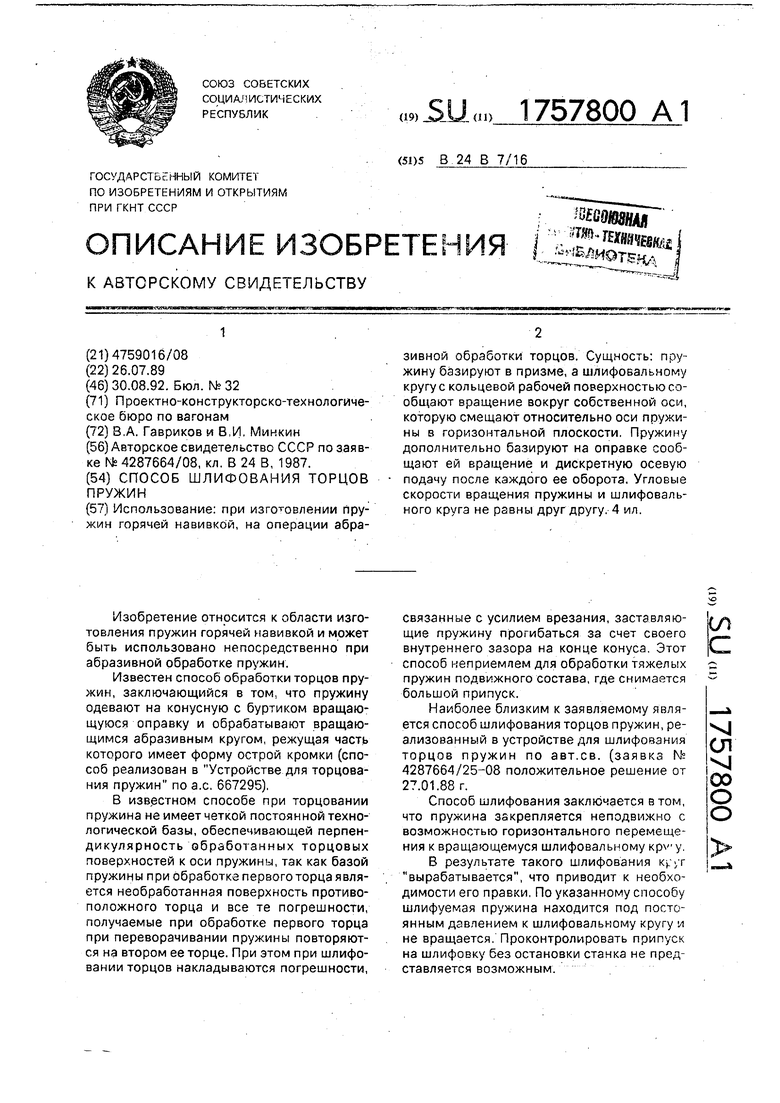

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2007 |
|
RU2351454C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2009 |
|
RU2419531C2 |
| СПОСОБ ПЛОСКОГО ТОРЦОВОГО ПЛАНЕТАРНОГО ШЛИФОВАНИЯ | 2009 |
|
RU2421318C9 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКОГО ТОРЦА НА КОНИЧЕСКИХ РОЛИКАХ | 2016 |
|
RU2674187C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2309035C2 |
| Способ шлифования сферического торца конических роликов | 2019 |
|
RU2734606C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРУГЛОГО ШЛИФОВАНИЯ | 1998 |
|
RU2173250C2 |
Использование: при изготовлении пружин горячей навивкой, на операции абразивной обработки торцов. Сущность: пружину базируют в призме, а шлифовальному кругу с кольцевой рабочей поверхностью сообщают вращение вокруг собственной оси, которую смещают относительно оси пружины в горизонтальной плоскости. Пружину дополнительно базируют на оправке сообщают ей вращение и дискретную осевую подачу после каждого ее оборота. Угловые скорости вращения пружины и шлифовального круга не равны друг другу. 4 ил.
Фиг.1
Прилуск
Hff шлифоВку
Фиг. 2.
fej
| Авторское свидетельство СССР по заявке Ns 4287664/08,кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
