Известны способы доводки отверстий с малым диаметром, но которым в качестве притира используют враодающуюся проволоку.
Особенностью предлагаемого снособа доводки отверстий малого диаметра во втллках большой длины является сообщенне натянутой проволоке, иа которую нанизаны вращающиеся втулки, вращения с обоих концов с одинаковой скоростью. При этом оорабатываемые изделия неподвижшз нл им сообщается вран;ение в обратном вращенню проволоки иаправленин. Заходная часть проволоки занравлена на конус на паибольщую длииу. Такое выполнеиие сиособа иовыщает качество доводки и уменьшает развал обрабатываемого отверстия.
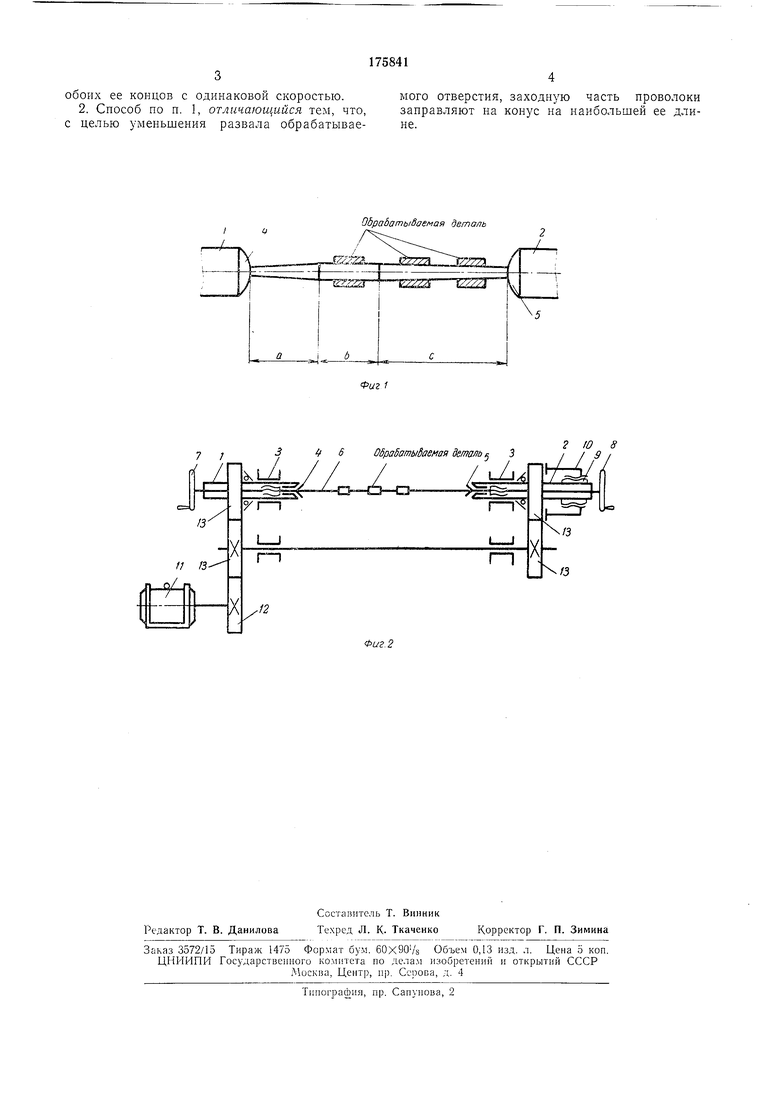
На фиг. 1 изображеиа доводочная проволока для длинных втулок; иа фиг. 2 - кинематическая схема прнспособлепия для осуществлеиия описываемого способа.
На фиг. 1 показапы наибольшее расстояние (заходная часть) с, калибрующее место b па доводочной проволоке и обратный конус (место для доведеииых деталей) а.
На вращающейся доводочной проволоке, натянутой и зажатой с двух сторон, иснравляются дефекты. Можно проводить доводку одновременно нескольких втулок.
Приспособление для осуществления онисываемого способа состопт из двух шпинделей / и 2, вращающихся на втулках 3. В шпиндели вставлены цанги 4 i 5 по диаметру доводочной проволокн 6 для обрабатываемой деталн. Панги затягиваются цангодержателями 7 и 8.
Натяженне доводочной проволоки 6, зажатой с двух сторо1 цангами, осуществляется двумя резьбовыми втулками 9, 10, из которых втулка W - унориая, втулка 9-раснориая. Последияя жестко кренится на шиииделе и ирн повороте упорной втулкн, которая выполнена с накатко, нронсходнт неремещение шпннделя, одновременно с этим происходит натяже1П1е доводочной проволоки 6.
Вращение шпинделей осуществляется от электродвигателя // через шестерии 12, 13.
Предмет изобретения
1. Способ доводки отверстий малого диаметра во втулках больнюй длины с использованием в качестве инструмента вращающейся проволоки, отличающийся тем, что, с целью иовышення качества доводки, иатяиутой проволоке, на которую наиизаиы обрабатываемые втулки, сообщают вращеиие с 3 обоих ее концов с одинаковой скоростью. 2. Способ по п. 1, отличающийся тем, что, с целью уменьшения развала обрабатывае4мого отверстия, заходную часть проволоки заправляют на конус на наибольшей ее длине.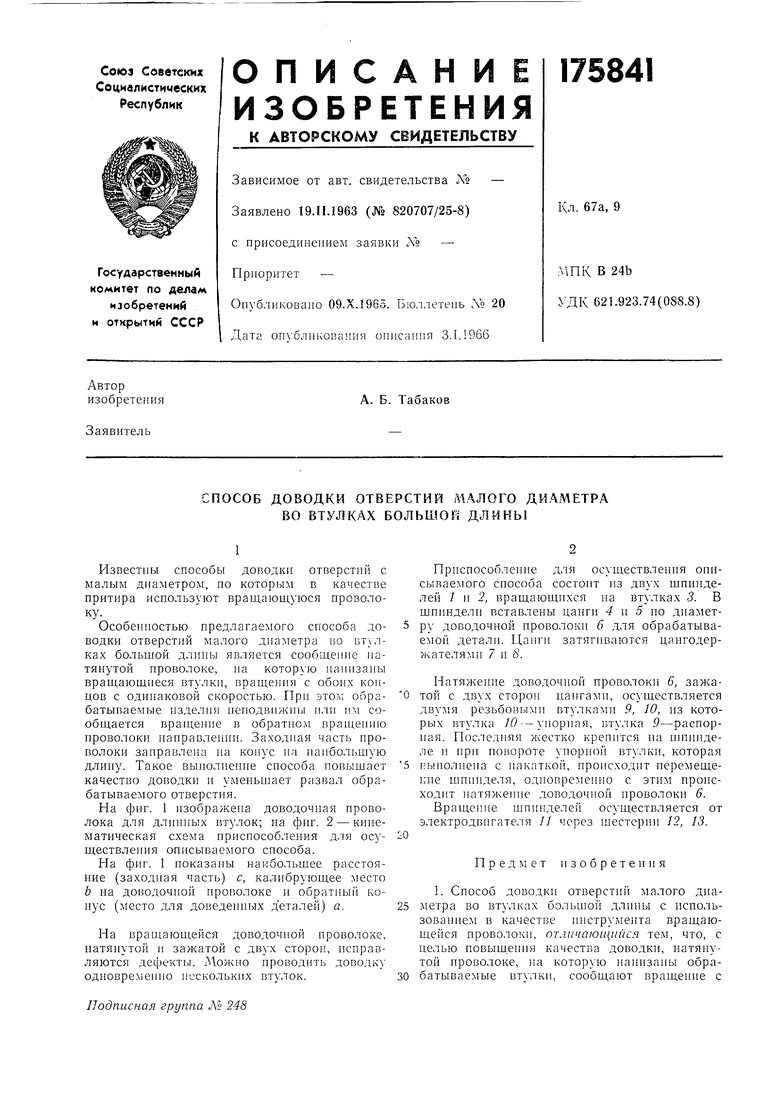
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ШТЕКЕРА (ВАРИАНТЫ) | 1997 |
|
RU2110819C1 |
| Устройство для доводки отверстий | 1989 |
|
SU1692817A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО СОЕДИНИТЕЛЯ (ВАРИАНТЫ) | 1996 |
|
RU2152061C1 |
| Устройство для доводки плоских кольцевых поверхностей клиновых задвижек | 1990 |
|
SU1743836A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Устройство для доводки плоских поверхностей деталей | 1988 |
|
SU1577944A2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Роторный станок для доводки поршневых колец | 1985 |
|
SU1288036A1 |
7 ;
iS
/; 3
о/1гг
п(
ОдраЬатыВоемая деталь
2 10 8
