VJ
СЛ Ю 4 Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лыжеобразования слитка на реверсивном стане горячей прокатки с индивидуальным приводом валков | 1978 |
|
SU766688A2 |
| Устройство для управления приводными двигателями валков горизонтальных клетей толстолистовых и широкополосных станов горячей прокатки | 2023 |
|
RU2809888C1 |
| Способ уменьшения неравномерности хода шпинделей прокатного стана и устройство для его осуществления | 1980 |
|
SU908448A1 |
| Способ асимметричной прокатки передних концов толстых полос в клети с индивидуальным приводом валков | 2017 |
|
RU2661523C1 |
| Прокатная клеть | 1990 |
|
SU1722634A1 |
| Система автоматического управления главным приводом обжимного стана | 1980 |
|
SU942835A1 |
| Способ реверсивной прокатки | 1990 |
|
SU1741945A1 |
| Система автоматического формирования режима захвата обжимного стана | 1983 |
|
SU1130424A1 |
| Способ лыжеобразования слитка на реверсивном стане горячей прокатки с индивидуальным приводом валков | 1974 |
|
SU528974A1 |
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |
Использование: обжимные станы, автоматизация. Сущность изобретения: устройство содержит датчик 2 раствора валков, датчик 1 частоты вращения нижнего валка, реле 3 статического тока, задатчик 4 радиуса закругления лыжеобразного раската, управляемый делитель 8, умножитель 9, узел 10 коммутации, схему 11 совпадения, схему 7 сравнения, интегратор 6, задатчик 5 длины лыжеобразного конца раската. 1-6-7-11-10, 2-8-9-10. 1-9. 4-8. 3-6,3-11,5-7.2 с.п.ф-лы, 2 ил.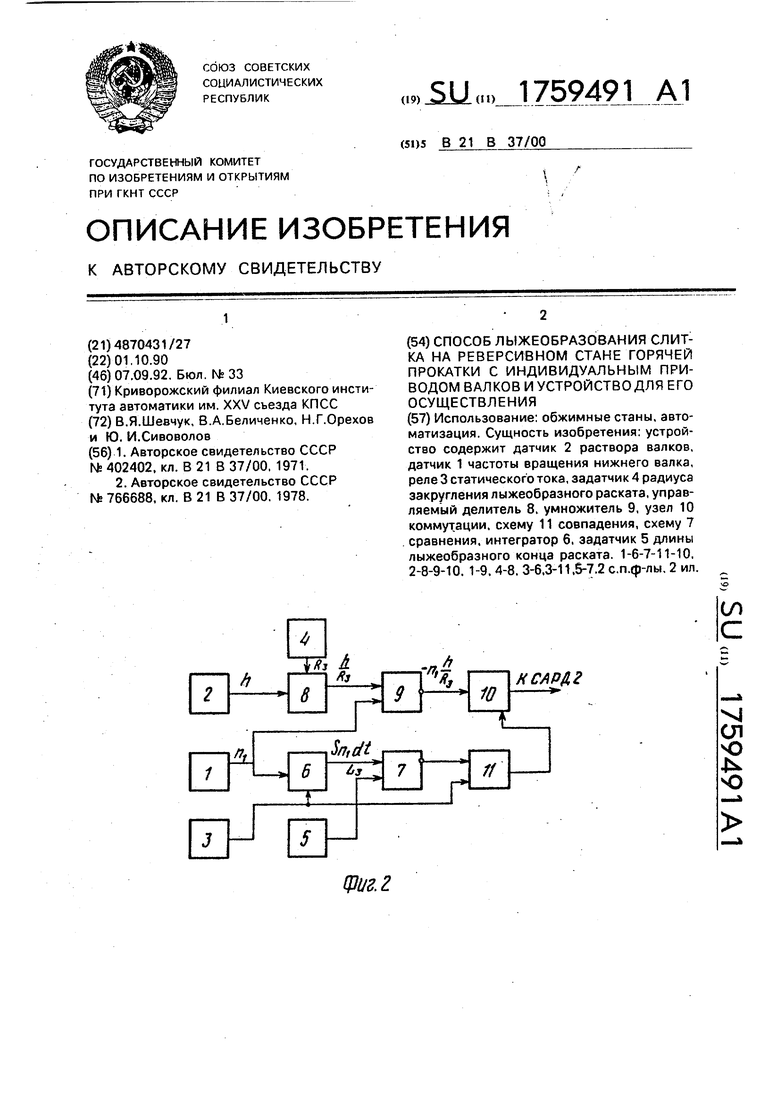
Фиг. г
Изобретение относится к автоматизации прокатного производства, в частности к автоматизации обжимных станов.
Известно устройство для автоматического регулирования лыжеобразования при прокатке с индивидуальным приводом валков, включающее блок резисторов в системе управления двигателем, реле, датчик тока, пропорциональный усилитель, включенный на выходе системы регулирования двигателем, RC-цепочку и ключ, содержащий в цепи управления последовательно соединенные в прямом направлении диоды и стабилитрон, включенный между RC-це- почкой и датчиком тока и параллельно им
Недостатком известного устройства является то, что величина рассогласования скоростей валков в зависимости от геометрических размеров раската и скорости захвата задается оператором вручную, а не автоматически.
Наиболее близким к предлагаемому является способ лыжеобразования слитка на реверсивном стане горячей прокатки с индивидуальным приводом валков 2 путем установки разности скоростей вращения нижнего и верхнего валков клети до момента захвата слитка и доведения указанной разности скоростей-вращения до нуля по окончании процесса лыжеобразования, автоматического уменьшения абсолютного рассогласования скоростей вращения валков при скорости захвата выше заданного значения и увеличения этого рассогласования при скорости захвата ниже заданного значения, причем относительное рассогласование скоростей вращения валков регули- руютавтоматическиобратно
пропорционально квадрату скорости захвата изменением абсолютного рассогласования скоростей вращения валков обратно пропорционально скорости захвата, измерения ширины и толщины заготовки и корректировки рассогласования скоростей вращения валков, изменяемого обратьо пропорционально скорости захвата в соответствии с выражением
bh2
М а4
где а - предел текучести;
b - ширина заготовки;
h - высота (толщина) заготовки.
В указанном способе, в отличие от 1, управление лыжеобрэзованием осуществляется автоматически. Однако, как видно из приведенного в описании к 2 примера реализации способа, лыжеобразование, как и в 1, осуществляется за фиксированный
(одинаковый для всех пропусков) промежуток времени, задаваемый заимствованным из 1 блоком 11 отключения лыжеобразования. В связи с этим известный способ 2 не
обеспечивает идентичность лыжеобразования во всех пропусках, а следовательно, точности работы стана, т.к. радиус закругления и длина лыжи (по нижней, обращенной к роль гангу, поверхности раската) изменяются от пропуска к пропуску в зависимости от величины скорости захвата и размеров поперечного сечения раската.
Кроме этого, указанный способ обеспечивает удовлетворительное лыжеобразование раската только в небольшом диапазоне скоростей захвата (например, для скоростей об/мин, рекомендуемых технологическими инструкциями большинства блюмингов СССР, как оптимальные).
Цель изобретения - повышение точности работы стана при лыжеобразовании.
Поставленная цель достигается способом, предусматривающим установку разности частот вращения нижнего и верхнего валков клети, измерение раствора валков, задание радиуса и измерение длины лыже- образного конца раската и сравнение ее с заданной, отличающаяся тем, что разность
частот вращения верхнего и нижнего валков устанавливают с момента захвата путем уменьшения в следящем режиме частоты вращения верхнего валка на величину прямо пропорциональную частоте вращения
нижнего валка и раствору валков и обратно пропорциональную заданному радиусу лы- жеобразного конца раската, причем разность частот вращения нижнего и верхнего валков устанавливают равной нулю в момент равенства измеренной длины лыжеоб- разного конца раската заданной.
Таким образом, по сравнению с прототипом, предложенное решение имеетследующие существенные отличительные признаки:
разность частот вращения верхнего и нижнего валков устанавливают с момента захвата;
указанную разность частот устанавливают путем уменьшения в следящем режиме частоты вращения верхнего валка на величину прямо пропорциональную частоте вращения нижнего валка и раствору валков
и обратно пропорциональную заданному радиусу лыжеобразного конца раската;
указанную разность частот устанавливают равной нулю в момент равенства изме- ренной длины лыжеобразного конца раската заданной.
Наличие вышеперечисленных отличительных признаков свидетельствует о соответствии требованиям новизны.
По всем существенным отличительным признакам известных технических решений не обнаружено. Следовательно, предлагаемое техническое решение соответствует критерию существенные отличия.
Поскольку заявляемая совокупность признаков позволяет достигнуть цель (повысить точность работы обжимного стана при лыжеобразовании), обусловленную отличительными существенными признаками, заявляемое техническое решение соответствует требованиям положительного эффекта по наличию разницы в результатах.
В основу способа положен принцип обеспечения идентичности параметров лыжи, т.е. радиуса закругления и длины нижней поверхности раската, во всех пропусках при различных скоростях захвата.
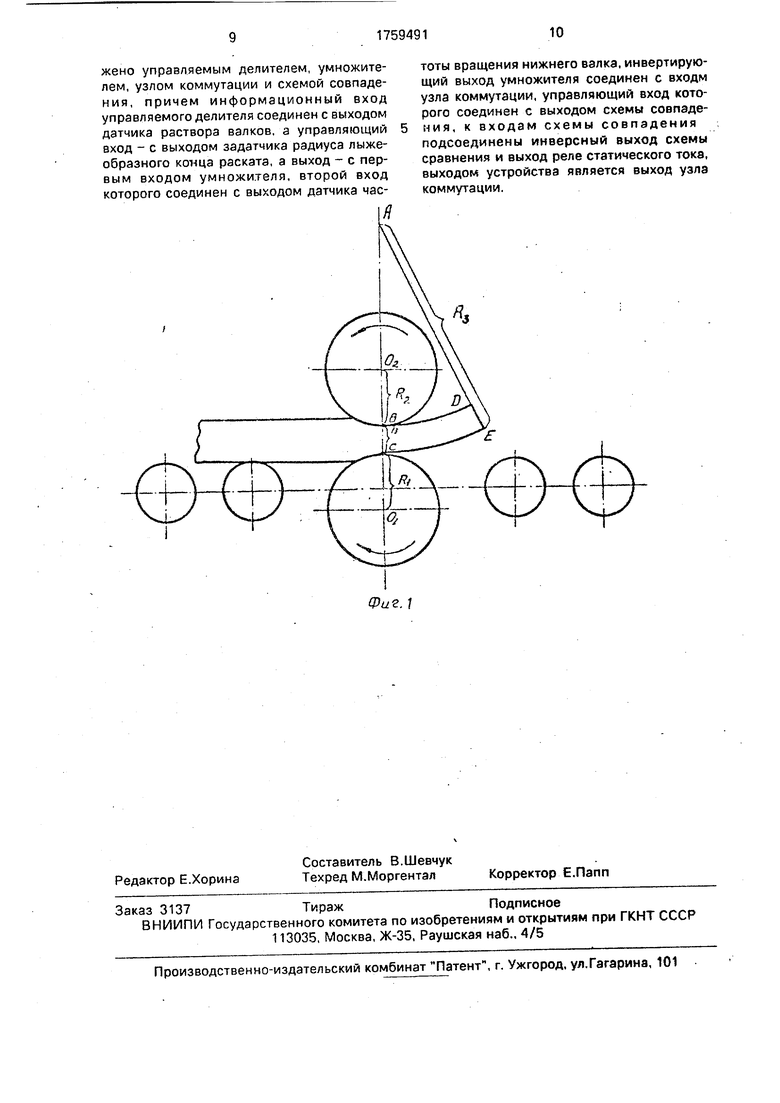
На фиг. 1 схематически изображен процесс лыжеобразования.
Частота вращения верхнего валка па меньше частоты вращения нижнего валка на величину рассогласования Д п, т.е.
П2 П1-Дп.(1)
Окружные скорости Vi ниднего и V2 верхнего валков определяются выражениями Vi 2jrRmi(2)
V2 2л: R2n2(3)
где RI, Ra - радиусы соответственно нижнего и верхнего валков.
Окружные скорости нижней VH и верхней VB поверхностей раската
VH 2 л Рзпз(4)
Ув 2я(Нз-Ь)пз (5) где пз - частота вращения любой точки лы- жи относительно центра в точке А;
Нз - заданный радиус закругления лыжи ;
h - толщина лыжи. Учитывая, что влияние опережения на скорость выхода металла из валков несущественно (для обжимного стана оно не превышает 3%), с небольшой погрешностью можно считать, что Vi VH, V2 VB, и, приравняв правые части выражений (2) и (4) и (3) и (5), получим
mRi ri3R3(6)
n2R2 пз(Рз - h) ,(7)
Определив пз из(б) и подставив его значение в (7), получаем
Ri(R3-h)
П2 П1
(8)
R2-R3
С учетом того, что диаметры прокатных валков обжимных станов одинаковы, выражение (8) приобретает вид
( R3 - h )h
П2-Ш Ra I -ni-ni ж
.(9)
Таким образом, из (9) с учетом (1) получаем выражение для величины рассогласо- вания частот вращения валков при лыжеобразовании
Дп-щ-щ--(10)
Из (10) видно, что при заданном радиусе
закругления лыжи RS величина рассогласования частот вращения Д п, обеспечивающая постоянство Рз во всех пропусках при прокатке раската на реверсивном обжимном стане, завист от частоты вращения нижнего валка ni и от, толщины h переднего конца раската после клети (толщины лыжи).
Длина L прокатаной части переднего конца раската может быть определена интегрированием частоты вращения валка, начиная с момента захвата. Для нижней, обращенной к рольгангу, поверхности раската выражение для длины прокатанной части имеет вид
.(10)
На фиг. 1 представлена структурная схема устройства для лыжеобразования слитка
на реверсивном стане горячей прокатки с индивидуальным приводом валков.
Устройство, содержащее датчики 1 и 2 соответственно частоты вращения нижнего валка и раствора валков, реле 3 статического тока, задатчмки 4 и 5 соответственно радиуса и длины лыжеобразного конца раската, интегратор б, вход которого соединен с выходом датчика 1 частоты вращения нижнего валка, а управляющий вход - с выходом реле 5 статического тока, схему 7 сравнения, первый вход которой соединен с выходом интегратора б, а второй - с выходом задатчика 5 длины лыжеобразного конца раската, снабжено управляемым
делителем 8, умножителем 9, узлом 10 коммутации и схемой 11 совпадения, причем информационный вход управляемого делителя 8 соединен с выходом датчика 2 раствора валков, а управляющий вход- с выходом
задатчика 4 радиуса лыжеобразного конца раската, а выход- с первым входом умножителя 9, второй вход которого соединен с выходом датчика 1 частоты вращения нижнего валка, инвертирующий выход умножителя 9 соединен с входом узла 10 коммутации, управляющий вход которого соединен с выходом схемы 11 совпадения, к входам схемы совпадения подключены инверсный выход схемы 7 сравнения и выход
реле 3 статического тока, выходом устройства является выход узла коммутации.
Устройство работает следующим образом.
Задатчиком 4 устанавливают величину необходимого радиуса закругления лыжи R3. Очевидно, (фиг. 2). что Рз должен быть больше радиуса прокатного валка. Необходимую длину лыжи устанавливают за- датчиком 5.
В исходном состоянии, до захвата раската на выходе реле 3 статического тока - нулевой уровень, на инверсном выходе схемы 7 сравнения - единичный уровень. При этом заблокирована работа интегратора 6 и закрыт нулевым уровнем с выхода схемы 11 совпадения узел 10 коммутации. С выхода устройства сигнал на рассогласование частот вращения валков не выдается.
Сигнал рассогласования частот вращения валков вырабатывается следующим образом.
Сигнал (h), пропорциональный раствору валков, с датчика 1 делителем 8 делится на сигнал (Яз), пропорциональный заданному радиусу Вз закругления лыжи. Выходные
сигналы делителя 8 (тт- ) и датчика 1 (т)
частоты вращения нижнего валка перемножаются умножителем 3, результат инвертируется
и сигнал (-Щ ) , пропорциональный величине рассогласования частот вращения валков, поступает на вход узла коммутации.
С момента захвата раската на выходе реле 3 статического тока устанавливается единичный уровень, по которому разрешае- тя работа интегратора 6, и в результате совпадения единичных уровней на обоих входах схемы 11 совпадения открывается узел 10 коммутации и сигнал рассогласования поступает в САР приводного двигателя верхнего валка, уменьшая частоту его вращения на величину А п щ . Таким
образом частота вращения верхнего валка во время лыжеобразования будет равняться
П2(лыж.) П2 - ni - где па - заданная кз
частота вращения верхнего валка при отсутствии лыжеобразования.
Когда на выходе интегратора б сигнал (Sndt), пропорциональный длине прокатанной части раската, превысит сигнал (), пропорциональный заданной длине лыжи, поступающий от задатчика 5, на инверсном выходе схемы 7 сравнения устанавливается нулевой уровень, узел 10 коммутации через схему 11 совпадения закрывается и сигнал
рассогласования частот вращения валков с выхода устройства не выдается, процесс лыжеобразования прекращается. После выброса раската на выходе реле 3
статического тока устанавливается нулевой уровень, по которому обнуляется интегратор 6 и блокируется его работа. Устройство приходит в исходное состояние.
Таким образом, предлагаемые способ и
0 устройство для его реализации обеспечивают заданные радиус закругления и длину лыжи во всех пропусках при прокатке на обжимном стане с индивидуальным приводом валков независимо от изменяющихся
5 высоты раската и скорости захвата.
Применение изобретения позволит повысить точность работы стана при лыжеоб- разовании, уменьшить динамические нагрузки на оборудование за счет исключе0 ния ударов переднего конца раската о ролики рольганга, увеличить срок службы и производительность обжимного стана. Формула изобретения
5 захвата путем уменьшения в следящем режиме частоты вращения верхнего валка на величину, прямо пропорциональную частоте вращения нижнего валка, и раствору валков и обратно лроцорциональную
0 заданному радиусу лыжеобразного конца раската, причем разность частот вращения нижнего и верхнего валкое устанавливают равной нулю в момент равенства измеренной длине лыжеобразного конца раската за5 данной.
0 нижнего валка и раствора валков, реле статического тока, задатчики радиуса и длины лыжеобразного конца раската, интегратор, вход которого соединен с выходом датчика частоты вращения нижнего валка, а управ5 ляющий вход - с выходом реле статического тока, схему сравнения, первый вход которой соединен с выходом интегратора, а второй - с выходом задатчика длины лыжеобразного конца раската, отличающееся тем, что, с целью повышения точности, оно снабжено управляемым делителем, умножителем, узлом коммутации и схемой совпадения, причем информационный вход управляемого делителя соединен с выходом датчика раствора валков, а управляющий вход - с выходом задатчика радиуса лыже- образного конца раската, а выход - с первым входом умножителя, второй вход которого соединен с выходом датчика часи
тоты вращения нижнего валка, инвертирующий выход умножителя соединен с входм узла коммутации, управляющий вход которого соединен с выходом схемы совпадения, к входам схемы совпадения подсоединены инверсный выход схемы сравнения и выход реле статического тока, выходом устройства является выход узла коммутации.
Фи-г. 1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU402402A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ лыжеобразования слитка на реверсивном стане горячей прокатки с индивидуальным приводом валков | 1978 |
|
SU766688A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
