(54) СПОСОБ ЛЫЖЕОБРАЗОВАНИЯ СЛИТКА НА РЕВЕРСИВНОМ
СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ С ИНДИВИДУАЛЬНЫМ
ПРИВОДОМ ВАЛКОВ
I
Изобретение относится к автоматизации процесса прокатки металла на обжимных реверсивных станах типа блюминг, слябинг, а также толстолистовых с индивидуальным электроприводом рабочих валков.
Известен способ автоматического изменения абсолютного рассогласования скоростей вращения валков по основному авт. св. № 528974 путем уменьшения этого рассогла.сования при увеличении скорости захвата выше заданного значения и увеличения этого рассогласования при скорости захвата ниже заданного значения, причем относительное рассогласование скоростей вращения валков регулируют автоматически обратно пропорционально квадрату скорости захвата изменением абсолютного рассогласования скоростей вращения валков обратно пропорционально скорости захвата.
Недостатком такого способа является то, что при существенном изменении сечений металла в процессе прокатки, когда изменяются как высота, так и ширина заготовки, например на блюминге, зачастую необходимо для обеспечения заданного лыжеобразования вручную корректировать рассогласование скоростей вращения валков в функции размеров поперечного сечения заготовки в пропуске.
Действительно, известно, что изгибающий момент М определяется выражением
,.
где о - предел текучести; в - щирина заготовки; h - выходная высота заготовки (толщина).
При этом благодаря относитепьно неболь10 шому изменению температуры заготовки в цикле обжатий изменением предела текучести возможно пренебречь по сравнению с изменением высоты (толщины) заготовки.
В описываемом способе с целью повыще15ния точности и надежности работы стана дополнительно измеряют ширину и толщину заготовки и сигнал, пропорциональный толщине заготовки, возводят в квадрат, умножают на сигнал, пропорциональный щирине 20 заготовки, а полученным произведением корректируют сигнал, пропорциональный рассогласованию скоростей вращения валков, который изменяют обратно пропорционально скорости захвата.
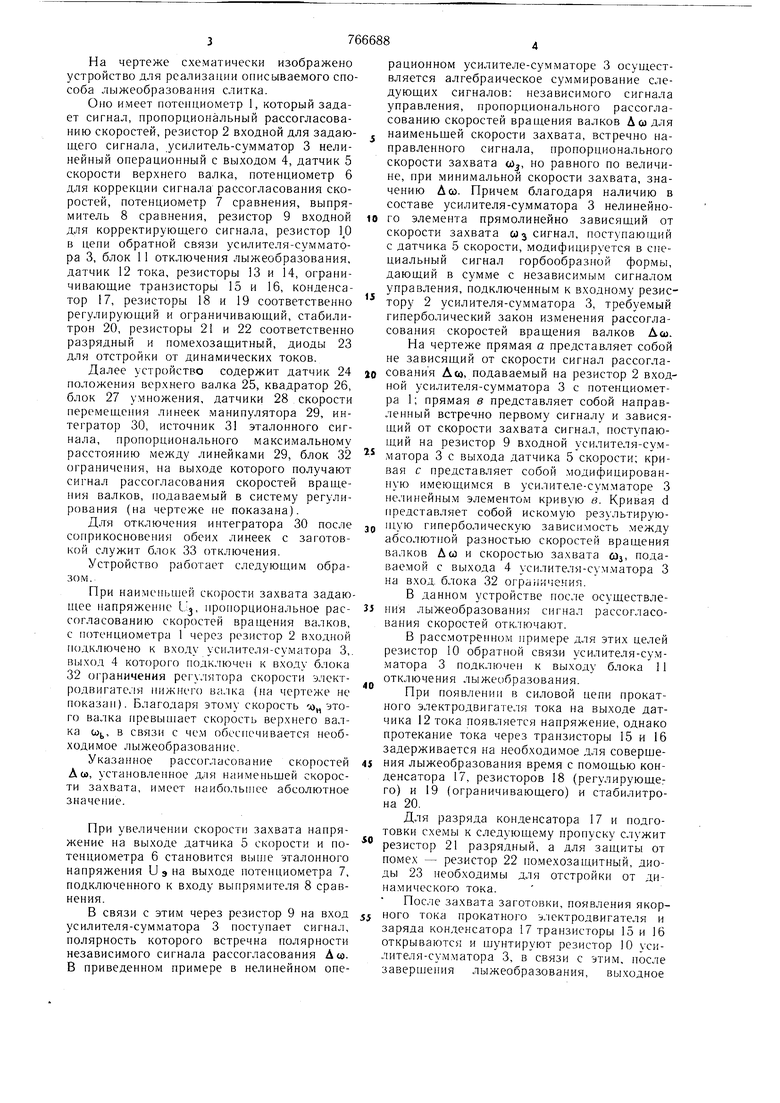
На чертеже схематически изображено устройство для реализации описываемого способа лыжеобразования слитка.
Оно имеет потенциометр 1, который задает сигнал, пропорциональный рассогласованию скоростей, резистор 2 входной для задающего сигнала, усилитель-сумматор 3 нелинейный операционный с выходом 4, датчик 5 скорости верхнего валка, потенциометр 6 для коррекции сигнала рассогласования скоростей, потенциометр 7 сравнения, выпрямитель 8 сравнения, резистор 9 входной для корректирующего сигнала, резистор Ш в цепи обратной связи усилителя-сумматора 3, блок 11 отключения лыжеобразования, датчик 12 тока, резисторы 13 и 14, ограничивающие транзисторы 15 и 16, конденсатор 17, резисторы 18 и 19 соответственно регулирующий и ограничивающий, стабилитрон 20, резисторы 21 и 22 соответственно разрядный и помехозащитный, диоды 23 для отстройки от динамических токов.
Далее устройство содержит датчик 24 положения верхнего валка 25, квадратор 26, блок 27 умножения, датчики 28 скорости перемещения линеек манипулятора 29, интегратор 30, источник 3 эталонного сигнала, пропорционального максима.тьному расстоянию между линейками 29, блок 32 ограничения, на выходе которого получают сигнал рассогласования скоростей вращения валков, подаваемый в систему регулирования (на чертеже не показана).
Для отключения интегратора 30 после соприкосновения обеих линеек с заготовкой служит блок 33 отключения.
Устройство работает следующим образо.м.
При наимепьц ей скорости захвата задающее напряжение Ц, пропорциональное рассогласованию скоростей вращения валков, с потенциометра 1 через резистор 2 входной подключено к входу усилителя-суматора 3,. выход 4 которого подк.,чючен к входу блока 32 ограничения регхлятора скорости электродвигателя пижне1Ч) валка (на чертеже не показан). Благодаря этому скорость .о„ этого валка превышает скорость верхнего валка со,, в связи с че.м обеспечивается необходимое лыжеобразованис.
Указанное рассогласование скоростей А ы, установленное для наименьщей скорости захвата, имеет наибольшее абсолютное значение.
При увеличении скорости захвата нанряжение на выходе датчика 5 скорости и потенциометра 6 становится вьнне эталонного напряжения U э на выходе потенциометра 7, подключенного к входу выпрямителя 8 сравнения.
В связи с этим через резистор 9 на вход усилителя-сумматора 3 поступает сигнал, полярность которого встречна полярности независимого сигнала рассогласования Доз. В приведенном примере в нелинейном операционном усилителе-сумматоре 3 осуществляется алгебраическое суммирование следующих сигналов: независимого сигнала управления, пропорционального рассогласованию скоростей вращения валков Д со для
наименьщей скорости захвата, встречно направленного сигнала, пропорционального скорости захвата osj, но равного по величине, при .минимальной скорости захвата, значению Лео. Причем благодаря наличию в составе усилителя-сумматора 3 нелинейного элемента прямолинейно зависящий от скорости захвата ы сигнал, поступающий с датчика 5 скорости, модифицируется в специальный сигнал горбообразной формы, дающий в сумме с независимым сигналом управления, подключенным к входному резистору 2 усилителя-сумматора 3, требуемый гиперболический закон изменения рассогласования скоростей вращения валков Асо. На чертеже прямая а представляет собой не зависящий от скорости сигнал рассоглаO сования Ли), подаваемый на резистор 2 входной усилителя-сумматора 3 с потенциометра 1; прямая в представляет собой направленный встречно первому сигналу и зависящий от скорости захвата сигнал, поступающий на резистор 9 входной усилителя-су.м матора 3 с выхода датчика 5 скорости; кривая с представляет собой модифицированную имеющимся в усилителе-сумматоре 3 нелинейны.м элементом кривую в. Кривая d представляет собой искомую результирую0 П1ую гиперболическую зависимость .между абсолютной разностью скоростей вращения валков Да и скоростью захвата CJj. подаваемой с выхода 4 усилителя-сумматора 3 на вход, блока 32 ограничения.
В данно.м устройстве noc,ie осуществле.J НИИ лыжеобразования сигнал рассогласования скоростей отключают.
В рассмотренном примере для этих целей резистор 10 обратной связи усилителя-су.мматора 3 подключен к выходу блока 11 отключения лыжеобразования.
При появлении в силовой цепи прокатного электродвигателя тока на выходе датчика 12 тока появляется напряжение, однако протекание тока через транзисторы 15 и 16 задерживается на необходимое для соверще5 ния лыжеобразования время с помощью конденсатора 17, резисторов 18 (регулирующе.го) и 19 (ограничивающего) и стабилитрона 20.
Для разряда конденсатора 17 и подготовки схемы к следующему пропуску служит резистор 21 разрядный, а для защиты от помех - резистор 22 помехозащитный, диоды 23 необходимы для отстройки от динамического тока.
После захвата заготовки, появления якорного тока прокатного электродвигателя и заряда конденсатора 17 транзисторы 15 и 16 открываются и шунтируют резистор 10 усилителя-сумматора 3, в связи с этим, после завершения лыжеобразования, вы.ходное напряжение этого усилителя и рассогласование скоростей двигателей становится равным нулю. Для учета геометрических размеров заготовки, определяющих момент ее изгиба при лыжеобразовании (см. выражение 1), с датчика 24 положения верхнего валка 25 сигнал, пропорциональный толщине h,поступает на вход квадрата 26, выход которого соединен с одним из выходов блока 27 умножения. С выходов датчиков 28 скорости движения линеек манипулятора 29 сигналы (одинакового знака) поступают на вход интегратора 30, куда поступает также эталонный встречный источник 31, пропорциональный максимально возможному расстоянию между линейками. При соприкосновении линеек с заготовкой от соответствующего импульса, например от тока унора электродвигателей линеек или от сигнала начального отрицательного ускорения линеек (при соприкосновении их с заготовкой), входные сигналы интегратора 30 отключаются на время прокатки металла в данном пропуске с помощью блока 33 отключения, например, путем закорачивания -входов интегратора 30. При этом на выходе интегратора получается и остается запомненным на необходимое время сигнал, равный разности между максимально возможным расстоянием между линейками и величиной пути, пройденного обеими линейками вплоть до касания их с заготовкой, т. е. пропорциональный ширине заготовки в. Этот сигнал поступает в качестве второго сомножителя в блок 27 умножения, в результате чего на выходе блока 27 умножения получают сигнал, пропорциональный произведению /с -в -h (где к -Д), т. е. моменту пластического изгиба металла. Этот сигнал в качестве корректирующего напряжения поступает на вход блока 32 ограничения, куда подан сигнал с выхода 4 усилителя-сумматора 3, пропорциональный постоянной разности запаса кинетической энергии линий вер.хнего и нижнегг: валков перед захватом заготовки. Указанное постоянство разности кинетической энергии линий вер.хнего и нижнего валков, определяющее при заданном сечении заготовки размеры лыжи, обеспечивается посредством изменения рассогласования скоростей вращения верхнего и нижнего валков обратно пропорционально скорости захвата. Блок 33, определяющий рассогласование скоростей вращения валков перед захватом не только обеспечивает постояноство разности запаса кинетической энергии линий верхнего и нижнего валков, но также учитывает момент пластического изгиба заготовки. Следовательно, размеры лыжи автоматически поддерживаются заданными независимо от скорости захвата и поперечного сечения заготовки. Необходимо отметить, что подготовка входов интегратора 30 к следующему пропуску и сброс на ноль запомненного для данного пропуска выходного напряжения этого интегратора, пропорционального ширине заготовки, осуществляется с помощью не показанных на чертеже контактов реле статического тока. Формула изобретения Способ лыжеобразования слитка на реверсивном стане горячей прокатки с индивидуальным приводом валков по авт. св. № 528974, отличающийся тем, что, с целью повышения надежности и точности работы стана, дополнительно измеряют ширину и толщину заготовки и корректируют рассогласование скоростей вращения валков, изменяемое обратно пропорционально скорости захвата в соответствии с выражением М б , где б - предел текучести; в - ширина заготовки; h - высота (толщина) заготовки.