Изобретение относится к листопрокатному производству.
Известна прокатная клеть с неодинаков выми крутильными жесткостями трансмиссий валков, оснащенных для снижения динамических нагрузок тормозным устройством, встроенным в клеть и выполненным в виде колодок с приводом, накладываемым непосредственно на бочки валков.
Данной инструкции присущ недостаток, заключающийся в длительном взаимодействии колодок и бочек валков, что не позволяет в кратчайшее время достичь технически, обоснованных параметров прокатки, обеспечить заданные кинематические и силовые параметры очага деформации и приводит к излишнему расходу металла, а взаимодей .
ствие колодок непосредственно с бочками валков вызывает дефекты поверхности бочек и не позволяет получить листы высокого качества.
Наиболее близким к изобретению является прокатная клеть, содержащая верхние и нижние рабочие и опорные валки, приводные линии верхнего и нижнего рабочих валков с неодинаковой крутильной жесткостью трансмиссий, размеры валов, шпинделей приводных линий и диаметры рабочих и опорных валков которой выполнены с соблюдением определённого соотношения.
Однако при захвате металла валками, осуществляемом при скоростях прокатки соответствующих частотам вращения рабочих валков, значительно меньшим, чем вызывающие резонансные колебания, на нестационарной стадии прокатки при силовом замыкании через пластически деформируе- мый металл вследствие различий в крутильных жесткоетях трансмиссий приводных линий верхнего и нижнего рабочих валков возникает несинхронное нарастание нагрузки в трансмиссиях, приводящее к возникновению динамической скоростной асимметрии рабочих валков, с менее скоростным верхним рабочим валком. Скоростная асимметрия вызывает смещение очага деформации и при относительной длине очага деформации m 2, характерной в случае использования клети в качестве чистовой, приводит к изгибу переднего конца раската на нижний рабочий валок, обладающий большей скоростью вращения, где относительная длина очага деформации m
2|R ( H - h)1
R - радиус рабочих вал
H +h
ков; H. h - толщина раската до и после пропуска. Изгиб переднего конца раската на нижний рабочий валок не дает возмож- ности обеспечить лыжеобразование на переднем конце раската и приводит к ударам раската о станинный ролик, дополнительным динамическим нагрузкам при прокатке, ухудшению условий захвата готовой полосы моталкой при сворачивании рулона вследствие деформирования переднего конца полосы, излишнему расходу металла и невысокому качеству готовых листов. :
Целью изобретения является сокраще- ние расхода металла и повышение качества готовых листов путем снижения динамических нагрузок и уменьшения изгиба переднего конца раската за счет обеспечения лыжеобразования на переднем.конце рас- ката, устранения ударов раската о станинный ролик, дополнительных динамических нагрузок при прокатке, возможности оковывания нижнего валка тонким и нежестким в последних чистовых пропусках раскатом и улучшение условий захвата готовой полосы моталкой при сворачивании рулона.
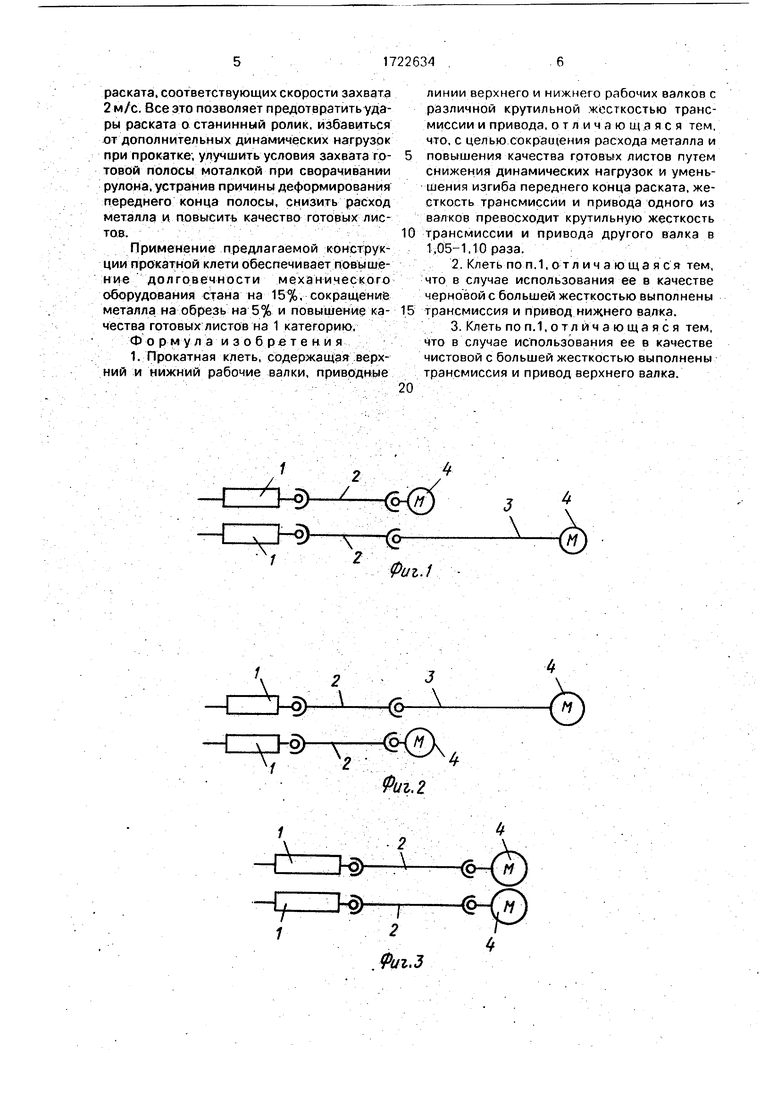
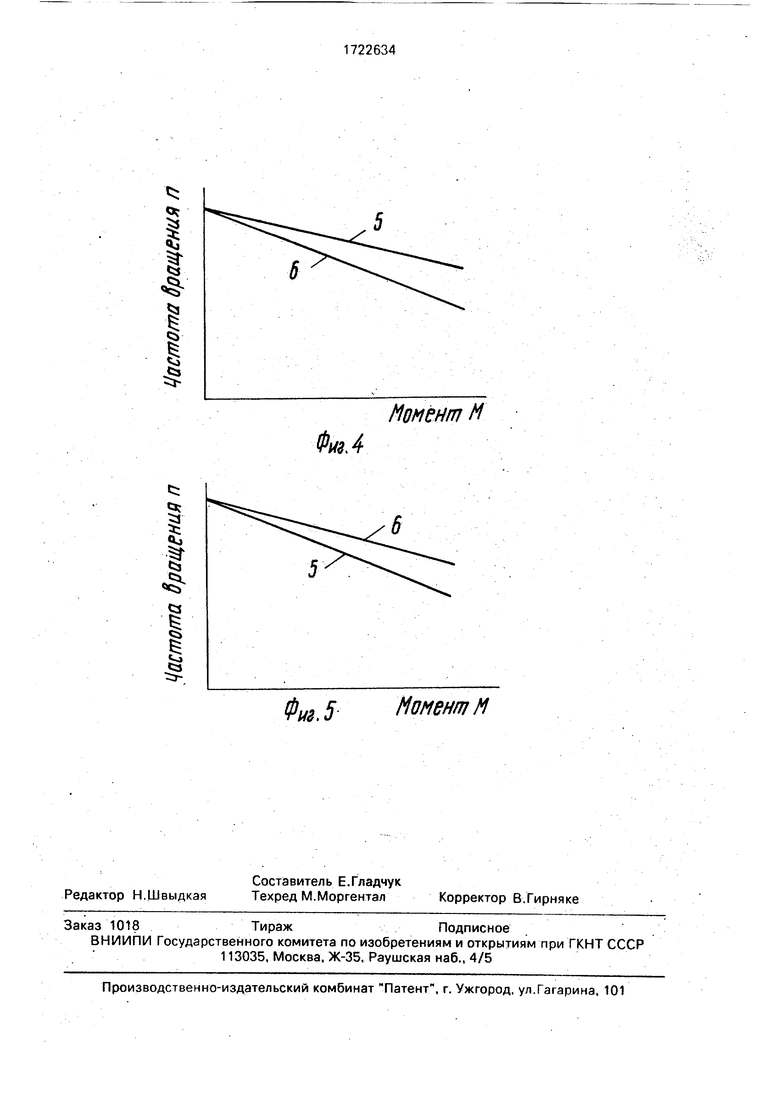
На фиг. 1-5 представлены трансмисия и привод приводных линий верхнего и нижнего рабочих валков предлагаемой прокатной клети, где фиг.1, 3, 4 - в случае использования клети в качестве чистовой, фиг.2-5 - то же, в качестве черновой.
Прокатная клеть содержит верхний и нижний рабочие валки 1, трансмиссию, со- стоящую из шпинделей 2 и валопровода 3, и привод 4.
1 Механическая характеристика 5 привода верхнего рабочего валка отлична от механической характеристики б привода
0
15
0
5 0
5 0 5
0
5
нижнего рабочего валка. Жесткость трансмиссии и привода одного из валков превосходит крутильную жесткость трансмиссии и привода другого валка в 1,05-1,10 раза. В случае использования клети в качестве черновой с большей жесткостью выполнена трансмиссия и привод нижнего валка Он Св.. а в случае использования клети в качестве чистовой с большей жесткостью выполнена трансмиссия и привод верхнего
Ci-di
г и
Ci + C i
валка Св Сн, где Св
С2 С .
-г- приаеденная крутильная жестС2 +с
кость трансмиссии и привода верхнего и нижнего рабочих валков; d, Сз крутильные жесткости трансмиссий верхнего и нижнего рабочих валков; Ci и С -жесткости механических характеристик привода верхнего и нижнего рабочих валков.
До захвата раската валками прокатной клети кинематические и геометрические параметры верхнего и нижнего рабочих валков равны между собой.
При захвате раската валками клети возникает динамическая скоростная асимметрия рабочих валков вследствие несинхронного нарастания нагрузки в их приводных линиях.
Длительность динамической скоростной асимметрии составляет при этом 0.1- .0,4 с, что вызывает смещение очага деформации достаточно продолжительное, для воздействия на передний конец раската, но не приводит еще к отработке приводами рабочих валков перераспределенных вследствие динамической скоростной асимметрии рабочих валков нагрузок. В случае использования клети в качестве чистовой или относительной длины очага деформации m 2, характерной для чистовых клетей, под действием устанавливающейся при захвате раската валками динамической скоростной асимметрии рабочих валков происходит изгиб переднего конца раската вверх, лыжеобразование на ведущий верхний рабочий валок на первых 0,5...2,0 м переднего конца раската, соответствующих скорости захвата 5 м/с. В случае использования клети в качестве черновой при относительной длине очага деформации m 2, характерной для черновых клетей, под действием устанавливающейся при захвате раската валками динамической скоростной асимметрии рабочих валков происходит изгиб переднего конца раската вверх, лыжеобразование на ведомый верхний рабочий валок на первых 0,2...0,8 м переднего конца
раската, соответствующих скорости захвата 2м/с. Все это позволяет предотвратить удары раската о станинный ролик, избавиться от дополнительных динамических нагрузок при прокатке, улучшить условия захвата готовой полосы моталкой при сворачивании рулона, устранив причины деформирования переднего конца полосы, снизить расход металла и повысить качество готовых листов. ; ; . . : Применение предлагаемой конструкции прокатной клети обеспечивает повышение долговечности механического оборудования стана на 15%, сокращение металла на обрезь на 5% и повышение качества готовых листов на 1 категорию, Ф о р м у л а и з о б р е т е н и я 1. Прокатная клеть, содержащая верхний и нижний рабочие валки, приводные
0
5
0
линии верхнего и нижнего рабочих валков с различной крутильной жесткостью трансмиссии и привода, отличаю щ а я с я тем, что, с целью сокращения расхода металла и повышения качества готовых листов путем снижения динамических нагрузок и уменьшения изгиба переднего конца раската, жесткость трансмиссии и привода одного из валков превосходит крутильную жесткость трансмиссии и привода другого валка в 1,05-1,10 раза.
2.Клеть по п. 1, о т л и ч а ю щ а я с я тем, что в случае использования ее в качестве черновой с большей жесткостью выполнены трансмиссия и привод нижнего валка.
3.Клеть по п.1, о тл йч а ю ща я с я тем, что в случае использования ее в качестве чистовой с большей жесткостью выполнены трансмиссия и привод верхнего валка.
Момент M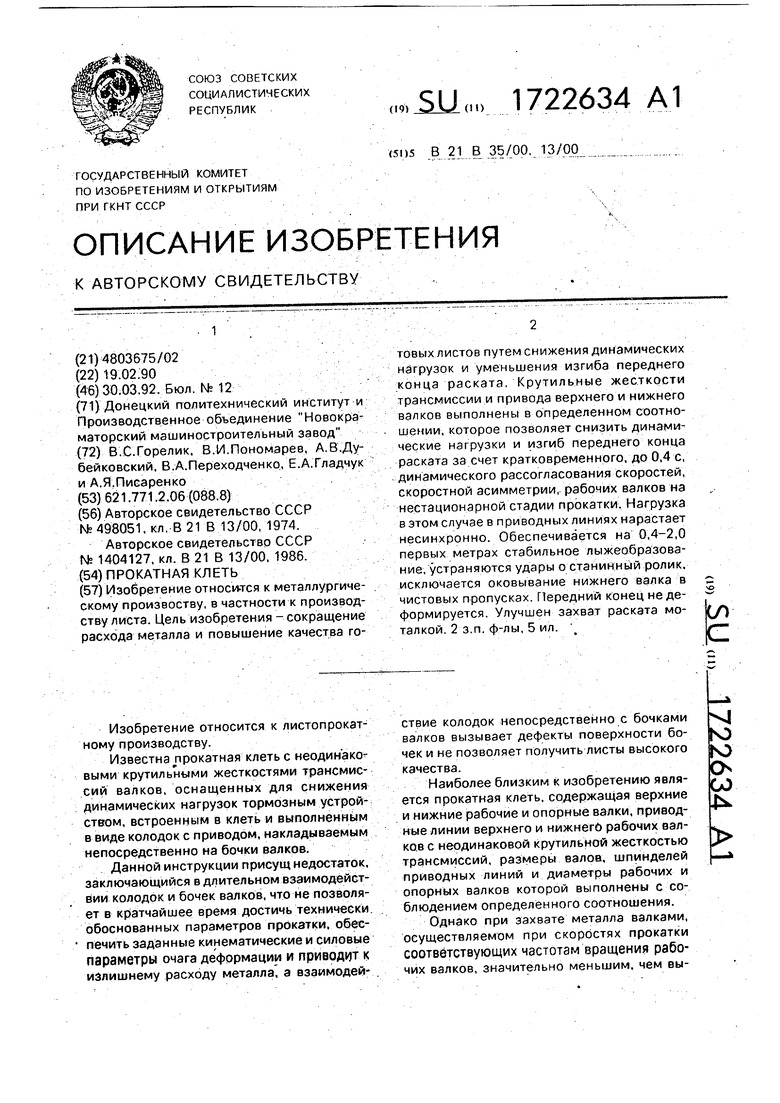

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ асимметричной прокатки в клетях с индивидуальным приводом валков | 1989 |
|
SU1659139A1 |
| Клеть прокатного стана с индивидуальным приводом валков | 1990 |
|
SU1763060A2 |
| Прокатный стан | 1983 |
|
SU1091956A1 |
| Прокатный стан | 1986 |
|
SU1357548A1 |
| Прокатный стан | 1986 |
|
SU1360833A1 |
| Способ асимметричной прокатки передних концов толстых полос в клети с индивидуальным приводом валков | 2017 |
|
RU2661523C1 |
| Устройство для управления приводными двигателями валков горизонтальных клетей толстолистовых и широкополосных станов горячей прокатки | 2023 |
|
RU2809888C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| СПОСОБ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312722C1 |
| Способ прокатки листов | 1990 |
|
SU1726078A1 |
Изобретение относится к металлургическому произвоству, в частности к производству листа. Цель изобретения - сокращение расхода металла и повышение качества готовых листов путем снижения динамических нагрузок и уменьшения изгиба переднего конца раската. Крутильные жесткости трансмиссии и привода верхнего и нижнего валков выполнены в определенном соотношении, которое позволяет снизить динами ческие нагрузки и изгиб переднего конца раската за счет кратковременного, до 0,4 с, динамического рассогласования скоростей, скоростной асимметрии, рабочих валков на нестационарной стадии прокатки. Нагрузка в этом случае в приводных линиях нарастает несинхронно. Обеспечивается на 0,4-2,0 первых метрах стабильное лыжеобразова- ние, устраняются удары о станинный ролик, исключается оковывание нижнего валка в чистовых пропусках. Передний конец не деформируется. Улучшен захват раската моталкой. 2 з.п. ф.-лы, 5 ил. сл С
ФтЛ
Фм. 5
Момент М
| Привод валков рабочей клети прокатного стана | 1974 |
|
SU498051A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатная клеть | 1986 |
|
SU1404127A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
