Изобретение относится к литейному производству, а именно к конструкции литейных стержней.
Целью изобретения является повышение качества отливок и уменьшение трудозатрат на изготовление стержня.
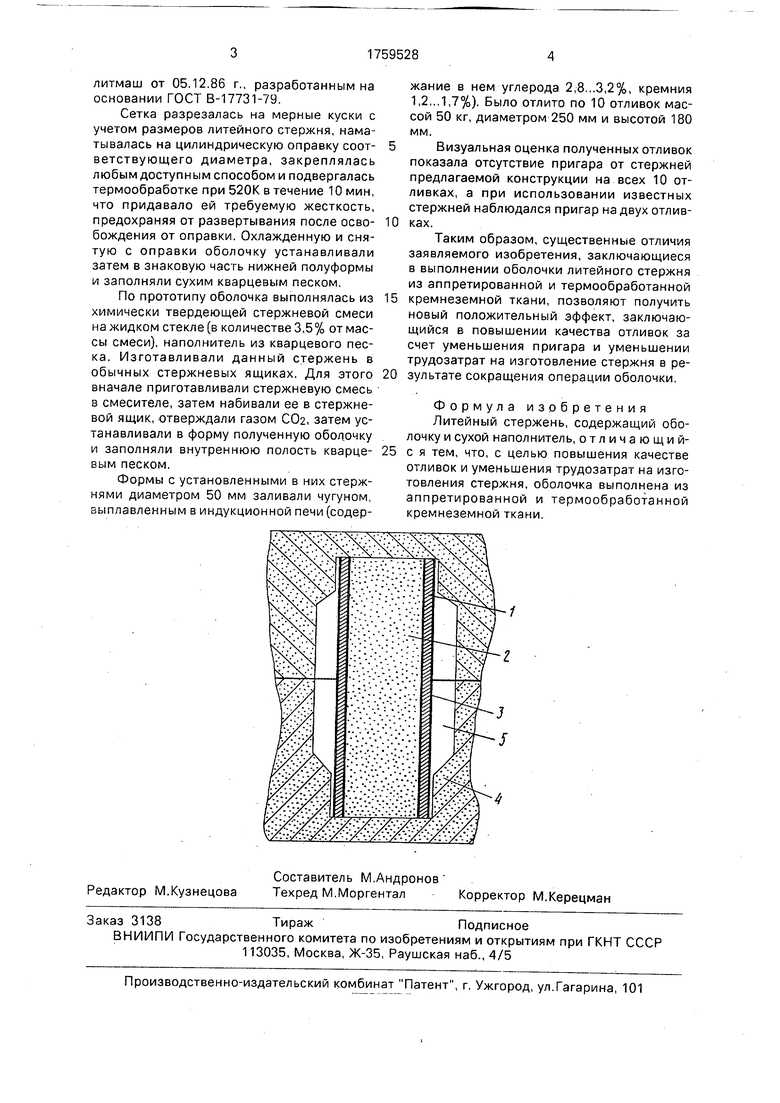
На чертеже представлен вертикальный разрез литейного стержня.
Предлагаемый литейный стержень состоит из оболочки 1 и наполнителя 2.
Наполнитель 2 необходим для предотвращения прогиба от гидравлического удара. В качестве наполнителя можно использовать сухой кварцевый песок. Оболочку получают из аппретированной кремнеземной ткани с последующей ее термообработкой, в результате которой на наружной поверхности оболочки образуется слой пироугле- рода 3, который придает оболочке жесткость и улучшает антипригарные свойства. В качестве кремнеземной ткани можно использовать кремнеземную сетку КС-ИЛА, а в качестве аппрета - фенолформаль- дегидную смолу или бакелитовый лак.
Для установки литейного стержня в форму 4 с полостью 5 вначале устанавливается в знаковую часть одной из полуформы оболочка 1 и затем она наполняется наполнителем 2. Затем полуформы спариваются, после чего можно производить заливку полости 5 формы 4 жидким металлом. Когда металл в форме затвердеет, производят выбивку. Наполнитель из оболочки высыпается естественным образом, Оболочка также легко отделяется от отливки, в силу высоких огнеупорных антипригарных свойств.
Были проведены сравнительные испытания стержней по предлагаемому изобретению и по прототипу.
По предлагаемому изобретению приготавливали цилиндрические стержни следующим образом.
Оболочку стержня изготавливали из кремнеземной сетки КС-11-ЛА по ТУ 6-11- 318-78, аппретированной фенолформальде- гидной смолой марки СФ010, а также бакелитовым лаком ЛБС-1 согласно техническим требованиям, утвержденным ВНИИСО
С
Ng
$
01 hO 00
литмаш от 05.12.86 г., разработанным на основании ГОСТ В-17731-79.
Сетка разрезалась на мерные куски с учетом размеров литейного стержня, наматывалась на цилиндрическую оправку соответствующего диаметра, закреплялась любым доступным способом и подвергалась термообработке при 520К в течение 10 мин, что придавало ей требуемую жесткость, предохраняя от развертывания после освобождения от оправки. Охлажденную и снятую с оправки оболочку устанавливали затем в знаковую часть нижней полуформы и заполняли сухим кварцевым песком.
По прототипу оболочка выполнялась из химически твердеющей стержневой смеси на жидком стекле (в количестве 3,5% от массы смеси), наполнитель из кварцевого песка. Изготавливали данный стержень в обычных стержневых ящиках. Для этого вначале приготавливали стержневую смесь в смесителе, затем набивали ее в стержневой ящик, отверждали газом С02, затем устанавливали в форму полученную ободочку и заполняли внутреннюю полость кварце вым песком.
Формы с установленными в них стержнями диаметром 50 мм заливали чугуном, выплавленным в индукционной печи (содер-
жание в нем углерода 2,8...3,2%, кремния 1,2,..1,7%). Было отлито по 10 отливок массой 50 кг, диаметром 250 мм и высотой 180 мм.
5Визуальная оценка полученных отливок
показала отсутствие пригара от стержней предлагаемой конструкции на всех 10 отливках, а при использовании известных стержней наблюдался пригар на двух отлив10 ках.
Таким образом, существенные отличия заявляемого изобретения, заключающиеся в выполнении оболочки литейного стержня из аппретированной и термообработанной
15 кремнеземной ткани, позволяют получить новый положительный эффект, заключающийся в повышении качества отливок за счет уменьшения пригара и уменьшении трудозатрат на изготовление стержня в ре20 зультате сокращения операции оболочки.
Формула изобретения Литейный стержень, содержащий оболочку и сухой наполнитель, отличающий- 25 с я тем, что, с целью повышения качестве отливок и уменьшения трудозатрат на изготовления стержня, оболочка выполнена из аппретированной и термообработанной кремнеземной ткани.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Способ изготовления литейных форм | 1979 |
|
SU863145A1 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2030244C1 |
| Холоднотвердеющая смесь для изготовления литейных форм и стержней | 1981 |
|
SU1028413A1 |
| Смесь для изготовления стержней в производстве плавленолитых огнеупоров | 1983 |
|
SU1156804A1 |
| Стержень | 1982 |
|
SU1026933A1 |
| Керамическая смесь для изготовления литейных форм и стержней по постоянным моделям | 1983 |
|
SU1156801A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2004 |
|
RU2288804C2 |
| Смесь для изготовления литейных форм и стержней | 1990 |
|
SU1792789A1 |
| Смесь для изготовления литейных стержней | 1990 |
|
SU1734916A1 |
Использование: в литейном производстве. Сущность изобретения: литейный стержень содержит оболочку 1 и сухой наполнитель 2. Оболочка выполнена из аппретированной и термообработанной кремнеземной ткани. 1 ил.
| Способ изготовления литейных стержней | 1949 |
|
SU84762A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
