Изобретение относится к оборудованию для швейного производства.
Целью изобретения является упрощение конструкции.
Поставленная цель достигается тем, что в устройстве для изготовления манжет, содержащем механизм загиба краев и перегиба по симметрии заготовки, швейную головку, систему управления работой устройства и средство межоперационной транспортировки держателя заготовки, механизм загиба краев и перегиба по оси симметрии загото.вки имеет пресс-подушку, выполненную в виде пластины, и симметрично расположенные по краям пластины утюги, установленные с возможностью возвратно-поступательного перемещения, а держатель заготовки выполнен в виде двух подпружиненных, установленных с зазором половинок.
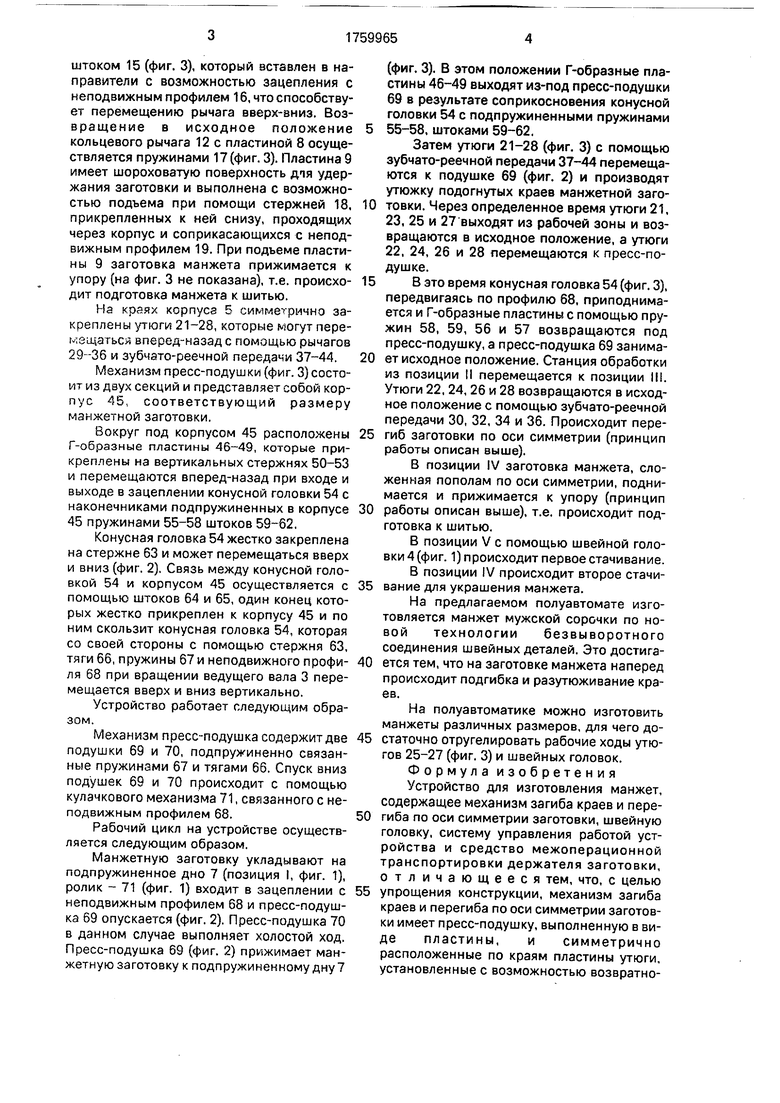
На фиг. 1 и 2 представлено предлагаемое устройство, включающее механизм 1
загиба краев и перегиба по оси симметрии заготовки, пресс-подушку 2, ведущий вал 3, швейные головки 4, средство межоперационной транспортировки держателя заготовки.
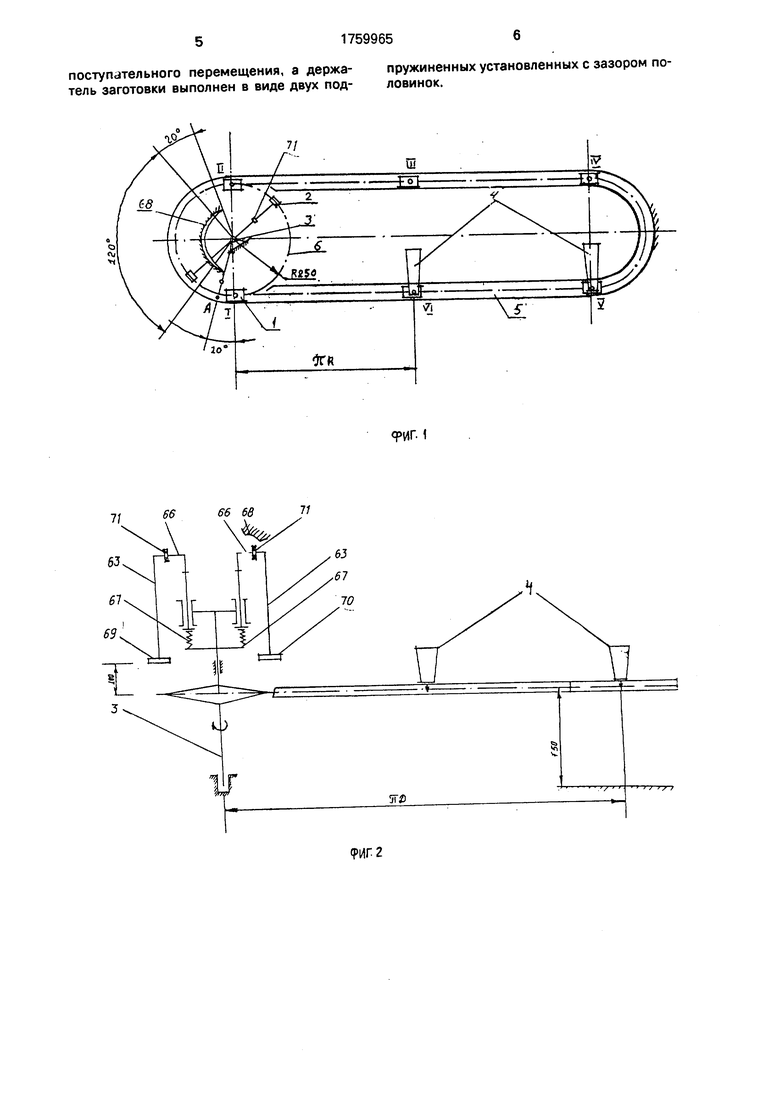
На фиг. 3 показано устройство для изготовления манжет и механизм пресс-подушки.
Устройство для изготовления манжет 1 состоит из корпуса 5 с подпружиненным пружиной 6 дном 7. Поверхность дна 7 выполнена ступенчатой. На нижней ступени (левой) расположена пластина 8, а вторая верхняя ступень имеет зазор, в которую вставлена пластина 9. Пластина 8 ребром шарнира 10 соединена с верхней ступенькой поверхности дна 7. К пластине 8 снизу крепится направитель 11, в который вставлен наконечник кольцевого рычага 12, шар- нирно прикрепленный к поверхности дна 7. Второй конец кольцевого рычага 12 соединен с помощью тросика 13 и шкива 14 со
СП
ю ю о ел
штоком 15 (фиг. 3), который вставлен в на- правители с возможностью зацепления с неподвижным профилем 16, что способствует перемещению рычага вверх-вниз. Возвращение в исходное положение кольцевого рычага 12 с пластиной 8 осуществляется пружинами 17 (фиг. 3). Пластина 9 имеет шероховатую поверхность дпя удержания заготовки и выполнена с возможностью подъема при помощи стержней 18, прикрепленных к ней снизу, проходящих через корпус и соприкасающихся с неподвижным профилем 19. При подъеме пластины 9 заготовка манжета прижимается к упору (на фиг. 3 не показана), т.е. происходит подготовка манжета к шитью.
На краях корпуса 5 симметрично закреплены утюги 21-28, которые могут перемещаться вперед-назад с помощью рычагов 29-36 и зубчато-реечной передачи 37-44.
Механизм пресс-подушки (фиг. 3)состоит из двух секций и представляет собой кор- пус 45, соответствующий размеру манжетной заготовки.
Вокруг под корпусом 45 расположены Г-образные пластины 46-49, которые прикреплены на вертикальных стержнях 50-53 и перемещаются вперед-назад при входе и выходе в зацеплении конусной головки 54 с наконечниками подпружиненных в корпусе 45 пружинами 55-58 штоков 59-62,
Конусная головка 54 жестко закреплена на стержне 63 и может перемещаться вверх и вниз (фиг. 2), Связь между конусной головкой 54 и корпусом 45 осуществляется с помощью штоков 64 и 65, один конец которых жестко прикреплен к корпусу 45 и по ним скользит конусная головка 54, которая со своей стороны с помощью стержня 63, тяги 66, пружины 67 и неподвижного профиля 68 при вращении ведущего вала 3 перемещается вверх и вниз вертикально.
Устройство работает следующим образом.
Механизм пресс-подушка содержит две подушки 69 и 70, подпружиненно связанные пружинами 67 и тягами 66. Спуск вниз подушек 69 и 70 происходит с помощью кулачкового механизма 71, связанного с неподвижным профилем 68.
Рабочий цикл на устройстве осуществляется следующим образом.
Манжетную заготовку укладывают на подпружиненное дно 7 (позиция I, фиг. 1), ролик - 71 (фиг. 1) входит в зацеплении с неподвижным профилем 68 и пресс-подушка 69 опускается (фиг. 2). Пресс-подушка 70 в данном случае выполняет холостой ход. Пресс-подушка 69 (фиг. 2) прижимает манжетную заготовку к подпружиненному дну7
(фиг. 3). В этом положении Г-образные пластины 46-49 выходят из-под пресс-подушки 69 в результате соприкосновения конусной головки 54 с подпружиненными пружинами
55-58, штоками 59-62.
Затем утюги 21-28 (фиг. 3) с помощью зубчато-реечной передачи 37-44 перемещаются к подушке 69 (фиг. 2) и производят утюжку подогнутых краев манжетной заго0 товки. Через определенное время утюги 21, 23, 25 и 27 выходят из рабочей зоны и возвращаются в исходное положение, а утюги 22, 24, 26 и 28 перемещаются к пресс-подушке.
5 В это время конусная головка 54 (фиг. 3), передвигаясь по профилю 68, приподнимается и Г-образные пластины с помощью пружин 58, 59, 56 и 57 возвращаются под пресс-подушку, а пресс-подушка 69 занима0 ет исходное положение. Станция обработки из позиции II перемещается к позиции III. Утюги 22, 24, 26 и 28 возвращаются в исходное положение с помощью зубчато-реечной передачи 30, 32, 34 и 36. Происходит пере5 гиб заготовки по оси симметрии (принцип работы описан выше).
В позиции IV заготовка манжета, сложенная пополам по оси симметрии, поднимается и прижимается к упору (принцип
0 работы описан выше), т.е. происходит подготовка к шитью.
В позиции V с помощью швейной головки 4 (фиг. 1) происходит первое стачивание. В позиции IV происходит второе стачи5 вание для украшения манжета.
На предлагаемом полуавтомате изготовляется манжет мужской сорочки по новой технологии безвыворотного соединения швейных деталей. Это достига0 ется тем, что на заготовке манжета наперед происходит подгибка и разутюживание краев.
На полуавтоматике можно изготовить манжеты различных размеров, для чего до5 статочно отругелировать рабочие ходы утюгов 25-27 (фиг. 3) и швейных головок. Формула изобретения Устройство для изготовления манжет, содержащее механизм загиба краев и пере0 гиба по оси симметрии заготовки, швейную головку, систему управления работой устройства и средство межоперационной транспортировки держателя заготовки, отличающееся тем, что, с целью
5 упрощения конструкции, механизм загиба краев и перегиба по оси симметрии заготовки имеет пресс-подушку, выполненную в виде пластины, и симметрично расположенные по краям пластины утюги, установленные с возможностью возвратно
поступательного перемещения, а держа- пружиненных установленных с зазором по- тель заготовки выполнен в виде двух под- ловинок.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИННЫЙ КОМПЛЕКС ДЛЯ АВТОМАТИЗИРОВАННОЙ СБОРКИ ШВЕЙНЫХ ИЗДЕЛИЙ РАЗЛИЧНЫХ КОНСТРУКЦИЙ, ФОРМ И РАЗМЕРОВ | 2000 |
|
RU2174568C1 |
| ПДТПЭТИО- -f ^ 1^^ танй^:2(:;:АЯ '^БИКЛЙСТЕКЛ | 1969 |
|
SU235728A1 |
| УПЛОТНЕНИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2532477C2 |
| УСТРОЙСТВО ДЛЯ СШИВАНИЯ ПРОВОЛОКОЙ ПЕЧАТНОЙ ПРОДУКЦИИ, СОСТОЯЩЕЙ ИЗ МНОГИХ ЧАСТЕЙ | 1992 |
|
RU2071919C1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| Станок для стягивания стропы и пришивания манжет | 2023 |
|
RU2797601C1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Устройство для вырубки изделий из резины | 1977 |
|
SU994286A2 |
| УСТРОЙСТВО к ПРЯДИЛЬНЫМ и КРУТИЛЬНЫМ МАШИНАМ для ОДНОВРЕМЕННОГО СЪЕМА ПОЧАТКОВ И НАДЕВАНИЯШПУЛЬ | 1969 |
|
SU247826A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ПО ЗАДАННОЙ ТРАЕКТОРИИ | 1989 |
|
RU2037586C1 |
Изобретение относится к оборудованию для швейного производства и позволяет упростить конструкцию устройства. Устройство содержит механизм загиба краев и перегиба по симметрии заготовки, швейную головку, систему управления работой устройства и средство межоперационной транспортировки держателя заготовки. При этом механизм загиба краев и перегиба по оси симметрии заготовки имеет пресс-подушку, выполненную в виде пластины, и симметрично расположенные по краям пластины утюги, установленные с возможностьювозвратно-поступательного перемещения. Держатель заготовки выполнен в виде подпружиненных установленных с зазором половинок. 3 ил.
а
24 rtfiS
20
18 Фиг.З
f9
17
16
W
V/
| Козлов В.П | |||
| Рулонное питание и автоматизация швейных процессов | |||
| М.: Легкая индустрия, 1979, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
