Изобретение относится к обувному производству и может быть использовано при стачивании плоских заготовок верха обуви на швейных машинах.
Наиболее близким по сущности и технологическому решению к предлагаемому является устройство для выполнения краевой строчки на швейных деталях при их обработке по контуру, содержащее упор для края детали, средства, для индивидуальной регулировки скорости перемещения иглой и роликами, разделитель слоев деталей, приводы с фрикционными муфтами для транспортирующих роликов.
Недостатками данного устройства являются неодинаковая скорость перемещения транспортирующими роликами и иглой (скорость перемещения иглой в 3-5 раз больше скорости перемещения роликами), в связи с
этим возникают большие изгибные напряжения иглы, неравномерность длины стежка. Устройство обладает низкой надежностью и сложностью регулировки в связи с наличием фрикционных муфт, высокой стоимостью. Кроме того, устройство обладает недостаточным технологическими возможностями за счет невозможности выполнения операций по пристрачиванию эмблем, фирменных знаков, закрепок и украшений круглой формы к деталям верха обуви в автоматическом режиме.
Цель изобретения - расширение технологических возможностей, повышение качества стачивания и надежности устройства.
Для этого в устройстве для автоматического транспортирования и ориентирования плоских заготовок верха обуви, содержащем верхний и нижний транспорти|М4 VI
ел о ю о
рующий ролик с принудительным вращением, игольную пластину, на которой размещено изделие, транспортирующую иглу, лапку для удержания материала и ограничительный упор, расположенный справа от иглы на заданном расстоянии, на кронштейне верхнего прижимного ролика закреплен прижим с возможностью регулирования точки контакта с заготовкой, а ограничительный упор закреплен на кронштейне лапки с возможностью регулирования положения в двух взаимно перпендикулярных направлениях, вдоль и поперек подачи заготовки.
Наличие в устройстве прижима, установленного на кронштейне верхнего при- xcHMHQi O риляи.э с возможностью регулирования точки г.онтакта с заготовкой, позволяет изменять расстоянии от края заготовки от центра вращени : в зависимости от радиусов кривизны контура t тачиваемых деталей, а также при необходимости уменьшения усилия в точке контакте прижима с заготовкой. За счет того что в устройстве ограничительный упор крепится к кронштейну лапки с возможностью регулирования положения в двух взаимно перпендикулярных направлениях - вдоль и поперек заготовки, то регулировка поперек направления подачи заготовки позволяет регулировать расстояние от строчки до края заготовки, а регулировка вдоль направления подачи позволяет стачивать детали с резкими измене- ниями контура, а также уменьшать погрешность расстояния от строчки до края заготовки при наличии таких изменений. Транспортирующие ролики и игла перемещаются синхронно (с одинаковой линейной скоростью), что приводит к разгрузке иглы от больших напряжений и быстрого разрушения, а также обеспечизает равномерность длины стежка на заготовке. Устройство не требует переналадки при изменении толщины скрепляемых деталей, т.к. все элементы устройства жестко связаны одной размерной цепью и при установке деталей поднимаются вместе с верхнем прижимным роликом.
Отсутствие фрикционных муфтувеличи- вает надежность и упрощает регулировку, приводит к снижению шума и вибраций. Синхронное транспортирование заготовки роликами и иглой также приводит к снижению вибраций и шума.
На фиг. 1 показано предлагаемое устройство; на фиг. 2-9 - процесс стачивания.
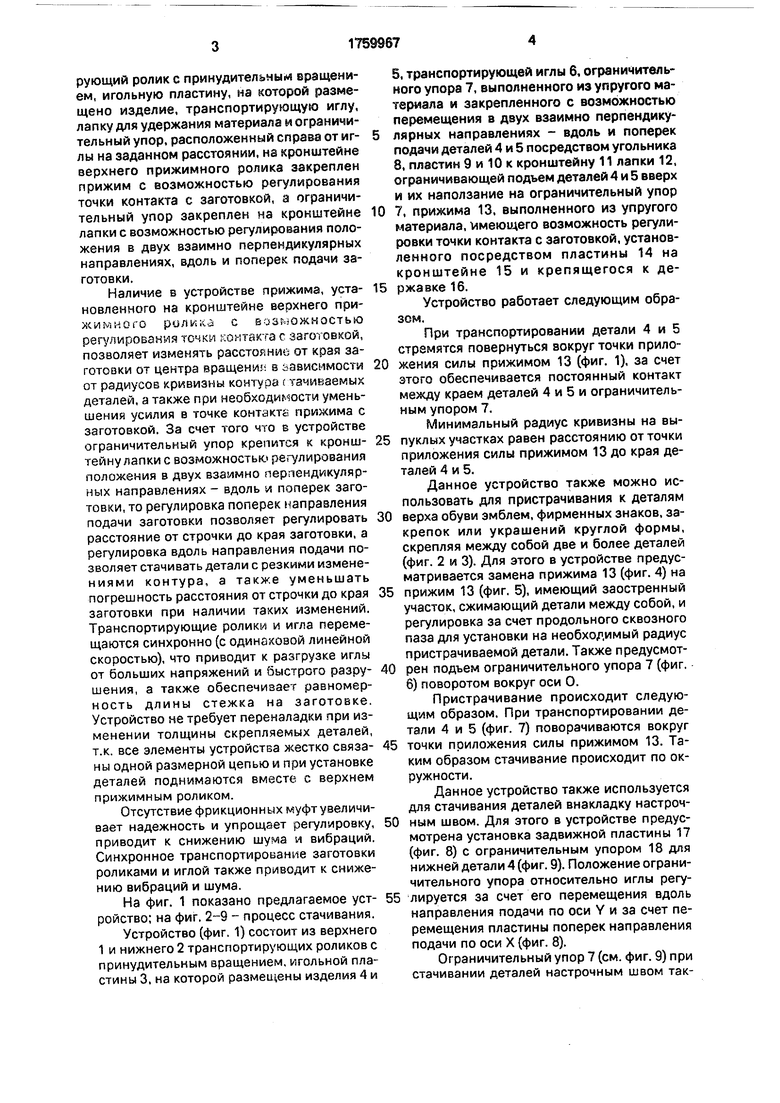
Устройство (фиг. 1) состоит из верхнего 1 и нижнего 2 транспортирующих роликов с принудительным вращением, игольной пластины 3, на которой размещены изделия 4 и
Б, транспортирующей иглы 6, ограничительного упора 7, выполненного из упругого материала и закрепленного с возможностью перемещения в двух взаимно перпендикулярных направлениях - вдоль и поперек подачи деталей 4 и 5 посредством угольника 8, пластин 9 и 10 к кронштейну 11 лапки 12, ограничивающей подъем деталей 4 и 5 вверх и их наползание на ограничительный упор
0 7, прижима 13, выполненного из упругого материала, имеющего возможность регулировки точки контакта с заготовкой, установленного посредством пластины 14 на кронштейне 15 и крепящегося к де5 ржавке 16.
Устройство работает следующим образом.
При транспортировании детали 4 и 5 стремятся повернуться вокруг точки прило0 жения силы прижимом 13 (фиг. 1), за счет этого обеспечивается постоянный контакт между краем деталей 4 и 5 и ограничительным упором 7.
Минимальный радиус кривизны на вы5 пуклых участках равен расстоянию от точки приложения силы прижимом 13 до края деталей 4 и 5.
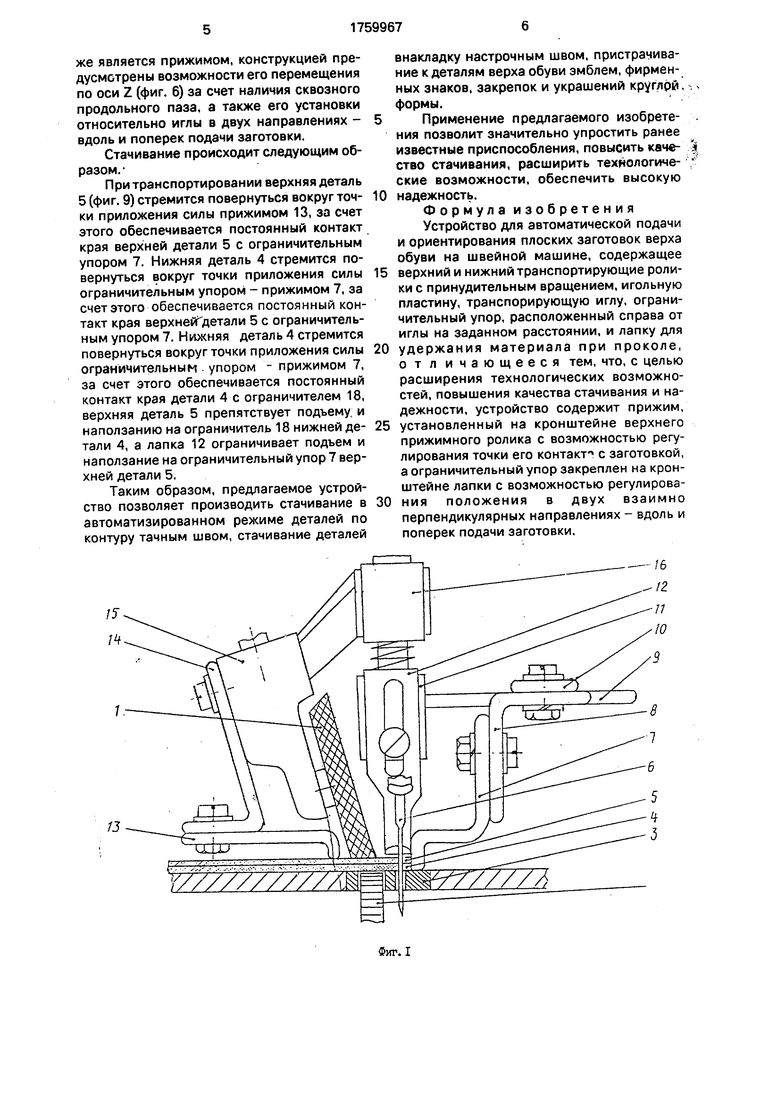
Данное устройство также можно использовать для пристрачивания к деталям
0 верха обуви эмблем, фирменных знаков, закрепок или украшений круглой формы, скрепляя между собой две и более деталей (фиг. 2 и 3). Для этого в устройстве предусматривается замена прижима 13 (фиг. 4) на
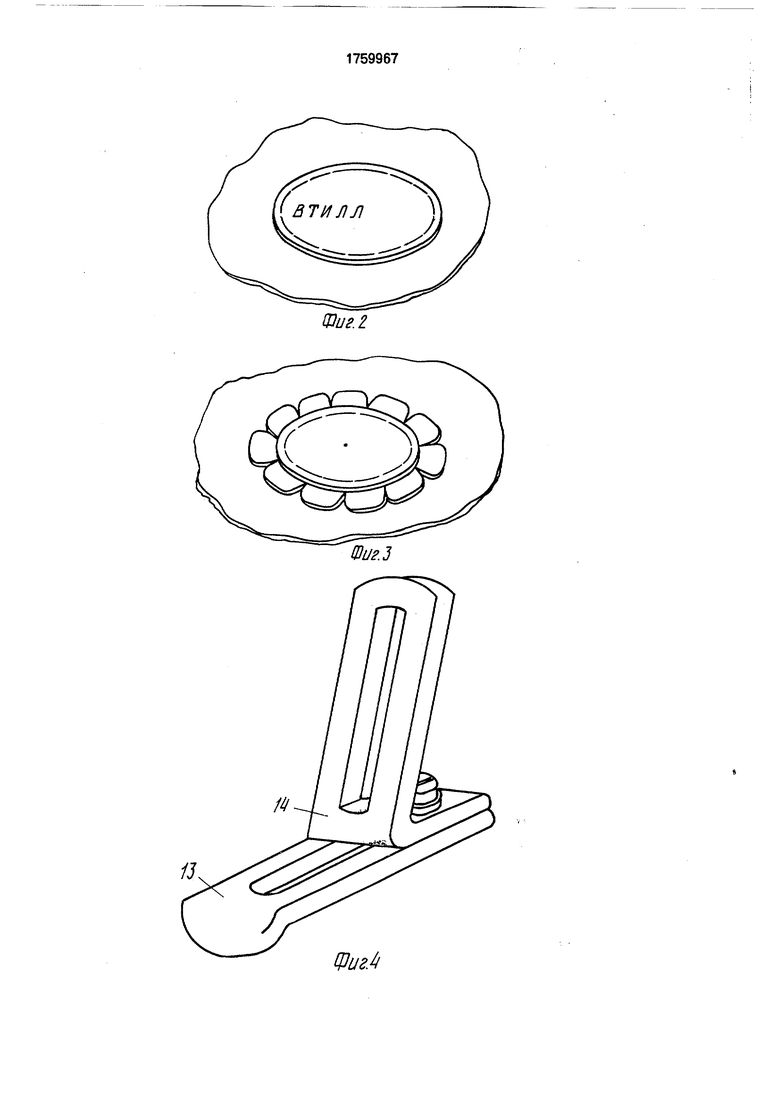
5 прижим 13 (фиг. 5), имеющий заостренный участок, сжимающий детали между собой, и регулировка за счет продольного сквозного паза для установки на необходимый радиус пристрачиваемой детали. Также предусмот0 рен подъем ограничительного упора 7 (фиг. 6) поворотом вокруг оси О.
Пристрачивание происходит следующим образом. При транспортировании детали 4 и 5 (фиг. 7) поворачиваются вокруг
5 точки приложения силы прижимом 13. Таким образом стачивание происходит по окружности.
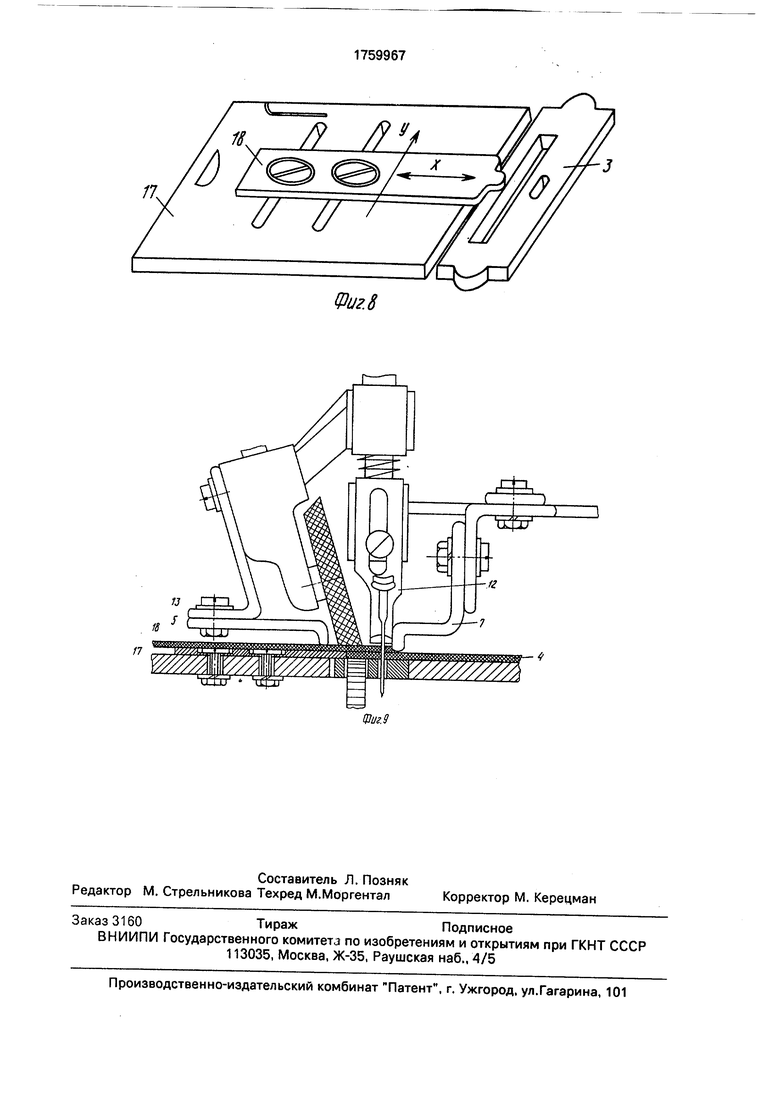
Данное устройство также используется для стачивания деталей внакладку настроч0 ным швом. Для этого в устройстве предусмотрена установка задвижной пластины 17 (фиг. 8) с ограничительным упором 18 для нижней детали 4 (фиг. 9). Положение ограничительного упора относительно иглы регу5 лируется за счет его перемещения вдоль направления подачи по оси Y и за счет перемещения пластины поперек направления подачи по оси X (фиг. 8).
Ограничительный упор 7 (см. фиг. 9) при стачивании деталей настрочным швом также является прижимом, конструкцией предусмотрены возможности его перемещения по оси Z (фиг. 6) за счет наличия сквозного продольного паза, а также его установки относительно иглы в двух направлениях - вдоль и поперек подачи заготовки.
Стачивание происходит следующим образом.
При транспортировании верхняя деталь 5 (фиг. 9) стремится повернуться вокруг точ- ки приложения силы прижимом 13, за счет этого обеспечивается постоянный контакт края верхней детали 5 с ограничительным упором 7. Нижняя деталь 4 стремится повернуться вокруг точки приложения силы ограничительным упором - прижимом 7, за счет этого обеспечивается постоянный контакт края верхнейГдетали 5 с ограничительным упором 7. Нижняя деталь 4 стремится повернуться вокруг точки приложения силы ограничительным упором - прижимом 7, за счет этого обеспечивается постоянный контакт края детали 4 с ограничителем 18, верхняя деталь 5 препятствует подъему и наползанию на ограничитель 18 нижней де- тали 4, а лапка 12 ограничивает подъем и наползание на ограничительный упор 7 верхней детали 5.
Таким образом, предлагаемое устройство позволяет производить стачивание в автоматизированном режиме деталей по контуру тачным швом, стачивание деталей
внакладку настрочным швом, пристрачивание к деталям верха обуви эмблем, фирменных знаков, закрепок и украшений круглрй, формы.
Применение предлагаемого изобретения позволит значительно упростить ранее известные приспособления, повысить качество стачивания, расширить технологические возможности, обеспечить высокую надежность.
Формула изобретения Устройство для автоматической подачи и ориентирования плоских заготовок верха обуви на швейной машине, содержащее верхний и нижний транспортирующие ролики с принудительным вращением, игольную пластину, транспорирующую иглу, ограничительный упор, расположенный справа от иглы на заданном расстоянии, и лапку для удержания материала при проколе, о т л ичающееся тем, что, с целью расширения технологических возможностей, повышения качества стачивания и надежности, устройство содержит прижим, установленный на кронштейне верхнего прижимного ролика с возможностью регулирования точки его контакт 1 с заготовкой, а ограничительный упор закреплен на кронштейне лапки с возможностью регулирования положения в двух взаимно перпендикулярных направлениях - вдоль и поперек подачи заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления швейной машиной | 1984 |
|
SU1201374A1 |
| УСТРОЙСТВО для ОКАНТОВКИ ДЕТАЛЕЙ ВЕРХА ОБУВИ | 1970 |
|
SU282910A1 |
| Устройство для перемещения стачиваемых деталей на швейной машине | 1981 |
|
SU1032061A1 |
| СПОСОБ ОБРАЗОВАНИЯ НЕПРОНИЦАЕМОГО СОЕДИНЕНИЯ ИЗДЕЛИЙ НА ПУХО-ПЕРОВОМ УТЕПЛИТЕЛЕ | 2014 |
|
RU2594552C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ ЧАСТОТЫ СТЕЖКА В ПРОЦЕССЕ СТАЧИВАНИЯ НА УНИВЕРСАЛЬНОЙ ШВЕЙНОЙ МАШИНЕ | 2008 |
|
RU2379393C1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1969 |
|
SU237577A1 |
| Устройство для перемещения деталей на швейной машине | 1974 |
|
SU500301A1 |
| Полуавтомат для стачивания мелких деталей швейных изделий, например манжет мужских сорочек | 1961 |
|
SU144721A1 |
| Швейный полуавтомат | 1978 |
|
SU848496A1 |
| СПОСОБ ПОЛУЧЕНИЯ НИТОЧНЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙ ИЗ ВОЙЛОКА | 2013 |
|
RU2546512C2 |
Изобретение относится к обувному производству, в частности к устройствам, используемым при стачивании плоских заготовок верха обуви на швейных машинах, и позволяет расширить технологические возможности устройства за счет выполнения операций в автоматическом режиме, повысить качество стачивания и надежность устройства. Устройство имеет установленный на кронштейне верхний прижимной ролик прижима с возможностью регулирования точки контакта с заготовкой и закрепленный ограничительный упор на кронштейне лапки с возможностью регулирования положения в двух взаимно перпендикулярных направлениях - вдоль и поперек заготовки. Такое тонсг /рч тиЕно-г решение позволяет изменять расстояние от края заготовки до центра вращения в зависимости от радиусов кривизны контура стачиваемых деталей, регулировать расстояние от строчки до края заготовь и стачивать детали с резкими изменениями контура в автоматическом режиме. 9 ил. сл с
Фиг. г
13
Фиа4
Фиг.З
фигЛ
Я /fft
/7,
V I/
Фиг.8
IS
л
| Авторское свидетельство СССР Ms 1333728, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
