ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
{0001} Настоящее изобретение относится к способу защиты от коррозии сваренной части облицованной пластмассой стальной трубы предотвращающим коррозию термоусадочным листом и фиксирующей лентой с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа.
УРОВЕНЬ ТЕХНИКИ
{0002} Облицованная пластмассой стальная труба предпочтительно используется в трубопроводе для транспортировки текучей среды, такой как газ, нефть и химикаты. Сваренная часть облицованной пластмассой стальной трубы обычно подвергается обработке для защиты от коррозии. Конкретные примеры способа предотвращения коррозии сваренной части в облицованной пластмассой стальной трубе включают в себя способ использования цилиндрического предотвращающего коррозию термоусадочного рукава, имеющего достаточную длину для того, чтобы покрыть сваренную часть, защищаемую от коррозии, способ намотки предотвращающей коррозию ленты от одного конца до другого конца периферийной поверхности сваренной части и способ использования предотвращающего коррозию термоусадочного листа, которым может быть покрыта вся периферийная поверхность сваренной части.
{0003} Способы защиты от коррозии, использующие предотвращающий коррозию термоусадочный рукав и предотвращающий коррозию термоусадочный лист, требуют нагревания для того, чтобы вызвать усадку предотвращающего коррозию термоусадочного рукава или предотвращающего коррозию термоусадочного листа. Конкретные примеры способа нагревания, применимого к этим способам защиты от коррозии, включают в себя способ непосредственного нагрева огнем с использованием газовой горелки и т.п., а также способ автоматического нагрева с использованием нагревательного устройства и т.п. Конкретные примеры способа автоматического нагрева включают в себя способ, в котором используется инфракрасный нагреватель в дальнем диапазоне (см. Патентный документ 1).
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
{0004} Патентный документ 1: JP-A 2005-307329 («JP-A» означает непроверенную опубликованную японскую патентную заявку)
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
{0005} Когда используется предотвращающий коррозию термоусадочный рукав, во многих случаях трудно надевать цилиндрический предотвращающий коррозию термоусадочный рукав на уже сваренную облицованную пластмассой стальную трубу.
Соответственно, в таком случае при сваривании облицованных пластмассой стальных труб, необходимо предварительно надевать предотвращающий коррозию термоусадочный рукав на облицованную пластмассой стальную трубу. Однако когда облицованная пластмассой стальная труба уже сварена, как в существующей облицованной пластмассой стальной трубе (также называемой существующей трубой), предотвращающий коррозию термоусадочный рукав не может быть надет на нее, и предотвращающий коррозию термоусадочный рукав не может использоваться.
{0006} Конкретные примеры предпочтительного в таком случае способа защиты от коррозии включают в себя способ использования предотвращающего коррозию термоусадочного листа, например путем разрезания предотвращающего коррозию термоусадочного рукава вдоль его длины. Таким образом, применяется способ, в котором предотвращающий коррозию термоусадочный лист наматывается вокруг периферийной поверхности сваренной части в трубчатую форму, а затем обе концевые части (часть начала обмотки и часть конца обмотки) этого предотвращающего коррозию термоусадочного листа фиксируются с использованием фиксирующей ленты с чувствительным к давлению клейким веществом и т.п., после чего выполняется термоусадка всего предотвращающего коррозию термоусадочного листа.
Однако в способе использования предотвращающего коррозию термоусадочного листа обычная фиксирующая лента с чувствительным к давлению клейким веществом не имела никакой способности фиксировать предотвращающий коррозию термоусадочный лист, потому что чувствительное к давлению клейкое вещество этой ленты размягчалось во время усадки предотвращающего коррозию термоусадочного листа. Следовательно, способ автоматического нагрева не мог использоваться.
{0007} Для того чтобы предотвратить отпадение предотвращающего коррозию термоусадочного листа при использовании фиксирующей ленты с чувствительным к давлению клейким веществом, не остается никакого другого выбора, кроме как зависеть от способа нагрева открытым огнем. Этот способ нагрева открытым огнем относится к способу, в котором строительство выполняется, когда состояние фиксации предотвращающего коррозию термоусадочного листа подтверждается, и если это необходимо, фиксация выполняется вручную.
Однако для того, чтобы был проявлен эффект предотвращения коррозии, способ нагрева открытым огнем требует технологического навыка для равномерной усадки предотвращающего коррозию термоусадочного рукава и т.п. Более того, когда используется открытый огонь газовой горелки и т.п., или когда предотвращающий коррозию термоусадочный лист крепится вручную и т.п., вопросы безопасности также вызывают озабоченность.
{0008} Настоящее изобретение ставит своей целью решить вышеописанные проблемы обычной технологии и предложить способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы, в котором сваренная часть облицованной пластмассой стальной трубы могла бы подвергаться не требующей технологического навыка и безопасной антикоррозионной обработке путем использования предотвращающего коррозию термоусадочного листа, так, чтобы в способе защиты от коррозии сваренной части и для вышеописанного предотвращающего коррозию термоусадочного листа предпочтительно использовалась фиксирующая лента с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа.
РЕШЕНИЕ ПРОБЛЕМЫ
{0009} Задачи настоящего изобретения могут быть решены следующими средствами.
(1) Способ защиты от коррозии сваренной части, в котором антикоррозионная обработка применяется к сваренной части облицованной пластмассой стальной трубы путем использования предотвращающего коррозию термоусадочного листа, включающий в себя:
стадию закрепления по меньшей мере концевой части предотвращающего коррозию термоусадочного листа, намотанного вокруг периферийной поверхности по меньшей мере сваренной части облицованной пластмассой стальной трубы, путем использования фиксирующей ленты с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа, которая имеет клейкое вещество, чувствительное к давлению, в котором сила сдвига при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа становится максимальной, является больше максимальной силы усадки; и
стадию термоусадки предотвращающего коррозию термоусадочного листа.
(2) Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы, описанный в вышеприведенном пункте (1), в котором чувствительное к давлению клейкое вещество является чувствительным к давлению клейким веществом, сшиваемым при нагревании, причем его сила сдвига при температуре 90°C составляет более 15 Н/см.
(3) Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы, описанный в вышеприведенном пункте (1) или (2), в котором чувствительное к давлению клейкое вещество является сшиваемым чувствительным к давлению клейким веществом из бутилкаучука, содержащим от 0,5 до 5,0 массовых частей хиноидного вулканизатора и от 5 до 30 массовых частей пластификатора на 100 массовых частей бутилкаучука.
(4) Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы, описанный в любом из вышеприведенных пунктов (1)-(3), в котором стадия термоусадки выполняется путем использования нагревательного устройства декомпрессионного типа.
(5) Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы, описанный в любом из вышеприведенных пунктов (1)-(4), в котором стадия термоусадки является стадией, на которой атмосфера вокруг предотвращающего коррозию термоусадочного листа декомпрессируется так, чтобы достичь степени вакуума (давления) атмосферы, составляющей от 0,049 до 0,080 МПа, а затем предотвращающий коррозию термоусадочный лист нагревается в состоянии этой декомпрессии, и декомпрессия атмосферы снимается одновременно с завершением нагревания или после него.
(6) Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы, описанный в любом из вышеприведенных пунктов (1)-(4), в котором стадия термоусадки является стадией, на которой атмосфера вокруг предотвращающего коррозию термоусадочного листа декомпрессируется так, чтобы достичь степени вакуума (давления) атмосферы, составляющей от 0,049 до 0,080 МПа, а затем эта атмосфера нагревается в состоянии, в котором поддерживается вакуум в 0,049 МПа или больше, декомпрессия останавливается после того, как температура атмосферы достигнет температуры нагрева, предотвращающий коррозию термоусадочный лист нагревается, и декомпрессия атмосферы снимается одновременно с завершением нагревания или после него.
(7) Фиксирующая лента с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа и для фиксации предотвращающего коррозию термоусадочного листа, намотанного вокруг облицованной пластмассой стальной трубы, в которой слой чувствительного к давлению клейкого вещества, содержащий чувствительное к давлению клейкое вещество, сшиваемое при нагревании, располагается на одной стороне теплостойкой основной пленки, и сила сдвига сшиваемого чувствительного к давлению клейкого вещества при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа становится максимальной, является больше максимальной силы усадки.
(8) Фиксирующая лента с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа, описанная в вышеприведенном пункте (7), в которой сила сдвига слоя чувствительного к давлению клейкого вещества составляет 15 Н/см или больше, когда фиксирующая лента с чувствительным к давлению клейким веществом наклеивается на сшитый растянутый лист полиэтилена, и полученный продукт нагревается при температуре 300°C в течение 20 мин при нагрузке в 1 Н/см2, а затем охлаждается до температуры 25°C и дополнительно нагревается при температуре 90°C в течение 10 мин.
(9) Фиксирующая лента с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа, описанная в вышеприведенном пункте (7) или (8), в которой теплостойкая основная пленка является основной пленкой, сформированной из сшитого полиэтилена.
(10) Фиксирующая лента с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа, описанная в любом из вышеприведенных пунктов (7)-(9), в которой чувствительное к давлению клейкое вещество является сшиваемым чувствительным к давлению клейким веществом из бутилкаучука, содержащим хиноидный вулканизатор.
{0010} В настоящем изобретении «сваренная часть» включает в себя часть сварного соединения (часть сварочного шва), в которой облицованные пластмассой стальные трубы являются сваренными, а также часть, подвергаемую антикоррозионной обработке, а именно открытую поверхность стали, с которой снята пластмассовая облицовка.
Кроме того, «способ защиты от коррозии сваренной части» включает в себя способ защиты от коррозии сваренной части, в котором антикоррозионная обработка применяется к сваренной части облицованной пластмассой вновь прокладываемой стальной трубы, а также способ защиты от коррозии сваренной части, в котором антикоррозионная обработка применяется к сваренной части существующей трубы (способ ремонта защиты от коррозии сваренной части).
Кроме того, в соответствии с настоящим изобретением производится соединенное тело из облицованных пластмассой стальных труб (также называемое защищенным от коррозии соединенным трубным телом), в котором по меньшей мере сваренная часть покрывается предотвращающим коррозию термоусадочным листом и подвергается антикоррозионной обработке, а также трубопровод и т.п. Соответственно способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы в настоящем изобретении может также упоминаться как способ производства или способ ремонта защиты от коррозии соединенной трубы, трубопровода и т.п.
В настоящем изобретении «степень вакуума» определяется манометрическим давлением, при котором атмосферное давление (давление перед декомпрессией) принимается за 0 МПа и становится соответственно тем больше, чем сильнее уменьшается давление.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
{0011} В соответствии с настоящим изобретением может быть изготовлена конструкция предотвращающего коррозию термоусадочного листа, в котором отслаивание концевых частей термоусадочного предотвращающего коррозию листа, намотанного вокруг сваренной части облицованной пластмассой стальной трубы, предотвращается при превосходной эффективности предотвращения коррозии, безопасно и без необходимости в специальных навыках. В результате может быть произведено или восстановлено защищенное от коррозии соединенное тело, трубопровод и т.п., в котором сваренная часть подвергается антикоррозионной обработке с превосходной эффективностью предотвращения коррозии.
Другие и дополнительные особенности и преимущества настоящего изобретения станут более понятными из следующего описания со ссылками на сопроводительные чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
{0012} {Фиг. 1} Фиг. 1 представляет собой вид спереди, показывающий один пример соединенного тела из облицованных пластмассой стальных труб, к которому применяется способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы в соответствии с настоящим изобретением.
{Фиг. 2} Фиг. 2 представляет собой вид спереди, показывающий один пример соединенного тела из облицованных пластмассой стальных труб, к которому применяется антикоррозионная обработка путем применения способа защиты от коррозии сваренной части облицованной пластмассой стальной трубы в соответствии с настоящим изобретением.
{Фиг. 3} Фиг. 3 представляет собой схематическое поперечное сечение, показывающее состояние, в котором предотвращающий коррозию термоусадочный лист устанавливается на сваренную часть облицованной пластмассой стальной трубы путем использования фиксирующей ленты с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа в способе защиты от коррозии сваренной части облицованной пластмассой стальной трубы в соответствии с настоящим изобретением.
{Фиг. 4} Фиг. 4 представляет собой частично вырезанную схематическую объяснительную диаграмму для объяснения стадии термоусадки, выполняемой путем использования устройства инфракрасного нагрева в дальнем диапазоне декомпрессионного типа, в способе защиты от коррозии сваренной части облицованной пластмассой стальной трубы в соответствии с настоящим изобретением.
{Фиг. 5} Фиг. 5 представляет собой диаграмму, показывающую условия декомпрессии и условия нагрева на стадии термоусадки в Примере 1.
{Фиг. 6} Фиг. 6 представляет собой диаграмму, показывающую условия декомпрессии и условия нагрева на стадии термоусадки в Примере 2.
{Фиг. 7} Фиг. 7 представляет собой диаграмму, показывающую условия декомпрессии и условия нагрева на стадии термоусадки в Примере 3.
СПОСОБ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
{0013} Предпочтительные варианты осуществления настоящего изобретения будут подробно описаны со ссылками на чертежи, но настоящее изобретение не ограничивается этими вариантами осуществления.
{0014} Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы в соответствии с настоящим изобретением (в дальнейшем также называемый способом по настоящему изобретению) применяется к сваренной части соединенного тела облицованной пластмассой стальной трубы, произведенного путем соединения сваркой.
{0015} Соединенное тело облицованной пластмассой стальной трубы, которое будет использоваться в настоящем изобретении, особенно не ограничивается, и его конкретные примеры включают в себя продукт, в котором соединяются по меньшей мере две части облицованных пластмассой стальных труб, а также продукт, в котором облицованная пластмассой стальная труба соединяется с таким элементом трубопровода, как угловой патрубок, клапан, редуктор и тройник.
Предпочтительное соединенное тело облицованной пластмассой стальной трубы описывается со ссылкой на Фиг. 1.
Это соединенное тело 3 облицованной пластмассой стальной трубы представляет собой продукт, в котором соединяются две части облицованных пластмассой стальных труб 11, и сварной шов 5a формируется в соединительной части 5. Каждая облицованная пластмассой стальная труба 11 в каждой концевой части имеет часть 7 с открытой поверхностью стали, в которой пластмассовая облицовка 11a счищена и поверхность стали обнажена. Сваренная часть 5 формируется из сварного шва 5a и частей 7 с открытой поверхностью стали, между которыми расположен сварной шов 5a.
{0016} Облицованная пластмассой стальная труба 11 особенно не ограничивается, если стальная труба 11 является стальной трубой, облицованной (покрытой) пластмассой (смолой) по меньшей мере на периферийной поверхности. Конкретные примеры такой трубы включают в себя облицованную пластмассой стальную трубу, предпочтительно используемую в трубопроводе для транспортировки текучей среды, такой как газ, нефть и химикаты.
Конкретные примеры такой облицованной пластмассой стальной трубы 11 включают в себя стальную трубу, облицованную полиолефином, таким как полиэтилен и полипропилен, и облицованная полиэтиленом стальная труба является предпочтительной.
{0017} Способ по настоящему изобретению может быть применен к сваренной части вновь прокладываемой облицованной пластмассой стальной трубы. Этот способ также может быть применен к сваренной части уже существующей облицованной пластмассой стальной трубы. Соответственно, облицованная пластмассой стальная труба может быть вновь прокладываемой облицованной пластмассой стальной трубой или уже существующей трубой. В частности, принимая во внимание отсутствие возможности антикоррозионной обработки с помощью термоусадочного антикоррозионного рукава, способ по настоящему изобретению предпочтительно применяется к уже существующей трубе.
{0018} Защита от коррозии соединенного тела трубы и т.п. производится путем применения способа по настоящему изобретению к соединенному телу облицованной пластмассой стальной трубы. Кроме того, соединенное тело облицованной пластмассой стальной трубы, трубопровод и т.п. могут быть восстановлены.
Один предпочтительный пример защиты от коррозии соединенного тела трубы посредством способа по настоящему изобретению описывается со ссылкой на Фиг. 2. Защита от коррозии соединенного тела 1 трубы является той же самой, что и для соединенного тела 3 облицованной пластмассой стальной трубы, за исключением того, что сваренная часть 5 и каждая часть полиэтиленовой облицовки 11a, смежная со сваренной частью 5, покрывается предотвращающим коррозию термоусадочным листом 21. Таким образом, сваренная часть 5 подвергается антикоррозионной обработке.
{0019} В способе по настоящему изобретению используется предотвращающий коррозию термоусадочный лист.
Соответственно, способ настоящего изобретения может также упоминаться как способ построения предотвращающего коррозию термоусадочного листа.
В предотвращающем коррозию термоусадочном листе, используемом в способе настоящего изобретения, другая структура особенно не ограничивается, при условии, что этот лист имеет по меньшей мере термоусадочный основной материал и слой клейкого вещества (адгезива), чувствительного к давлению, сформированный из клейкого вещества (адгезива), чувствительного к давлению, и расположенный на основном материале.
Предпочтительный предотвращающий коррозию термоусадочный лист описывается со ссылкой на Фиг. 3. Предотвращающий коррозию термоусадочный лист 21 имеет основной материал 22 и слой клейкого вещества (адгезива), чувствительного к давлению 23, расположенный на основном материале 22.
{0020} Основной материал 22 обычно формируется из смолы и предпочтительно формируется в форму листа. Основной материал 22 имеет термоусадочную характеристику.
Смола, которая формирует основной материал 22, особенно не ограничивается, при условии, что основной материал 22 проявляет термоусадочные свойства, когда смола формируется в основной материал 22, и конкретные примеры включают в себя полиэтилен и полипропилен, подвергнутые предварительной обработке растяжением. Кроме того, принимая во внимание эффективность нагрева инфракрасным излучением в дальнем диапазоне, предпочтительным является полиэтилен, подвергнутый предварительной обработке растяжением.
{0021} Принимая во внимание процент термоусадки и ее силу, смола, которая формирует основной материал 22, предпочтительно подвергается сшивке (сшивается). Степень сшивки смолы, подвергаемой сшивке (называемой также сшитой смолой), предпочтительно составляет от 20 до 50%, и более предпочтительно от 25 до 40% в терминах гелевой фракции. Здесь гелевая фракция означает индикацию остатка расплава в сшитой смоле, и ее измерение выполняется в соответствии с японским промышленным стандартом JIS C 3005. Однако когда сшитая смола содержит наполнитель, содержание наполнителя вычитается из измеренной массы образца для вычисления гелевой фракции.
Способ сшивки смолы особенно не ограничивается, и его конкретные примеры включают в себя способ химической сшивки и способ физической сшивки. Конкретные примеры способа химической сшивки включают в себя способ радикальной сшивки с использованием генератора радикала, а также способ силановой сшивки с использованием соединения силана. Конкретные примеры способа физической сшивки включают в себя способ сшивки электронным лучом, в котором выполняется облучение электронным лучом. В качестве способа сшивки, принимая во внимание производительность, прочность сшивки и т.п., способ сшивки электронным лучом является предпочтительным.
В качестве сшитой смолы, принимая во внимание характеристики водонепроницаемости, износостойкости, теплостойкости и т.п., предпочтительным является сшитый полиэтилен. Здесь сшитый полиэтилен означает полиэтилен, имеющий высокую молекулярную массу, в котором молекулы формируются в трехмерную сшитую структуру с помощью реакции сшивки полиэтилена.
{0022} В качестве смолы, принимая во внимание процент и силу термоусадки, предпочтительной является предварительно растянутая смола (называемая растянутой смолой), и одноосно растянутая смола является более предпочтительной. Условия растягивания в вышеупомянутом случае особенно не ограничиваются. Например, принимая во внимание возможность использования в строительстве и устойчивость при хранении, температура растягивания предпочтительно составляет от 60°C до 100°C, более предпочтительно от 70°C до 90°C, и еще более предпочтительно от 80°C до 90°C.
{0023} Основной материал 22 особенно не ограничивается в проценте термоусадки, при условии, что основной материал 22 обладает свойством термоусадки. Принимая во внимание хорошую обрабатываемость, превосходную эффективность предотвращения коррозии, а также способность гарантировать плотный контакт на теле трубы, процент тепловой усадки предпочтительно составляет 10% или больше, более предпочтительно 15% или больше, и еще более предпочтительно 20% или больше. С другой стороны, принимая во внимание превосходную долговечность и сопротивление разрыву, процент тепловой усадки предпочтительно составляет 50% или меньше, более предпочтительно 40% или меньше, и еще более предпочтительно 30% или меньше.
Здесь процент тепловой усадки основного материала 22 соответствует полной усадке. В частности, квадратный основной материал 22 в форме квадрата со стороной 100 мм нагревается в ванне талька при температуре 200°C в течение 2 час, после чего естественным образом охлаждается до обычной температуры (25°C). Затем размер основного материала 22 измеряется для того, чтобы вычислить процент усадки.
Процент термоусадки может быть задан в предопределенном диапазоне в зависимости, например, от условий растягивания и т.п.
{0024} Толщина основного материала 22 особенно не ограничивается, но предпочтительно составляет, например, от 0,5 до 2,0 мм.
{0025} Принимая во внимание превосходную эффективность предотвращения коррозии и эффективность адгезии, клейкое вещество, чувствительное к давлению, которое формирует слой 23 клейкого вещества, чувствительного к давлению, предпочтительно содержит смолу, такую как полиамидная смола, (мет)акриловая смола, эластомер и смола, модифицированная малеиновой кислотой.
{0026} Конкретные примеры смолы, модифицированной малеиновой кислотой, включают в себя такую смолу, как олефиновый полимер, модифицированный малеиновой кислотой. Этот олефиновый полимер особенно не ограничивается, при условии, что полимер является гомополимером олефина или сополимером, содержащим олефин в качестве по меньшей мере одной составной части. Конкретные примеры этого включают в себя полиэтилен, сополимер этилена и винилацетата (EVA) или сополимер этилена и этилакрилата (EEA).
Принимая во внимание эффективность высокотемпературной адгезии, наиболее предпочтительной является модифицированная малеиновой кислотой полиэтиленовая смола.
Здесь, модифицированная малеиновой кислотой смола представляет собой смолу, модифицированную путем добавления функциональной группы к смоле, предпочтительно к полиолефиновой смоле, путем использования малеиновой кислоты (включая малеиновый ангидрид), а также включает в себя полиолефиновую смолу, модифицированную прививкой малеиновой кислоты. Степень модификации малеиновой кислотой особенно не ограничивается, но составляет, например, от 0,1 мас.% до 7 мас.% в одной молекуле смолы.
{0027} Чувствительное к давлению клейкое вещество в дополнение к смоле может содержать наполнитель, пластификатор, реагент, придающий клейкость, и т.п.
Наполнитель особенно не ограничивается, и его конкретные примеры включают в себя карбонат кальция и гидроксид алюминия.
Пластификатор особенно не ограничивается, и его конкретные примеры включают в себя минеральное масло и полибутен.
Реагент, придающий клейкость, особенно не ограничивается, и его конкретные примеры включают в себя кумароноинденовую смолу, приготавливаемую путем выполнения реакции полимеризации части побочного продукта крекинга сырой нефти, выполняемого в нефтехимической промышленности, и в частности включают в себя кумароноинденовую смолу на основе фракций C5, C6 и т.п.
{0028} Конкретные примеры чувствительного к давлению клейкого вещества, используемого в настоящем изобретении, включают в себя средство, содержащее вышеописанную смолу, а также чувствительное к давлению клейкое вещество на основе синтетического каучука, такого как бутилкаучук, и дополнительно чувствительное к давлению клейкое вещество, содержащее асфальт.
{0029} Принимая во внимание обрабатываемость, эффективность предотвращения коррозии и эффективность адгезии, чувствительное к давлению клейкое вещество предпочтительно размягчается или плавится во время термоусадки предотвращающего коррозию термоусадочного листа. Температура размягчения или температура плавления (точка плавления) чувствительного к давлению клейкого вещества особенно не ограничивается, но принимая во внимание обрабатываемость и эффективность адгезии, эта температура предпочтительно составляет, например, от 60°C до 120°C, и более предпочтительно от 70°C до 115°C. В настоящем изобретении температура размягчения и точка плавления представляют собой температуры, измеряемые с помощью дифференциальной сканирующей калориметрии (DSC). В качестве способа их измерения, измерение выполняется с использованием дифференциального сканирующего калориметра при скорости нагревания 10°C/мин, без продувки азотом, в атмосфере, в которой существует воздух.
{0030} Для того, чтобы размягчить или расплавить чувствительное к давлению клейкое вещество во время термоусадки, предпочтительно применяется несшиваемое клейкое вещество. «Несшиваемое» вещество включает в себя вещество, несшиваемое при нагревании, а также вещество, частично сшиваемое до такой степени, что оно остается размягчаемым или плавящимся.
{0031} Слой 23 чувствительного к давлению клейкого вещества является слоем, формируемым путем расположения чувствительного к давлению клейкого вещества на основном материале 22. Толщина слоя 23 чувствительного к давлению клейкого вещества особенно не ограничивается, но предпочтительно составляет, например, от 0,5 до 1,5 мм.
{0032} Предотвращающий коррозию термоусадочный лист 21 имеет силу усадки (также называемую усадочным напряжением), производимую термоусадкой основного материала 22.
Эта сила усадки обычно постепенно увеличивается по мере того, как увеличивается термоусадка основного материала 22, и после того, как сила усадки становится максимальной, сила усадки постепенно уменьшается. Когда предотвращающий коррозию термоусадочный лист 21 включает в себя основной материал 22, сформированный из растянутой смолы, максимальная сила усадки проявляется около температуры растягивания основного материала 22.
Максимальная сила усадки особенно не ограничивается, но в том случае, когда максимальная сила усадки является слишком малой, эффективность предотвращения коррозии является недостаточной, и предотвращающий коррозию термоусадочный лист 21 в некоторых случаях неплотно входит в контакт с телом трубы. С другой стороны, в том случае, когда максимальная сила усадки является слишком большой, предотвращающий коррозию термоусадочный лист 21 в некоторых случаях не может быть прикреплен к сваренной части. В настоящем изобретении «сила усадки» означает преобразованную силу на единицу ширины (1 см) (также называемую единичной силой усадки), и предпочтительно составляет от 5 до 15 Н/см, и более предпочтительно от 10 до 15 Н/см.
{0033} Сила усадки может быть задана в предопределенном диапазоне в зависимости, например, от условий растягивания.
Максимальная сила усадки может быть получена путем измерения кривой зависимости силы усадки от температуры.
Здесь кривая зависимости силы усадки от температуры может быть определена на образце, имеющем форму полоски шириной 20 мм, путем использования машины для испытания на разрыв типа динамометрического датчика с ванной постоянной температуры, как описано ниже. В частности, например, концевые части вышеописанного образца закрепляются (зажимаются) в одном наборе соответственно вертикально расположенных зажимных патронов, измеренные значения непрерывно считываются, в то время как температура увеличивается от обычной температуры со скоростью 10°C/мин, и соотношение между преобразованными значениями на единицу ширины и температурой вычерчивается в виде графика для того, чтобы получить кривую зависимости силы усадки от температуры.
Сила усадки предотвращающего коррозию термоусадочного листа 21 является той же самой, что и сила тепловой усадки основного материала 22, когда чувствительное к давлению клейкое вещество не является термоусадочным.
{0034} Предотвращающий коррозию термоусадочный лист 21 имеет силу адгезии. Сила адгезии должна иметь такую степень, при которой предотвращающий коррозию термоусадочный лист 21 прилипает на сваренную часть 5, и соответственно задается в зависимости от применения и т.п. Например, когда предотвращающий коррозию термоусадочный лист 21 используется для антикоррозионной обработки трубопровода, принимая во внимание эффективность адгезии, эффективность предотвращения коррозии и долговечность, сила адгезии при температуре 80°C, когда используется праймер, подходящий для чувствительного к давлению клейкого вещества, предпочтительно составляет 10 Н/см или больше и более предпочтительно от 20 до 50 Н/см.
Конкретные примеры праймера, используемого в вышеописанном случае, включают праймер из эпоксидной смолы, как будет описано позже.
Сила адгезии может быть задана в предопределенном диапазоне в зависимости от вида, содержания и т.п. чувствительного к давлению клейкого вещества, и дополнительно в зависимости от степени модификации малеиновой кислотой и т.п., когда для этого используется смола, модифицированная малеиновой кислотой.
Сила адгезии может быть измерена, как описано ниже. Предотвращающий коррозию термоусадочный лист 21 приклеивается на стальную трубу, имеющую диаметр приблизительно 100 мм в приклеенном состоянии, путем использования вышеописанного праймера. Затем сила может быть измерена как значение, при котором концевые части приклеенного предотвращающего коррозию термоусадочного листа 21 отрываются под углом 90° при условиях температуры 80°C и скорости отрывания 50 мм/мин путем использования машины для испытания на разрыв типа динамометрического датчика.
{0035} Предотвращающий коррозию термоусадочный лист 21, в частности предотвращающий коррозию термоусадочный лист 21, имеющий слой 23 чувствительного к давлению клейкого вещества, сформированный из модифицированной малеиновой кислотой смолы, может быть произведен путем формирования чувствительного к давлению клейкого вещества в форму пленки (в форму слоя) на основном материале 22.
В качестве предотвращающего коррозию термоусадочного листа 21 также может использоваться коммерческий продукт. Конкретные примеры такого продукта включают в себя WRAP CO SHEET SE (торговая марка, производства компании Furukawa Electric Co., Ltd.) и WRAP CO SHEET SH-80 (торговая марка, производства компании Furukawa Electric Co., Ltd.).
{0036} В способе по настоящему изобретению используется фиксирующая лента 31 с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа (просто называемая фиксирующей лентой с чувствительным к давлению клейким веществом в некоторых случаях).
Фиксирующая лента с чувствительным к давлению клейким веществом, используемая в настоящем изобретении, особенно не ограничивается, но по меньшей мере она имеет слой чувствительного к давлению клейкого вещества, сформированный из чувствительного к давлению клейкого вещества, в котором сила сдвига при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа становится максимальной, больше, чем максимальная сила усадки. Таким образом, фиксирующая лента с чувствительным к давлению клейким веществом может фиксировать предотвращающий коррозию термоусадочный лист вокруг сваренной части до тех пор, пока термоусадка листа не вызовет плотный контакт или адгезию к сваренной части облицованной пластмассой стальной трубы, и для этого может использоваться способ автоматического нагревания, не требующий технологического навыка и являющийся безопасным.
{0037} Фиксирующая лента с чувствительным к давлению клейким веществом для этого должна лишь иметь слой чувствительного к давлению клейкого вещества и предпочтительно основную пленку (также просто называемую основным материалом), которая поддерживает слой чувствительного к давлению клейкого вещества. Слой чувствительного к давлению клейкого вещества содержит чувствительное к давлению клейкое вещество и предпочтительно располагается на одной поверхности (одной стороне) основного материала.
Предпочтительная фиксирующая лента с чувствительным к давлению клейким веществом описывается со ссылкой на Фиг. 3. Фиксирующая лента 31 с чувствительным к давлению клейким веществом имеет основной материал 32 и слой 33 чувствительного к давлению клейкого вещества, расположенный на поверхности основного материала 32.
Этот основной материал 32 формируется из смолы. Эта смола особенно не ограничивается, и ее конкретные примеры включают в себя такую смолу, как полиэтилен, EVA, EEA и полипропилен. Наиболее предпочтительным является полиэтилен.
{0038} Основной материал 32 предпочтительно обладает такой теплостойкостью, при которой ни размягчение, ни плавление не происходят в процессе термоусадки предотвращающего коррозию термоусадочного листа (теплостойкий основной материал). В качестве теплостойкости основного материала 32, например, никакого плавления предпочтительно не происходит, даже если нагревание выполняется при температуре 300°C в течение 30 мин. Теплостойкость может быть подтверждена таким образом, что предотвращающий коррозию термоусадочный лист подвешивается в печи при температуре 300°C, и даже после истечения 30 мин не происходит никакого расплавления основного материала 32.
Теплостойкость основного материала 32 может быть задана в предопределенном диапазоне в зависимости от степени сшивки (гелевой фракции) в формируемой смоле или количества добавляемого антиоксиданта и т.п.
{0039} Принимая во внимание способность к проявлению вышеописанной теплостойкости, основной материал 32 предпочтительно формируется из сшитой смолы. Степень сшивки сшитой смолы предпочтительно составляет от 20 до 40%, и более предпочтительно от 25 до 40% с точки зрения гелевой фракции. Здесь способ сшивки, гелевая фракция и способ ее измерения описаны выше.
В качестве сшитой смолы, принимая во внимание эффективность водонепроницаемости, эффективность электроизоляции, теплостойкость и т.п., в вышеописанных смолах предпочтительным является сшитый полиэтилен.
{0040} Принимая во внимание отсутствие термоусадки, основной материал 32 предпочтительно формируется из нерастянутой смолы. Нерастянутая смола покрывает, в дополнение к смоле, не подвергнутой никакой обработке положительного растяжения, смолу, подвергнутую растягивающей обработке в такой степени, которая не оказывает негативного влияния на фиксацию предотвращающего коррозию термоусадочного листа 21.
{0041} Основной материал 32 имеет однослойную структуру, но может иметь многослойную структуру. Толщина основного материала 32 особенно не ограничивается, но предпочтительно составляет, например, от 0,5 до 1,0 мм.
{0042} Чувствительное к давлению клейкое вещество особенно не ограничивается, при условии, что чувствительное к давлению клейкое вещество имеет силу сдвига (Н/см), большую, чем максимальная сила усадки (Н/см) предотвращающего коррозию термоусадочного листа при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа становится максимальной. В частности, чувствительное к давлению клейкое вещество имеет силу сдвига (Н/см) больше, чем максимальная сила усадки (Н/см) предотвращающего коррозию термоусадочного листа при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа становится максимальной. Другими словами, чувствительное к давлению клейкое вещество при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа становится максимальной, имеет полную силу сдвига (Н), которая больше, чем максимальная полная сила усадки (Н), развиваемая между этим листом 21 и чувствительным к давлению клейким веществом, по всей ширине адгезии, и развивает силу, противостоящую этой полной силе усадки.
Здесь температура, при которой сила усадки предотвращающего коррозию термоусадочного листа становится максимальной, и сама эта максимальная сила усадки описаны выше, и обе зависят от материала, используемого в качестве основного материала 22 и т.п. Однако, в качестве индикации силы сдвига, которая больше, чем эта максимальная сила усадки предотвращающего коррозию термоусадочного листа 21 при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа становится максимальной, может использоваться, например, сила сдвига при температуре 90°C, которая предпочтительно больше чем 15 Н/см. Эта сила сдвига более предпочтительно составляет 20 Н/см или больше. Верхний предел силы сдвига особенно не ограничивается, но составляет, например, 50 Н/см.
{0043} Сила сдвига относится к силе сдвига адгезии на единицу ширины (Н/см) фиксирующей ленты с чувствительным к давлению клейким веществом после приклеивания фиксирующей ленты с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа на поверхность основного материала предотвращающего коррозию термоусадочного листа 21 посредством чувствительного к давлению клейкого вещества. Иначе говоря, в настоящем изобретении, сила сдвига означает преобразованную силу на единицу ширины (1 см) (также называемую единичной силой сдвига).
Эта сила сдвига адгезии измеряется путем наклеивания фиксирующей ленты 31 с чувствительным к давлению клейким веществом (длина склеиваемой поверхности: 100 мм) на поверхность основного материала 22 достаточно усевшего предотвращающего коррозию термоусадочного листа 21, и нагревания полученного в результате материала при температуре 90°C в течение 2 час или больше, например, в течение 2 час в состоянии, в котором к нему прикладывается нагрузка величиной 1 Н/см2, и в то же время как полученный в результате материал натягивается в направлении, параллельном к поверхности склеивания, при условиях скорости растяжения 50 мм/мин при использовании устройства: «машина для испытания на разрыв типа динамометрического датчика с нагревающим устройством» (торговая марка: Autograph, производства компании Shimadzu Corporation).
{0044} Кроме того, в дополнение к вышеописанной силе сдвига при температуре 90°C, в качестве индикации силы сдвига, большей чем максимальная сила усадки предотвращающего коррозию термоусадочного листа 21, сила сдвига при температуре 90°C после нагрева при температуре 300°C в течение 20 мин с одновременным прикладыванием нагрузки в 1 Н/см2, затем охлаждения до температуры 25°C, а затем дополнительного нагревания при температуре 90°C в течение 10 минут, предпочтительно составляет 15 Н/см или больше. Эта сила сдвига более предпочтительно составляет 20 Н/см или больше. Верхний предел этой силы сдвига особенно не ограничивается, но составляет, например, 50 Н/см. Способ охлаждения слоя чувствительного к давлению клейкого вещества до температуры 25°C особенно не ограничивается, и может быть естественным охлаждением или может быть охлаждением с помощью известных средств охлаждения.
{0045} Эта сила сдвига относится к силе сдвига с поверхностью сшитого растянутого полиэтиленового листа (основной материал 22 предотвращающего коррозию термоусадочного листа 21) и чувствительной к давлению клейкой (адгезивной) лентой 31. Эта сила сдвига может быть измерена, как описано ниже. Чувствительная к давлению клейкая лента 31, в который слой 33 чувствительного к давлению клейкого вещества (ширина: 20 мм × длина: 100 мм × толщина: 0,5 мм) нанесен на основной материал 32 (сшитый нерастянутый лист полиэтилена, ширина: 20 мм × длина: 250 мм), наклеивается на сшитый растянутый лист полиэтилена (степень сшивки: 35% в терминах гелевой фракции, температура растяжения: 90°C, растяжение: в 1,3 раза, процент тепловой усадки: 25%). Нагрузка в 1 Н/см2 прикладывается к ней в направлении ламинирования, и полученный в результате материал нагревается при температуре 300°C в течение 20 мин и охлаждается до температуры 25°C. Затем полученный в результате материал дополнительно нагревается при температуре 90°C в течение 10 мин без приложения нагрузки, и в состоянии, в котором материал нагрет при температуре 90°C, сила сдвига между основным материалом 32 и чувствительной к давлению клейкой лентой 31 измеряется при одновременном натяжении этого материала в направлении, параллельном к поверхности адгезии, со скоростью растяжения 50 мм/мин, с использованием устройства: «машина для испытания на разрыв типа динамометрического датчика с нагревающим устройством» (торговая марка: Autograph, производства компании Shimadzu Corporation). Сила сдвига может быть получена путем преобразования этого измеренного значения в силу на единицу ширины.
{0046} Принимая во внимание способность к предотвращению отваливания предотвращающего коррозию термоусадочного листа 21, сила сдвига чувствительного к давлению клейкого вещества более предпочтительно имеет значение больше, чем сила усадки, образующаяся в предотвращающем коррозию термоусадочном листе 21 в процессе термоусадки предотвращающего коррозию термоусадочного листа 21.
Что касается соотношения между силой сдвига и силой усадки, в настоящем изобретении сила сдвига предпочтительно больше, чем сила усадки, независимо от температуры.
{0047} Сила сдвига чувствительной к давлению клейкой ленты 31, имеющей слой 33 чувствительного к давлению клейкого вещества, и вышеописанного основного материала 32 равна силе сдвига слоя 33 чувствительного к давлению клейкого вещества. Сила сдвига чувствительной к давлению клейкой ленты 31, имеющей слой 33 чувствительного к давлению клейкого вещества, может быть задана в предопределенном диапазоне в зависимости от эффективности адгезии чувствительного к давлению клейкого вещества, характеристик, видов, состава и т.п. чувствительного к давлению клейкого вещества, как будет упомянуто позже.
{0048} Состав чувствительного к давлению клейкого вещества и т.п. особенно не ограничивается, при условии, что чувствительное к давлению клейкое вещество обладает вышеописанной силой сдвига. Например, резиновое чувствительное к давлению клейкое вещество (примесь), содержащее резину, такую как бутилкаучук, акриловый каучук, нитриловый каучук и хлоропреновый каучук, является предпочтительным, и принимая во внимание эффективность адгезии и эффективность предотвращения коррозии, чувствительное к давлению резиновое клейкое вещество, содержащее бутилкаучук, является более предпочтительным.
{0049} Бутилкаучук может использоваться без особых ограничений, при условии, что бутилкаучук является синтетическим каучуком, получаемым путем катионной сополимеризации между изобутиленом и изопреном. Содержание изопренового компонента в бутилкаучуке предпочтительно составляет, например, от 0,6 мол.% до 3 мол.%.
{0050} Чувствительное к давлению клейкое вещество особенно не ограничивается, при условии, что оно проявляет вышеописанную силу сдвига, но, принимая во внимание способность предотвращения размягчения и увеличение силы адгезии, чувствительное к давлению сшиваемое клейкое вещество, которое может быть сшито путем нагревания, является предпочтительным. Такое сшиваемое чувствительное к давлению сшиваемое клейкое вещество особенно не ограничивается, при условии, что оно обладает свойством термической сшивки, при котором сшивка вызывается нагревом, и конкретные примеры этого включают в себя средство, содержащее сшивающий агент (также называемый вулканизатором).
{0051} Чувствительное к давлению клейкое вещество может содержать добавку и т.п. В частности, сшиваемое чувствительное к давлению сшиваемое клейкое вещество предпочтительно содержит вулканизатор. От вулканизатора требуется лишь то, чтобы он вызывал сшивку вышеописанной резины при нагревании, но принимая во внимание эффективность адгезии и эффективность сшивки, вулканизатор, вызывающий сшивку резины при низких температурах (например, 60°C), является предпочтительным.
Конкретные примеры такого вулканизатора включают в себя хиноидный вулканизатор, а также перекисный вулканизатор.
Конкретные примеры хиноидного вулканизатора включают в себя п-хинондиоксим, а также oʹ,oʹ-дибензоил-п-хинондиоксим.
{0052} Принимая во внимание превосходную эффективность адгезии и прочность, содержание вулканизатора в чувствительном к давлению клейком веществе предпочтительно составляет от 0,5 до 5,0 массовых частей, и более предпочтительно от 0,5 до 3,0 массовых частей на 100 массовых частей резины.
{0053} Примеры добавок, за исключением вулканизатора, включают в себя пластификатор, наполнитель, реагент, придающий клейкость, антиоксидант, ускоритель вулканизации и т.п.
Пластификатор особенно не ограничивается, и его конкретные примеры включают в себя минеральное масло и полибутен. Содержание пластификатора в чувствительном к давлению клейком веществе особенно не ограничивается, но предпочтительно составляет от 5 до 30 массовых частей на 100 массовых частей резины. В том случае, когда содержание пластификатора находится внутри вышеописанного диапазона, эффективность чувствительной к давлению адгезии улучшается, и обрабатываемость приклеивания перед нагреванием, особенно при низких температурах, улучшается. Кроме того, чувствительное к давлению клейкое вещество практически неспособно к термоусадке, и девиация чувствительного к давлению клейкого вещества, и в конечном счете девиация фиксирующей ленты с чувствительным к давлению клейким веществом, могут быть подавлены.
{0054} Наполнитель особенно не ограничивается, и его конкретные примеры включают в себя карбонат кальция, гидроксид алюминия, гидроксид магния, глину и тальк.
Ускоритель вулканизации особенно не ограничивается, и его конкретные примеры включают в себя различные ускорители вулканизации, такие как ускоритель вулканизации на основе тиазола, ускоритель вулканизации на основе сульфенамида, ускоритель вулканизации на основе тетраметилтиурамдисульфида и дитиокарбаминовый ускоритель вулканизации на основе соляной кислоты. Содержание ускорителя вулканизации в чувствительном к давлению клейком веществе предпочтительно составляет от 0,5 до 10 массовых частей на 100 массовых частей резины.
{0055} Чувствительное к давлению клейкое вещество предпочтительно является чувствительным к давлению сшиваемым клейким веществом из бутилкаучука, содержащим вулканизатор, предпочтительно от 0,5 до 5,0 массовых частей хиноидного вулканизатора на 100 массовых частей бутилкаучука, и более предпочтительно является чувствительным к давлению сшиваемым клейким веществом из бутилкаучука, содержащим от 5 до 30 массовых частей пластификатора. В этих сшиваемых чувствительных к давлению клейких веществах из бутилкаучука бутилкаучук сшивается при низких температурах (например, 60°C), и эти вещества могут проявлять силу сдвига, которая становится больше, чем максимальная сила усадки при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа становится максимальной.
Бутилкаучук обычно обладает эффективностью чувствительной к давлению адгезии при комнатной температуре (25°C), но легко деформируется при повышении температуры, а также вызывает уменьшение эффективности чувствительной к давлению адгезии. Однако авторы настоящего изобретения нашли, что вышеописанное чувствительное к давлению клейкое вещество из бутилкаучука развивает эффективность чувствительной к давлению адгезии при комнатной температуре даже без вулканизации, а также развивает сдвигающую силу, которая становится больше, чем сила усадки, и предпочтительно силу сдвига, удовлетворяющую вышеописанной индикации в процессе термоусадки предотвращающего коррозию термоусадочного листа. Развитие этой силы сдвига, как полагают, достигается за счет быстрой вулканизации бутилкаучука при температуре ниже, чем температура, при которой предотвращающий коррозию термоусадочный лист 21 начинает термоусадку за счет вулканизатора, не оказывая негативного влияния на форму слоя чувствительного к давлению клейкого вещества (без провисания слоя чувствительного к давлению клейкого вещества), а также более высокого влияния вулканизации на улучшение силы чувствительной к давлению адгезии по сравнению с уменьшением силы чувствительной к давлению адгезии бутилкаучука за счет повышения температуры.
{0056} Слой 33 чувствительного к давлению клейкого вещества является слоем, формируемым путем расположения чувствительного к давлению клейкого вещества на основном материале 32. Толщина слоя 33 чувствительного к давлению клейкого вещества особенно не ограничивается, но предпочтительно составляет, например, от 0,5 до 1,0 мм.
{0057} В соответствии со способом по настоящему изобретению антикоррозионная обработка может быть применена путем использования предотвращающего коррозию термоусадочного листа и обмотки этого листа вокруг периферийной поверхности трубы, даже на сваренную часть, к которой никакая антикоррозионная обработка не может быть применена с помощью предотвращающего коррозию термоусадочного рукава.
{0058} Способ по настоящему изобретению включает в себя по меньшей мере стадию фиксации и стадию термоусадки, как описано ниже:
стадию фиксации по меньшей мере концевой части предотвращающего коррозию термоусадочного листа, намотанного вокруг периферийной поверхности по меньшей мере сваренной части облицованной пластмассой стальной трубы, фиксирующей лентой с чувствительным к давлению клейким веществом, и
стадию термоусадки предотвращающего коррозию термоусадочного листа, зафиксированного на вышеописанной стадии фиксации.
{0059} В способе по настоящему изобретению, включающем в себя каждую стадию, описанную выше, отслаивание концевых частей предотвращающего коррозию термоусадочного листа может быть предотвращено на стадии термоусадки, и антикоррозионная обработка может быть применена к сваренной части безопасным образом и не требуя специальных навыков, предпочтительно с помощью способа автоматического нагрева.
{0060} Предпочтительный способ по настоящему изобретению будет подробно описан со ссылками на чертежи.
В предпочтительном способе по настоящему изобретению, когда антикоррозионная обработка применяется к сваренной части облицованной пластмассой вновь прокладываемой стальной трубы, облицованная пластмассой стальная труба и т.п. сваривается в соединенное тело 3 облицованной пластмассой стальной трубы, показанное, например, на Фиг. 1.
Каждая пластмассовая облицовка 11a в концевой части облицованной пластмассой стальной трубы 11 зачищается для того, чтобы обнажить поверхность стали. Затем концевые части стыкуются друг с другом и свариваются с помощью известного способа сварки. Это соединенное тело 3 облицованной пластмассой стальной трубы имеет сваренную часть 5, сформированную из обнаженной части 7 поверхности стали, в которой стальная поверхность обнажена, и сварного шва 5a. Грязь, сварочный шлак и т.п. на сваренной части 5 удаляется, когда это является необходимым.
{0061} С другой стороны, в предпочтительном способе по настоящему изобретению, когда антикоррозионная обработка применяется к уже существующей трубе, сваренная часть, подвергаемая антикоррозионной обработке, обнажается, и грязь на сваренной части и т.п. удаляется. Таким образом, формируется соединенное тело 3 облицованной пластмассой стальной трубы, как показано на Фиг. 1.
{0062} В предпочтительном способе по настоящему изобретению обработка праймером может быть применена к сваренной части в случае новой установки, а также в случае уже существующей трубы, когда это является необходимым.
{0063} В предпочтительном способе по настоящему изобретению затем выполняется стадия фиксации.
Как показано на Фиг. 3, предотвращающий коррозию термоусадочный лист 21 наматывается трубчатым образом вокруг периферийной поверхности по меньшей мере сваренной части 5, предпочтительно вокруг сваренной части 5 и обеих концевых частей пластмассовой облицовки 11a, смежных со сваренной частью 5. В вышеупомянутом случае концевая часть 21A начала обмотки и концевая часть 21B конца обмотки предотвращающего коррозию термоусадочного листа 21 перекрываются. Величина перекрытия обеих концевых частей устанавливается подходящим образом в зависимости от силы усадки, силы сдвига и т.п., и особенно не ограничивается. Например, в случае облицованной пластмассой стальной трубы 600А длина перекрытия в круговом направлении может составлять от 100 до 150 мм.
{0064} В этом состоянии концевые части 21A и 21B в обоих концах предотвращающего коррозию термоусадочного листа 21, а именно перекрытая часть, фиксируются вышеописанной чувствительной к давлению клейкой лентой 31. Относительно приклеивания чувствительной к давлению фиксирующей ленты 31, для того, чтобы зафиксировать состояние, в котором предотвращающий коррозию термоусадочный лист 21 намотан вокруг трубы, как показано на Фиг. 3, чувствительная к давлению клейкая лента 31 наклеивается на предотвращающий коррозию термоусадочный лист 21 в направлении осевой линии облицованной пластмассой стальной трубы 11 поперек концевой части 21B конца обмотки.
В вышеупомянутом случае длина чувствительной к давлению фиксирующей ленты 31, наклеиваемой на концевую часть 21B конца обмотки, устанавливается подходящим образом в зависимости от силы сдвига и силы усадки так, чтобы сила сдвига стала больше, чем сила усадки.
{0065} В качестве чувствительной к давлению фиксирующей ленты 31, используемой на этой стадии, выбирается лента, имеющая чувствительное к давлению клейкое вещество, у которого сила сдвига при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа 21, намотанного вокруг периферийной поверхности сваренной части 5, становится максимальной, становится больше, чем максимальная сила усадки. Таким образом, отслаивание обеих концевых частей может быть предотвращено за счет сопротивления силе усадки, производимой при термоусадке предотвращающего коррозию термоусадочного листа 21 на стадии термоусадки, и предотвращающий коррозию термоусадочный лист 21 может быть зафиксирован во время стадии термоусадки.
{0066} Комбинация между предотвращающим коррозию термоусадочным листом 21 и чувствительной к давлению клейкой лентой 31 особенно не ограничивается, при условии, что вышеописанное соотношение удовлетворяется, и соответственно выбирается из вышеописанного предотвращающего коррозию термоусадочного листа 21 и вышеописанной чувствительной к давлению клейкой ленты 31.
В качестве предотвращающего коррозию термоусадочного листа 21 и чувствительной к давлению клейкой ленты 31 предпочтительной является комбинация между предотвращающим коррозию термоусадочным листом 21, имеющим основной материал 22, сформированный из сшитой растянутой полиэтиленовой смолы, и слоем 23 чувствительного к давлению клейкого вещества, сформированного из модифицированной малеиновой кислотой смолы, а также чувствительный к давлению клейкой лентой 31, имеющей слой 33 чувствительного к давлению клейкого вещества, сформированного из вышеописанного сшиваемого чувствительного к давлению клейкого вещества из бутилкаучука. Таким образом, предотвращающий коррозию термоусадочный лист 21 может быть зафиксирован на стадии фиксации, а также на стадии термоусадки, как было упомянуто выше, слой 33 чувствительного к давлению клейкого вещества развивает большую силу сдвига от низкотемпературной области, и предотвращающий коррозию термоусадочный лист 21 может быть в достаточной степени зафиксирован. Кроме того, может использоваться способ автоматического нагрева, использующий нагревательное устройство декомпрессионного типа, как будет упомянуто позже, и т.п.
{0067} Таким образом, как показано на Фиг. 3, предотвращающий коррозию термоусадочный лист 21 фиксируется путем использования чувствительной к давлению клейкой ленты 31.
{0068} В предпочтительном способе по настоящему изобретению далее выполняется стадия термоусадки путем нагрева предотвращающего коррозию термоусадочного листа 21. Таким образом, предотвращающий коррозию термоусадочный лист 21 может плотно контактировать или прилипнуть к сваренной части 5 облицованной пластмассой стальной трубы.
Средство нагревания предотвращающего коррозию термоусадочного листа 21 не является способом нагрева с помощью открытого огня, и от него требуется лишь то, что оно должно быть средством, с помощью которого предотвращающий коррозию термоусадочный лист 21 может быть нагрет до температуры, при которой происходит термоусадка. Конкретные примеры этого включают в себя нагрев инфракрасным излучением в дальнем диапазоне, нагрев горячим воздухом, высокочастотный индукционный нагрев, а также нагрев с помощью проволоки высокого сопротивления. Таким образом, стадия термоусадки может быть выполнена безопасно и не требуя специальных навыков.
{0069} В предпочтительном способе по настоящему изобретению стадия термоусадки может также быть выполнена под атмосферным давлением без применения какой-либо декомпрессии.
Когда предотвращающий коррозию термоусадочный лист 21 наматывается вокруг трубы, пространство 9 (см. Фиг. 3) с толщиной предотвращающего коррозию термоусадочного листа 21 формируется в перекрытой части обеих концевых частей. Когда предотвращающий коррозию термоусадочный лист 21 нагревается, слой 23 чувствительного к давлению клейкого вещества предотвращающего коррозию термоусадочного листа 21 размягчается для того, чтобы заполнить пространство 9, но когда выход воздуха из пространства 9 блокируется, воздух остается в качестве воздушного кармана (пустоты) между облицованной пластмассой стальной трубой 11 и термоусадочными предотвращающими коррозию листами 21.
В предпочтительном способе по настоящему изобретению, принимая во внимание возможность образования такой пустоты и вследствие этого трудность дополнительного улучшения эффективности предотвращения коррозии, стадия термоусадки более предпочтительно выполняется под пониженным давлением, т.е. в состоянии декомпрессии. В качестве нагрева в состоянии декомпрессии, принимая во внимание эффективность нагрева и его однородность, более предпочтительным является нагрев инфракрасным излучением в дальней области.
{0070} Для того чтобы нагреть лист в состоянии декомпрессии, предпочтительно используется нагревательное устройство декомпрессионного типа, принимая во внимание удобство работы и т.п. Нагревательное устройство декомпрессионного типа особенно не ограничивается, при условии, что оно может нагревать лист в состоянии декомпрессии, и может использоваться коммерчески доступное нагревательное устройство декомпрессионного типа.
Один предпочтительный пример нагревательного устройства декомпрессионного типа описывается со ссылкой на Фиг. 4. Конкретные примеры нагревательного устройства 41 декомпрессионного типа включают в себя нагревательное устройство 41 декомпрессионного типа, оборудованное нагревательной камерой 42, герметически окружающей сваренную часть 5 и имеющей инфракрасный нагреватель 43 в дальней области, расположенный на внутренней поверхности окружности, вакуумный насос 44, соединенный с нагревательной камерой 42, и пульт управления (не показан), соединенный с инфракрасным нагревателем 43 в дальней области. Эта нагревательная камера 42 формируется как камера вертикально разделенного типа или как камера горизонтально разделенного типа, и имеет герметизирующую структуру (не показана) в обеих концевых частях для того, чтобы закрыть сваренную часть 5 в герметичном состоянии с периферийной поверхностью облицованной пластмассой стальной трубы 11.
{0071} Способ нагревания листа путем использования нагревательного устройства декомпрессионного типа, такого как декомпрессионное устройство 41 нагрева инфракрасным излучением в дальней области, особенно не ограничивается, при условии, что нагревание может быть выполнено при пониженном давлении.
{0072} Предпочтительный способ, использующий декомпрессионное устройство 41 нагрева инфракрасным излучением в дальней области, описывается со ссылкой на Фиг. 4.
Сначала сваренная часть 5 окружается нагревательной камерой 42 в воздухонепроницаемом состоянии. В частности, разделенные нагревательные камеры 42 перекрываются и соединяются в вертикальном направлении или в горизонтальном направлении относительно сваренной части 5.
Затем давление во внутренней части нагревательной камеры 42 понижается, а затем температура повышается для того, чтобы нагреть предотвращающий коррозию термоусадочный лист 21. Здесь степень вакуума в нагревательной камере 42 при начале повышения температуры или нагревания особенно не ограничивается и может составлять 0 МПа, но принимая во внимание способность к удалению пустот, эта степень предпочтительно составляет 0,030 МПа или выше, более предпочтительно 0,049 МПа или выше, и еще более предпочтительно от 0,049 МПа до 0,08 МПа.
{0073} Температура в нагревательной камере 42 повышается в таком состоянии, в котором нагревательная камера 42 поддерживается в состоянии декомпрессии, и степень вакуума регулируется так, чтобы она была равна вышеописанной степени вакуума, предпочтительно в диапазоне от 0,049 МПа до 0,08 МПа. После того, как степень вакуума в нагревательной камере 42 достигнет вышеописанной степени вакуума, предпочтительно от 0,049 МПа до 0,08 МПа, температура в нагревательной камере 42 повышается в состоянии продолжающейся декомпрессии. Таким образом, предотвращающий коррозию термоусадочный лист 21 нагревается. В настоящем изобретении атмосфера внутри нагревательной камеры 42 соответствует атмосфере вокруг предотвращающего коррозию термоусадочного листа.
{0074} Декомпрессия в нагревательной камере 42 выполняется путем запуска вакуумного насоса 44.
Нагревательная камера 42 может быть декомпрессирована до степени вакуума, равной или выше, чем степень вакуума, при которой начинается вышеописанное повышение температуры или нагревание. Например, принимая во внимание способность к удалению пустот, нагревательная камера 42 декомпрессируется до степени вакуума, предпочтительно равной 0,049 МПа или выше, более предпочтительно 0,060 МПа или выше, и еще более предпочтительно 0,080 МПа или выше.
Принимая во внимание необходимость полного удаления пустот, декомпрессия предпочтительно выполняется непрерывно во время стадии термоусадки.
{0075} Нагревание инфракрасным нагревателем 43 в дальней области предпочтительно выполняется в состоянии продолжения декомпрессии (степень вакуума становится более высокой, чем степень вакуума, при которой начинается вышеописанное повышение температуры или нагревание), в состоянии поддержания степени вакуума, при которой начинается вышеописанное повышение температуры или нагревание, или в состоянии остановки декомпрессии.
От температуры нагрева требуется только то, что она должна быть температурой, при которой происходит термоусадка основного материала 22, и одновременно чувствительное к давлению клейкое вещество в слое 23 чувствительного к давлению клейкого вещества размягчается или плавится, и температура нагрева предпочтительно составляет от 250°C до 300°C, и более предпочтительно от 280°C до 300°C с точки зрения, например, температуры в нагревательной камере 42. В настоящем изобретении температура внутри нагревательной камеры 42 соответствует температуре атмосферы вокруг предотвращающего коррозию термоусадочного листа.
Кроме того, время нагрева особенно не ограничивается, при условии, что оно равно или больше того времени, за которое происходит термоусадка основного материала 22 и устанавливается плотный контакт со сваренной частью 5, и это время устанавливается подходящим образом в соответствии с диаметром и т.п. основного материала 22 или облицованной пластмассой стальной трубы 11. Например, это время предпочтительно составляет от 20 до 30 мин.
{0076} Слой 23 чувствительного к давлению клейкого вещества предотвращающего коррозию термоусадочного листа 21 размягчается или плавится при нагреве. Кроме того, термоусадка основного материала вызывает плотный контакт со сваренной частью 5. В этом случае сила усадки предотвращающего коррозию термоусадочного листа 21 постепенно увеличивается с повышением температуры, становится максимальной, а затем постепенно уменьшается.
С другой стороны, никакой термоусадки не происходит в основном материале 32 в чувствительной к давлению клейкой ленте 31, но в слое 33 чувствительного к давлению клейкого вещества протекает вулканизация, и форма сохраняется. Кроме того, адгезионная сила сдвига (сила сдвига) слоя 33 чувствительного к давлению клейкого вещества постепенно увеличивается с прогрессом вулканизации.
На такой стадии термоусадки происходят термоусадка предотвращающего коррозию термоусадочного листа 21 и вулканизация чувствительного к давлению клейкого вещества в чувствительной к давлению клейкой ленте 31. Однако, как было описано выше, сила сдвига слоя 33 чувствительного к давлению клейкого вещества становится больше, чем максимальная сила усадки предотвращающего коррозию термоусадочного листа 21 при температуре, при которой сила усадки становится максимальной, и предпочтительно становится больше, чем сила усадки на стадии термоусадки. В частности, в том случае, когда используется вышеописанное сшиваемое чувствительное к давлению клейкое вещество из бутилкаучука, большая сила сдвига может эффективно проявляться, начиная от комнатной температуры и до температуры нагрева на стадии термоусадки.
Соответственно, не происходит никакого отслаивания концевой части 21B конца обмотки от концевой части 21A начала обмотки предотвращающего коррозию термоусадочного листа 21, и лист 21 фиксируется на периферийной поверхности сваренной части 5 до тех пор, пока стадия термоусадки не закончится.
На стадии термоусадки величина термоусадки предотвращающего коррозию термоусадочного листа 21 особенно не ограничивается, при условии, что она обеспечивает плотный контакт предотвращающего коррозию термоусадочного листа 21 со сваренной частью 5.
{0077} На стадии термоусадки в том случае, когда степень вакуума является высокой, или когда время декомпрессии является слишком долгим, в дополнение к вышеописанному воздуху в пространстве 9, в некоторых случаях улетучиваются воздух и летучий компонент, содержащиеся в слое 23 чувствительного к давлению клейкого вещества в предотвращающем коррозию термоусадочном листе 21. Таким образом, вогнутости и выпуклости формируются на поверхности предотвращающего коррозию термоусадочного листа 21. Соответственно, принимая во внимание способность к предотвращению формирования вогнутостей и выпуклостей для применения антикоррозионной обработки и получения хорошего состояния поверхности, предпочтительным является предотвращение улетучивания воздуха и летучего компонента, описанного выше. Их улетучивание может быть подавлено в том случае, когда степень вакуума находится на уровне, равном или ниже той степени вакуума, при которой начинается вышеописанное нагревание. Кроме того, их улетучивание может быть предотвращено путем выдержки в декомпрессированном состоянии с вышеописанной степенью вакуума. В настоящем изобретении, принимая во внимание способность предотвращения улетучивания воздуха и летучего компонента за счет чрезмерной декомпрессии в нагревательной камере 42, декомпрессия предпочтительно останавливается для нагрева предотвращающего коррозию термоусадочного листа 21 на стадии (одновременно) или позже, когда температура внутри нагревательной камеры 42 достигает вышеописанной температуры нагрева.
При остановке декомпрессии, например, выпускная труба 44a, соединяющая вакуумный насос 44 и нагревательную камеру 42, блокируется, и когда необходимо, вакуумный насос 44 останавливается.
{0078} Таким образом, на стадии термоусадки нагревательная камера 42 поддерживается в состоянии декомпрессии с вышеописанной степенью вакуума по меньшей мере в течение времени повышения температуры, за которое температура в нагревательной камере 42 достигает вышеописанной температуры нагрева. Здесь вышеописанное время повышения температуры предпочтительно равно или больше того времени, в течение которого может быть удален воздух из пространства 9, хотя это время не может быть однозначно определено в зависимости от размера предотвращающего коррозию термоусадочного листа 21, способов нагрева, эффективности нагрева и т.п. Таким образом, отсос пространства 9, термоусадка предотвращающего коррозию термоусадочного листа 21 и плавление чувствительного к давлению клейкого вещества 23, а также сшивка чувствительного к давлению клейкого вещества 33 в чувствительной к давлению клейкой ленте 31 могут развиваться с хорошим балансом для того, чтобы обеспечить плотный контакт предотвращающего коррозию термоусадочного листа 21 со сваренной частью 5 без отваливания листа 21.
Вышеописанное время повышения температуры предпочтительно составляет, например, от 3 до 10 мин от начала повышения температуры.
{0079} Когда декомпрессия останавливается таким образом, как описано выше, степень вакуума в нагревательной камере 42 постепенно уменьшается с течением времени. Нагревательная камера 42 может быть открыта после того, как декомпрессия остановлена, но даже после того, как декомпрессия остановлена, внутренность нагревательной камеры 42 предпочтительно находится в состоянии декомпрессии. В вышеупомянутом случае снижение степени вакуума в нагревательной камере 42 может быть контролируемым или не обязано быть контролируемым. Когда снижение степени вакуума является контролируемым, эта степень может плавно уменьшаться с постоянной скоростью, или может быть уменьшаться ступенчато, и кроме того может уменьшаться нерегулярным образом.
Предпочтительно, чтобы нагревательная камера 42 находилась в состоянии декомпрессии даже после того, как декомпрессия остановлена. Например, степень вакуума после завершения нагревания предпочтительно составляет 0,02 МПа или больше, и более предпочтительно от 0,049 МПа до 0,080 МПа.
{0080} Нагревательная камера 42 отсоединяется от трубы одновременно или после того, как время нагрева истекло и нагревание было закончено. В вышеупомянутом случае, когда нагревательная камера 42 находится в состоянии декомпрессии после завершения нагревания, декомпрессия снимается.
{0081} Таким образом, антикоррозионная обработка может быть достигнута на сваренной части 5 облицованной пластмассой стальной трубы 11, и производится соединенное тело 1 облицованной пластмассой стальной трубы (см. Фиг. 2), подвергнутое антикоррозионной обработке.
{0082} В соответствии с настоящим изобретением антикоррозионная обработка может быть применена к сваренной части облицованной пластмассой стальной трубы путем использования предотвращающего коррозию термоусадочного листа. Кроме того, антикоррозионная обработка также может быть применена к сваренной части облицованной пластмассой стальной трубы безопасно и не требуя специальных технологических навыков путем применения способа автоматического нагрева с использованием декомпрессионного нагревательного устройства и т.п. вместо способа нагрева открытым огнем с использованием газовой горелки и т.п., в котором требуются специальные навыки.
ПРИМЕРЫ
{0083} Настоящее изобретение будет описано более подробно на основе приведенных ниже примеров, но настоящее изобретение не ограничивается этими примерами.
{0084} Предотвращающий коррозию термоусадочный лист 21 и чувствительная к давлению клейкая лента 31, использованные в каждом Примере, были произведены, как описано ниже.
(Предотвращающий коррозию термоусадочный лист 21)
На поверхность листового основного материала 22 (толщина: 1,2 мм, процент тепловой усадки: 25%), сформированного из сшитой растянутой полиэтиленовой смолы, описанной ниже, была экструдирована модифицированная малеиновой кислотой смола для того, чтобы сформировать на нем пленку слоя 23 чувствительного к давлению клейкого вещества, и был произведен продукт с двухслойной структурой, в которой основной материал 22 склеен со слоем 23 чувствительного к давлению клейкого вещества (толщина: 1,2 мм). Полученный в результате продукт был нарезан на куски следующего размера: ширина 450 мм × длина 2100 мм, чтобы произвести предотвращающий коррозию термоусадочный лист 21.
Сила усадки предотвращающего коррозию термоусадочного листа 21 становилась максимальной при температуре 90°C, и равнялась 13 Н/см.
В качестве сшитой растянутой полиэтиленовой смолы использовалась смола, приготовленная путем растягивания смолы при температуре 90°C и ее облучения электронным лучом для того, чтобы вызвать сшивку (гелевая фракция: 35%).
Модифицированная малеиновой кислотой смола готовилась путем модификации полиэтиленовой смолы малеиновой кислотой, в которой температура размягчения или температура плавления была равна 110°C (без характеристик термоусадки). В этом предотвращающем коррозию термоусадочном листе 21, имеющем слой 23 чувствительного к давлению клейкого вещества, сформированного из модифицированной малеиновой кислотой смолы, конструкция была сделана способом в соответствии с Примером 1, и в результате сила адгезии (отслаивание под углом 90°) при комнатной температуре (25°C) составила 213 Н/см, а сила адгезии (отслаивание под углом 90°) при температуре 80°C, определенная с помощью вышеописанного способа измерения, составила 43 Н/см.
{0085} (Чувствительная к давлению клейкая лента 31)
На поверхность листового (пленочного) основного материала 22 (толщина: 1,0 мм), сформированного из сшитой нерастянутой полиэтиленовой смолы, описанной ниже, отлитое под давлением листовое тело (толщина: 0,5 мм) сшиваемого чувствительного к давлению клейкого вещества из бутилкаучука, описанного ниже, было наклеено в качестве слоя 33 чувствительного к давлению клейкого вещества, и полученный в результате продукт был нарезан на куски следующего размера: ширина 450 мм × длина 150 мм для того, чтобы произвести чувствительную к давлению клейкую ленту 31.
Когда соотношение между силой усадки предотвращающего коррозию термоусадочного листа 21 и силой сдвига чувствительной к давлению клейкой ленты 31 было подтверждено путем использования машины для испытания на разрыв типа динамометрического датчика с нагревательным устройством, сила сдвига после разрешения чувствительной к давлению адгезии для размера: единичная ширина × длина 100 мм была больше, чем сила усадки во всем диапазоне температур от 25°C до 250°C. Сила сдвига чувствительной к давлению клейкой ленты 31, определенная с помощью вышеописанного способа измерения, составила 38 Н/см при температуре 90°C. Кроме того, сила сдвига, определенная с помощью вышеописанного способа измерения после нагревания при температуре 300°C в течение 20 мин путем прикладывания нагрузки в 1 Н/см2 с последующим охлаждением до температуры 25°C и дополнительным нагревом при температуре 90°C в течение 10 мин, составила 42 Н/см.
Сшитая нерастянутая полиэтиленовая смола была приготовлена без растягивания полиэтилена путем выполнения облучения электронным лучом для того, чтобы вызвать сшивку (гелевая фракция: 35%).
Сшиваемое чувствительное к давлению клейкое вещество из бутилкаучука содержит 2,5 массовые части хиноидного вулканизатора (п-хинондиоксима) и 28 массовых частей пластификатора (полибутена) на 100 массовых частей бутилкаучука (содержание изопренового компонента: 3 мол.%).
{0086} (Пример 1)
Облицованная полиэтиленом стальная труба 11 типа 600А была подвергнута антикоррозионной обработке с помощью предотвращающего коррозию термоусадочного листа 21 путем использования декомпрессионного устройства 41 нагрева инфракрасным излучением в дальнем диапазоне, показанного на Фиг. 4.
{0087} На сваренную часть 5 (длина по осевой линии: 300 мм) соединенного тела 3 облицованной полиэтиленом стальной трубы, в котором были сварены два отрезка облицованных полиэтиленом стальных труб 11, был нанесен праймер из эпоксидной смолы (торговая марка: WRAP CO COAT EPX, производства компании Furukawa Electric Co., Ltd.) в качестве подстилающего материала для того, чтобы позволить отверждение праймера при нагреве.
Затем, как показано на Фиг. 3 и Фиг. 4, предотвращающий коррозию термоусадочный лист 21 был намотан вокруг периферийной поверхности сваренной части 5 в трубчатую форму таким образом, чтобы центральные линии соединенного тела 3 облицованной полиэтиленом стальной трубы и предотвращающего коррозию термоусадочного листа 21 перекрывались. Концевая часть 21B конца обмотки предотвращающего коррозию термоусадочного листа 21 была перекрыта его концевой частью 21A начала обмотки с длиной перекрытия приблизительно 100 мм. В этом состоянии, как показано на Фиг. 3, чувствительная к давлению клейкая лента 31 была наклеена на него полностью в направлении линии оси облицованной пластмассой стальной трубы 11 через концевую часть 21B конца обмотки для того, чтобы зафиксировать предотвращающий коррозию термоусадочный лист 21. В вышеупомянутом случае длина слоя 33 чувствительного к давлению клейкого вещества, склеенного с концевой частью 21B конца обмотки в круговом направлении, составляла 100 мм. Таким образом, была выполнена стадия фиксации.
{0088} Затем стадия термоусадки была выполнена при условиях, показанных на Фиг. 5. На Фиг. 5 пунктирная линия показывает степень вакуума, а сплошная линия показывает температуру (то же самое справедливо для Фиг. 6 и Фиг. 7).
В частности, нагревательная камера 42 была установлена в воздухонепроницаемом состоянии на сваренную часть 5 соединенного тела 3 облицованной полиэтиленом стальной трубы таким образом, что центральные оси предотвращающего коррозию термоусадочного листа 21, зафиксированного в трубчатую форму, и нагревательной камеры 42 перекрывались.
Вакуумный насос 44 был запущен для того, чтобы декомпрессировать нагревательную камеру 42, было подтверждено достижение степени вакуума, равной 0,049 МПа, и температура в нагревательной камере 42 была поднята, в то время как декомпрессия (работа вакуумного насоса 44) продолжалась до начала нагрева. Температура нагрева была установлена равной 300°C, что является достаточной температурой, при которой происходит нагрев до такой температуры, при которой происходит термоусадка основного материала 22, а чувствительное к давлению клейкое вещество в слое 23 чувствительного к давлению клейкого вещества размягчается или плавится. В вышеупомянутом случае предотвращающий коррозию термоусадочный лист 21 нагревается до температуры приблизительно 250°C.
{0089} Было подтверждено, что температура в нагревательной камере 42 составляет 300°C (степень вакуума в вышеупомянутом случае составляла 0,08 МПа), а затем выпускная труба 44a была перекрыта и вакуумный насос 44 был остановлен. Таким образом, декомпрессия в нагревательной камере 42 была прекращена. Нагревание продолжалось в течение 30 мин в состоянии, в котором температура в нагревательной камере 42 поддерживалась постоянной. Степень вакуума в нагревательной камере 42 уменьшалась с течение времени нагревания, но такое состояние было оставлено, как оно есть. Степень вакуума в нагревательной камере 42 после нагревания в течение 30 мин составила 0,02 МПа.
Декомпрессия в нагревательной камере 42 была снята одновременно с завершением нагревания (завершением строительства) для выполнения стадии термоусадки.
{0090} На вышеописанной стадии термоусадки не было найдено никакого отпадения предотвращающего коррозию термоусадочного листа 21 от сваренной части 5.
{0091} Таким образом, было произведено защищенное от коррозии соединенное тело 1 трубы, показанное на Фиг. 2.
В произведенном защищенном от коррозии соединенном теле 1 трубы пространство 9 (см. Фиг. 3) было заполнено чувствительным к давлению клейким веществом (адгезивом) 23, затекшим внутрь, и предотвращающий коррозию термоусадочный лист 21 плотно контактировал со стальной поверхностью сваренной части 5. Следовательно, защищенное от коррозии соединенное тело 1 трубы показывает превосходную эффективность предотвращения коррозии.
Кроме того, было подтверждено отсутствие вогнутостей и выпуклостей на поверхности предотвращающего коррозию термоусадочного листа 21, было получено гладкое защищенное от коррозии соединенное тело 1 трубы с превосходным состоянием поверхности.
{0092} (Пример 2)
В Примере 2 защищенное от коррозии соединенное тело 1 трубы было произведено путем изменения условий декомпрессии в нагревательной камере 42.
Иначе говоря, вышеописанная стадия фиксации была выполнена тем же самым образом, что и в Примере 1.
{0093} Затем стадия термоусадки была выполнена при условиях, показанных на Фиг. 6.
В частности, нагревательная камера 42 была установлена в воздухонепроницаемом состоянии на сваренную часть 5 таким образом, что центральные оси предотвращающего коррозию термоусадочного листа 21, зафиксированного в трубчатую форму, и нагревательной камеры 42 перекрывались.
Вакуумный насос 44 был запущен для того, чтобы декомпрессировать нагревательную камеру 42, было подтверждено достижение степени вакуума, равной 0,049 МПа, и температура в нагревательной камере 42 была поднята, в то время как декомпрессия продолжалась до начала нагрева. Степень вакуума внутри нагревательной камеры 42 возросла до 0,08 МПа в ходе повышения температуры, и после этого эта степень вакуума поддерживалась постоянной. Температура нагрева была установлена равной 300°C.
Было подтверждено, что температура внутри нагревательной камеры 42 составляет 300°C, и нагревание было продолжено в течение 30 мин в состоянии, в котором температура внутри нагревательной камеры 42 поддерживалась постоянной. В течение вышеупомянутого времени вакуумный насос 44 продолжал работать для того, чтобы поддерживать декомпрессию внутри нагревательной камеры 42. После истечения времени нагрева, равного 30 мин, декомпрессия в нагревательной камере 42 была снята одновременно с завершением нагревания.
Таким образом, была выполнена стадия термоусадки.
{0094} На вышеописанной стадии термоусадки не было найдено никакого отпадения предотвращающего коррозию термоусадочного листа 21 от сваренной части 5.
{0095} Таким образом, было произведено защищенное от коррозии соединенное тело 1 трубы.
В произведенном защищенном от коррозии соединенном теле 1 трубы пространство 9 (см. Фиг. 3) было заполнено чувствительным к давлению клейким веществом, затекшим внутрь, и предотвращающий коррозию термоусадочный лист 21 плотно контактировал со стальной поверхностью сваренной части 5. Следовательно, защищенное от коррозии соединенное тело 1 трубы показывает превосходную эффективность предотвращения коррозии.
На поверхности предотвращающего коррозию термоусадочного листа 21 были найдены разбросанные вогнутости и выпуклости.
{0096} (Пример 3)
В Примере 3 защищенное от коррозии соединенное тело 1 трубы было произведено тем же самым образом, что и в Примере 1, за исключением того, что степень вакуума в нагревательной камере 42 после начала нагревания была изменена с 0,049 МПа на 0,03 МПа, и эта степень вакуума поддерживалась до тех пор, пока температура не достигла 300°C.
В Примере 3 стадия термоусадки была выполнена при условиях, показанных на Фиг. 7. Степень вакуума внутри нагревательной камеры 42 при завершении строительства составила 0,010 МПа.
{0097} На стадии термоусадки не было найдено никакого отпадения предотвращающего коррозию термоусадочного листа 21 от сваренной части 5.
Пустота была частично распознана в пространстве 9 (см. Фиг. 3) в произведенном защищенном от коррозии соединенном теле 1 трубы, но предотвращающий коррозию термоусадочный лист 21 плотно контактировал со стальной поверхностью сваренной части 5. Следовательно, произведенное защищенное от коррозии соединенное тело 1 трубы показывает хорошую эффективность предотвращения коррозии.
Кроме того, было подтверждено отсутствие вогнутостей и выпуклостей на поверхности предотвращающего коррозию термоусадочного листа 21, было получено гладкое защищенное от коррозии соединенное тело 1 трубы с превосходным состоянием поверхности.
{0098} (Сравнительный пример 1)
Сравнительный пример 1 представляет собой пример, в котором антикоррозионная обработка была осуществлена с использованием чувствительной к давлению клейкой ленты для сравнения, имеющей чувствительное к давлению клейкое вещество, в котором сила сдвига при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа 21 становится максимальной, была меньше, чем максимальная сила усадки.
{0099} (Чувствительная к давлению клейкая лента для сравнения)
На поверхность листового основного материала 22 (толщина: 1,0 мм), сформированного из сшитой нерастянутой полиэтиленовой смолы, описанной ниже, отлитое под давлением листовое тело (толщина: 0,5 мм) из несшиваемого чувствительного к давлению клейкого вещества из бутилкаучука, описанного ниже, было наклеено в качестве слоя чувствительного к давлению клейкого вещества, и полученный в результате продукт был нарезан на куски следующего размера: ширина 450 мм × длина 150 мм для того, чтобы произвести чувствительную к давлению клейкую ленту для сравнения.
Когда соотношение между силой усадки предотвращающего коррозию термоусадочного листа 21 и силой сдвига после наклеивания чувствительной к давлению клейкой ленты для сравнения с размером: единичная ширина × длина 100 мм было подтверждено с использованием машины для испытания на разрыв типа динамометрического датчика с нагревательным устройством, сила сдвига была меньше, чем сила усадки во всем диапазоне температур от 25°C до 200°C. Сила сдвига чувствительной к давлению клейкой ленты для сравнения, определенная с помощью вышеописанного способа измерения, составила 1 Н/см при температуре 90°C.
Сшитый нерастянутый полиэтиленовый лист был приготовлен без растягивания полиэтилена путем выполнения облучения электронным лучом для того, чтобы вызвать сшивку (гелевая фракция: 35%).
Несшиваемое чувствительное к давлению клейкое вещество из бутилкаучука содержит 28 массовых частей пластификатора (полибутена) и 10 массовых частей реагента, придающего клейкость (кумароноинденовая смола на основе фракции C6) на 100 массовых частей бутилкаучука.
{0100} Стадия термоусадки была выполнена после стадии фиксации с использованием этой чувствительной к давлению клейкой ленты для сравнения тем же самым образом, что и в Примере 1.
В результате на стадии термоусадки концевая часть конца обмотки была по существу неспособной зафиксироваться на концевой части начала обмотки с помощью чувствительной к давлению клейкой ленты для сравнения, предотвращающий коррозию термоусадочный лист 21 отпал от сваренной части 5, и противокоррозионная обработка не смогла быть выполнена.
{0101} При описании нашего изобретения в представленных вариантах осуществления в наши намерения не входило ограничивать настоящее изобретение какой-либо из деталей описания, если явно не было указано иное, но вместо этого данное описание должно рассматриваться в широком смысле в соответствии с духом и областью охвата настоящего изобретения, как это изложено в прилагаемой формуле изобретения.
{0102} Настоящая заявка испрашивает приоритет патентной заявки № 2013-253446, зарегистрированной в Японии 6 декабря 2013 г., которая включена в настоящий документ посредством ссылки во всей ее полноте.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
{0103}1 - защищенное от коррозии соединенное тело трубы;
3 - соединенное тело облицованной пластмассой стальной трубы;
5 - сваренная часть;
5a - сварной шов;
7 - часть обнаженной поверхности стали;
9 - пространство;
11 - облицованная пластмассой стальная труба;
11a - пластмассовая облицовка;
21 - предотвращающий коррозию термоусадочный лист;
21A - концевая часть начала обмотки;
21B - концевая часть конца обмотки;
22, 32 - основной материал;
23, 33 - слой чувствительного к давлению клейкого вещества;
31 - фиксирующая лента с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа (чувствительная к давлению клейкая лента);
41 - устройство инфракрасного нагрева в дальнем диапазоне декомпрессионного типа;
42 - нагревательная камера;
43 - инфракрасный нагреватель дальнего диапазона;
44 - вакуумный насос;
44a - выпускная труба.
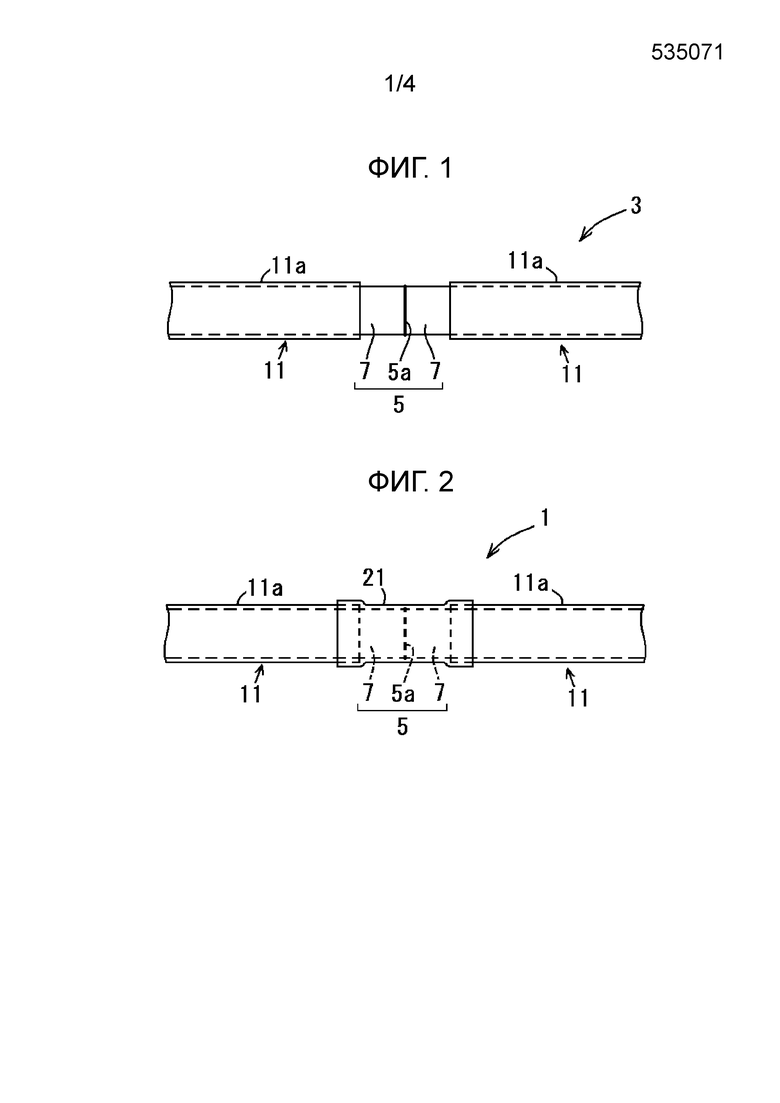
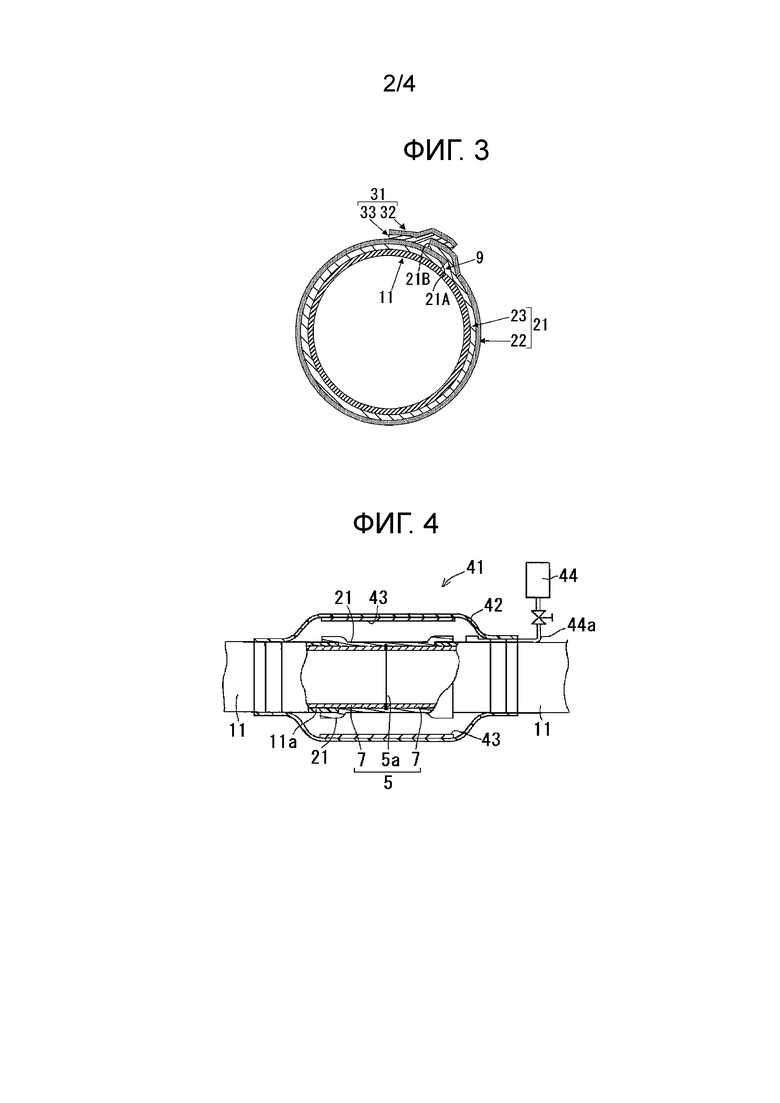
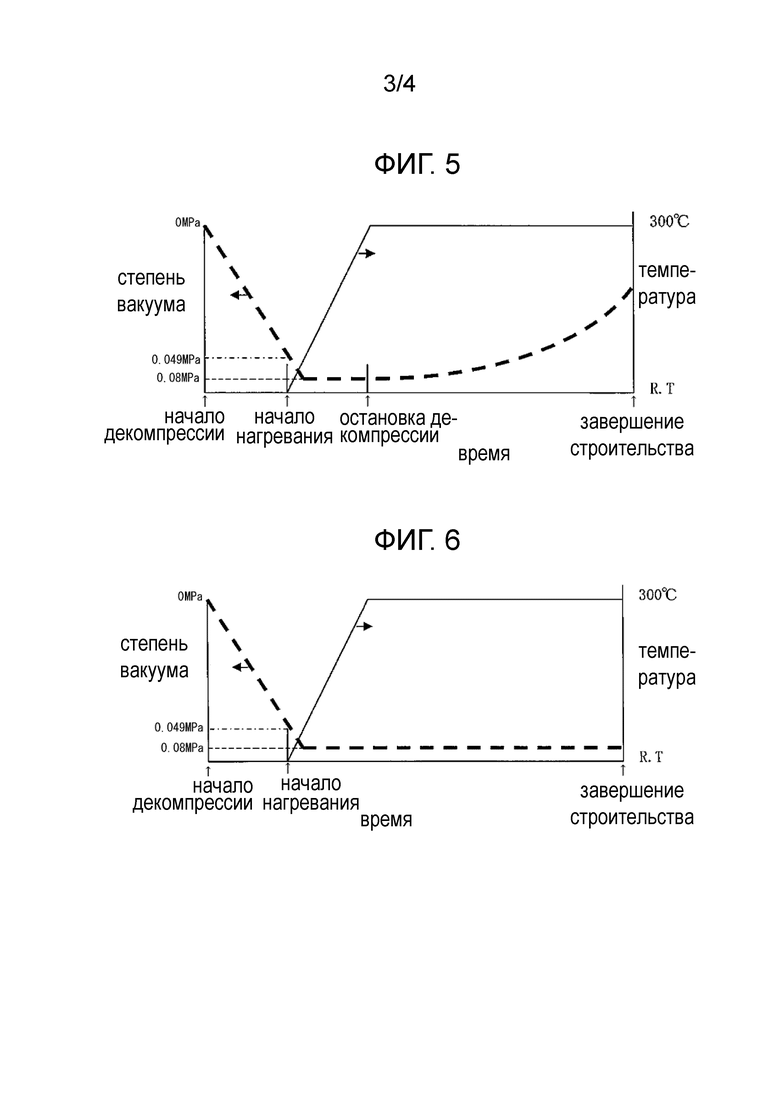
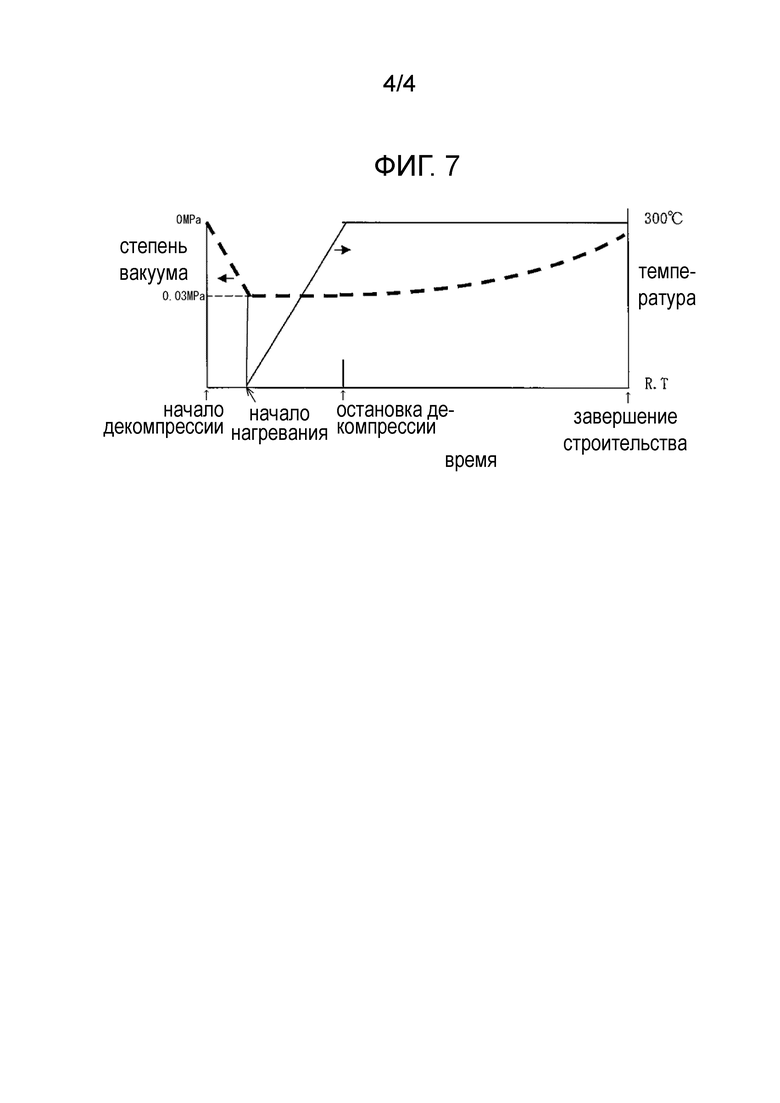
Способ защиты от коррозии сваренной части, в котором антикоррозионная обработка применяется к сваренной части облицованной пластмассой стальной трубы путем использования предотвращающего коррозию термоусадочного листа, включающий в себя: стадию фиксации концевой части листа, намотанного вокруг периферийной поверхности по меньшей мере сваренной части, путем использования фиксирующей ленты с чувствительным к давлению клейким веществом для листа, имеющей чувствительное к давлению клейкое вещество, в которой сила сдвига при температуре, при которой сила усадки листа становится максимальной, больше, чем максимальная сила усадки, а также стадию термоусадки листа и фиксирующей ленты с чувствительным к давлению клейким веществом для предотвращающего коррозию термоусадочного листа, которая имеет слой чувствительного к давлению клейкого вещества, содержащий чувствительное к давлению сшиваемое клейкое вещество, сшиваемое путем нагрева на одной стороне теплостойкой основной пленки, и в которой сила сдвига клейкого средства при температуре, при которой сила усадки листа становится максимальной, больше, чем максимальная сила усадки. 2 н. и 8 з.п. ф-лы, 7 ил.
1. Способ защиты от коррозии сваренной части, в котором антикоррозионная обработка применяется к сваренной части облицованной пластмассой стальной трубы путем использования предотвращающего коррозию термоусадочного листа, содержащий:
стадию закрепления по меньшей мере концевой части предотвращающего коррозию термоусадочного листа, намотанного вокруг периферийной поверхности по меньшей мере сваренной части облицованной пластмассой стальной трубы, путем использования фиксирующей ленты с чувствительным к давлению адгезивом для предотвращающего коррозию термоусадочного листа, которая имеет адгезив, чувствительный к давлению, в котором сила сдвига при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа становится максимальной, является больше максимальной силы усадки; и
стадию термоусадки предотвращающего коррозию термоусадочного листа.
2. Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы по п. 1, в котором чувствительный к давлению адгезив является чувствительным к давлению адгезивом, сшиваемым при нагревании, причем его сила сдвига при температуре 90°C составляет более 15 Н/см.
3. Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы по п. 1, в котором чувствительный к давлению адгезив является сшиваемым чувствительным к давлению адгезивом из бутилкаучука, содержащим от 0,5 до 5,0 массовых частей хиноидного вулканизатора и от 5 до 30 массовых частей пластификатора на 100 массовых частей бутилкаучука.
4. Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы по п. 1, в котором стадия термоусадки выполняется путем использовании нагревательного устройства декомпрессионного типа.
5. Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы по любому из пп. 1-4, в котором стадия термоусадки является стадией, на которой атмосфера вокруг предотвращающего коррозию термоусадочного листа декомпрессируется так, чтобы достичь степени вакуума атмосферы, составляющей от 0,049 до 0,080 МПа, а затем предотвращающий коррозию термоусадочный лист нагревается в состоянии, при котором декомпрессия длится, и декомпрессия атмосферы снимается одновременно с завершением нагревания или после него.
6. Способ защиты от коррозии сваренной части облицованной пластмассой стальной трубы по любому из пп. 1-4, в котором стадия термоусадки является стадией, на которой атмосфера вокруг предотвращающего коррозию термоусадочного листа декомпрессируется так, чтобы достичь степени вакуума атмосферы, составляющей от 0,049 до 0,080 МПа, а затем эта атмосфера нагревается в состоянии, в котором поддерживается вакуум в 0,049 МПа или больше, декомпрессия останавливается после того, как температура атмосферы достигнет температуры нагрева, предотвращающий коррозию термоусадочный лист нагревается, и декомпрессия атмосферы снимается одновременно с завершением нагревания или после него.
7. Фиксирующая лента с чувствительным к давлению адгезивом для предотвращающего коррозию термоусадочного листа и для фиксации предотвращающего коррозию термоусадочного листа, намотанного вокруг облицованной пластмассой стальной трубы, причем слой чувствительного к давлению адгезива, содержащий чувствительный к давлению адгезив, сшиваемый при нагревании, расположен на одной стороне теплостойкой основной пленки, и сила сдвига сшиваемого чувствительного к давлению адгезива при температуре, при которой сила усадки предотвращающего коррозию термоусадочного листа становится максимальной, является более высокой, чем максимальная сила усадки.
8. Фиксирующая лента с чувствительным к давлению адгезивом для предотвращающего коррозию термоусадочного листа по п. 7, в которой сила сдвига слоя чувствительного к давлению адгезива составляет 15 Н/см или больше, когда фиксирующая лента с чувствительным к давлению адгезивом наклеивается на сшитый растянутый лист полиэтилена, и полученный продукт нагревается при температуре 300°C в течение 20 мин при нагрузке в 1 Н/см2, а затем охлаждается до температуры 25°C и дополнительно нагревается при температуре 90°C в течение 10 мин.
9. Фиксирующая лента с чувствительным к давлению адгезивом для предотвращающего коррозию термоусадочного листа по п. 7, в которой теплостойкая основная пленка является основной пленкой, сформированной из сшитого полиэтилена.
10. Фиксирующая лента с чувствительным к давлению адгезивом для предотвращающего коррозию термоусадочного листа по любому из пп. 7-9, в которой чувствительный к давлению адгезив является сшиваемым чувствительным к давлению адгезивом из бутилкаучука, содержащим хиноидный вулканизатор.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| ПОКРЫТИЯ ДЛЯ ТРУБОПРОВОДОВ | 1992 |
|
RU2090797C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОВЕРХНОСТЬ | 2005 |
|
RU2277199C1 |

