Изобретение относится к области жилищно-коммунального хозяйства (ЖКХ) и к другим отраслям народного хозяйства преимущественно для транспортировки питьевых продуктов (воды, соков, и т.п.), в том числе и высокоагрессивных сред.
В ЖКХ применяют для транспортировки питьевой воды стальные и в последние десятилетия полиэтиленовые трубы. Стальные трубы в процессе эксплуатации подвергаются коррозии, что приводит к снижению качества питьевой воды и к аварийным ситуациям при выходе труб из строя.
Полиэтиленовые трубы (ГОСТ 18599-2001; патент РФ 2161749, МПК 7 F 16 L 9/12, 10.01.2001) намного долговечней стальных. Однако из-за небольшой прочности полиэтиленовые трубы требуют значительного увеличения толщины стенок, особенно для труб диаметром 400 мм и выше. Увеличение толщины стенок приводит к ужесточению требований по сварке их между собой, т.е. к качеству сварного шва.
Соединение полиэтиленовых труб осуществляют методом сварки с использованием дорогого оборудования, в особенности для труб диаметром 400 мм и более. Проверка качества сварного шва также требует специального оборудования и специалистов высокой квалификации.
Другим недостатком полиэтиленовых труб является их подверженность ультрафиолетовому облучению. Это требует жестких мер при хранении и транспортировке труб.
С целью повышения прочности полиэтиленовых труб последние армируют по наружной поверхности различными волокнистыми материалами и полимерными смолами, получая таким образом бипластмассовые трубы (см. патент РФ 2208735, 2154766, 2208732, МПК 7 F 16 L 9/12). Для этих целей используют как готовые трубы из термопластов, так и листы, свариваемые по оси образуемой трубы.
Все эти бипластмассовые трубы имеют общий недостаток, заключающийся в том, что из-за большой разницы в коэффициенте термического линейного расширения разнородных по классу материалов (термопласты и армирующие материалы) трудно обеспечить адгезионную связь трубы и армирующего материала. За счет применения специальных клеев и смол эта адгезионная связь обеспечивается при достаточно небольших диапазонах (до диаметра 200-250 мм). При больших диаметрах в процессе эксплуатации от воздействия перепада температуры окружающей и транспортируемой среды, а также от воздействия радиальных напряжений происходит расслоение труб по адгезионному слою. Это приводит в конечном итоге к выходу трубы из строя.
Из патента RU 2166145, МПК 7 F 16 L 9/12, 27.04.2001, взятого за прототип, известна бипластмассовая труба с защитным (футеровочным) слоем, выполненным в виде концентрических слоев химически и абразивостойкой резины, уложенными в каждом слое по спирали с нахлестом, и соединено с силовым каркасом из стеклопластика с помощью промежуточной системы слоев, которая состоит из концентрических слоев не пропитанного связующим низкоплотного материала с возможностью проникновения в него прилегающего слоя защитного покрытия с образованием прочного механического сцепления с силовым корпусом (стеклопластиком). С целью удержания футеровочного слоя (резины) с силовым корпусом с определенным шагом имеются подпорные кольца. Кольца имеют форму прямоугольного треугольника, изготовлены из стеклопластика на основе эпоксидных связующих и расположены непосредственно в контакте с транспортируемой средой.
Данная труба имеет такие же недостатки, что указанные выше для бипластмассовых труб. Другим недостатком является то, что подпорные кольца непосредственно соприкасаются с транспортируемой средой. Этот факт снижает химическую стойкость трубы в целом из-за меньшей химической стойкости подпорного кольца по сравнению с резиновым (футеровочным) слоем трубы. Подпорные кольца с футеровочным слоем (резиной) и сам футеровочный слой связан с силовым корпусом (стеклопластиком) трубы только за счет механического сцепления (пористости), т.е. имеют границу раздела двух материалов.
Таким образом, воздействие перепада температур и радиальные нагрузки в процессе эксплуатации трубы приводят к микротрещинам и в последующем выходу из строя трубы. Другим, немаловажным фактором по изготовлению данной трубы (прототипа) является высокая технологическая сложность, что приводит к высокой цене трубы, сравнимой с ценой трубы из нержавеющей стали.
Задачей, решаемой заявленным изобретением, является технический результат, заключающийся в простом, надежном и экономичном способе изготовления бипластмассовой трубы практически любого необходимого диаметра.
Решение упомянутой выше задачи достигается тем, что в бипластмассовой трубе, имеющей футеровочный слой, несущий, слой из стеклопластика и запорные кольца вдоль оси трубы, не контактирующие с транспортируемой средой, футеровочный слой образован намоткой на дорн термопластичного материала до толщины 1,5÷10 мм с образованием Т-образных запорных колец с последующими намоткой стеклянной ткани, пропитанной фенолформальдегидной смолой, и отверждением смолы, а также оплавлением термпопластичного материала при температуре 140÷180°С. При этом запорные кольца расположены вдоль оси трубы так, что отношение шага, с которым они расположены, к диаметру трубы составляет 0,15÷3.
В качестве термопластичного материала использована сырая каландрованная резина толщиной 1÷3 мм на основе различных каучуков или полиэтиленовая, или полипропиленовая, или поливинилхлоридная пленка.
Труба имеет раструбы по концам для соединения труб между собой с последующим оплавлением футеровочного слоя в месте контакта на протяжении 30÷150 мм в раструбной части с помощью нагревательных лент.
Для усиления соединения труб использована муфта-бандаж на наружной поверхности раструбной части.
Соединение труб между собой усилено сваркой нержавеющих вкладышей.
Т-образное сечение запорных колец по длине футеровочного слоя трубы позволяет проводить изготовление труб практически неограниченного диаметра без опасения отслоения футеровочного слоя от несущего стеклопластикового слоя. Это достигается двумя факторами. Первым является то, что запорные кольца Т-образного сечения позволяют дополнительно компенсировать усилия теплового расширения футеровочного слоя. Вторым фактором является дополнительная механическая связь футеровочного слоя с несущим стеклопластиковым слоем за счет верхней опоры Т-образного сечения запорного кольца.
Использование полиэтиленовой пленки для образования футеровочного слоя трубы позволяет регулировать его толщину в необходимом направлении, т.е. иметь толщину 1,5÷10 мм.
Соединение труб между собой раструбным способом с последующим оплавлением полиэтиленового футеровочного слоя в месте контакта длиной 30÷150 мм позволяет проводить быстрое и качественное соединение труб. При оплавлении не происходит химической деструкции полиэтилена в месте соединения, как это происходит при сварке полиэтиленовых труб. Такой метод соединения (оплавления) не требует специальных приборов и специалистов для проведения контроля места соединения труб. Достаточным контролем оплавления места соединения является простой визуальный осмотр, показывающий однородность материала места оплавления футеровочного слоя в раструбной части трубы.
Усиление места соединения труб между собой после оплавления футеровочного слоя в раструбной части трубы проводят несколькими способами:
- путем бандажирования (обмотки) места стыка стеклянной лентой, пропитанной в полимерной смоле холодного отверждения;
- с помощью полиэтиленовой (или из другого материала) муфты, которая состоит из двух частей. Одна часть установлена на выступе конуса одной трубы, другая ее часть на раструбном выступе второй (с которой соединяется) трубы;
- соединение осуществляется сваркой нержавеющих вкладышей между собой в раструбной части трубы. Вкладыши укладываются в раструбную и конусную части трубы при ее изготовлении.
Изобретение иллюстрируется чертежами, где на фиг.1 представлен фрагмент продольного сечения бипластмассовой трубы.
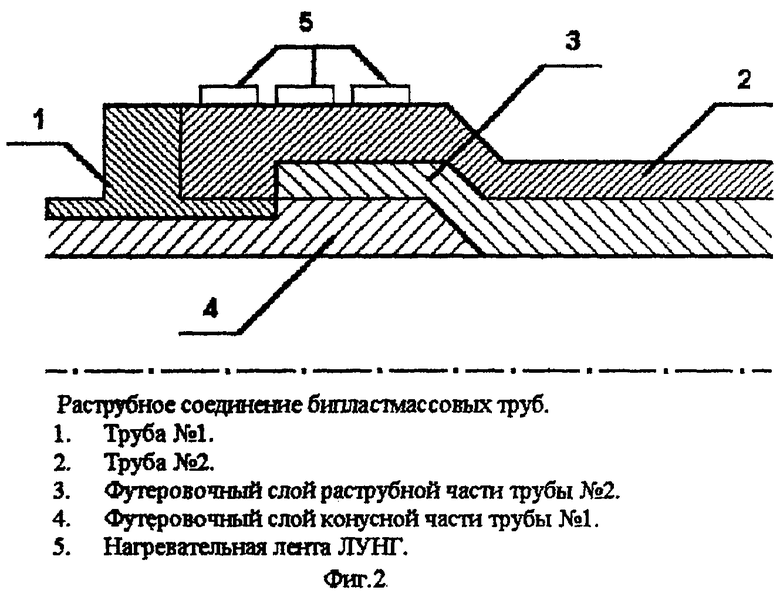
На фиг.2 - раструбное соединение бипластмассовых труб.
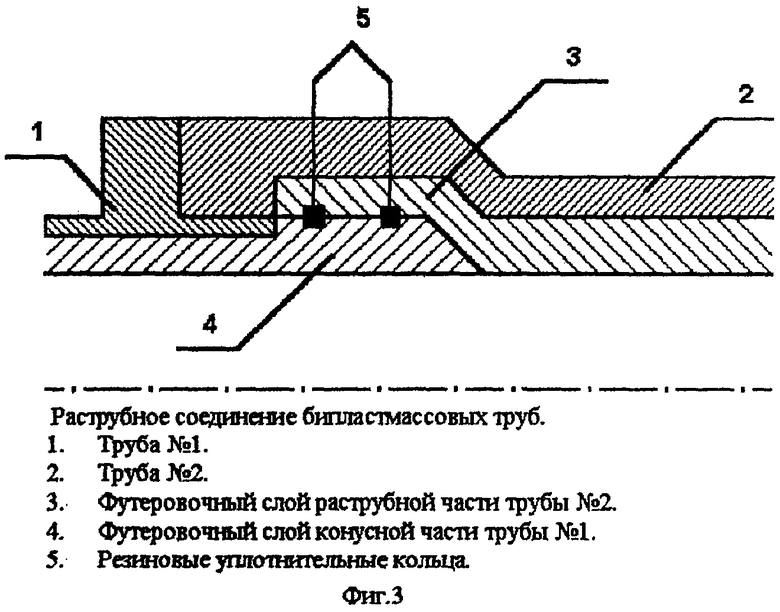
На фиг.3 - раструбное соединение бипластмассовых труб с резиновым уплотнителем.
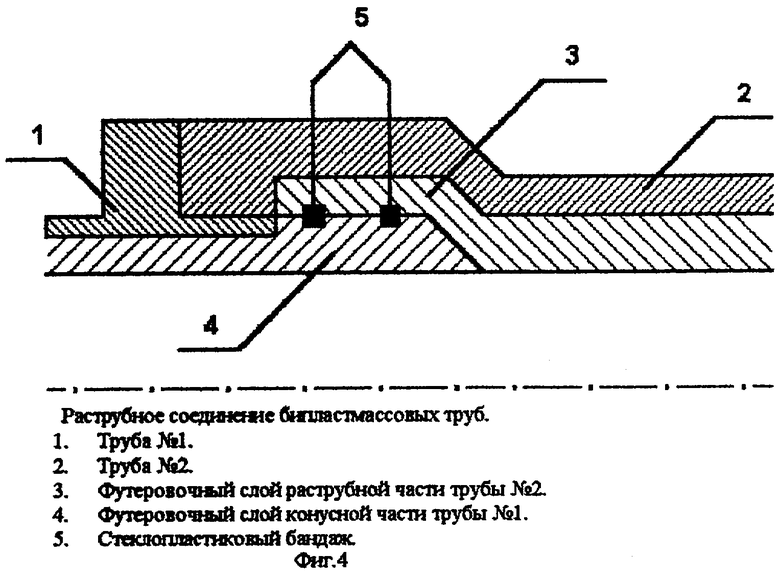
На фиг.4 - раструбное соединение бипластмассовых труб с бандажированием.
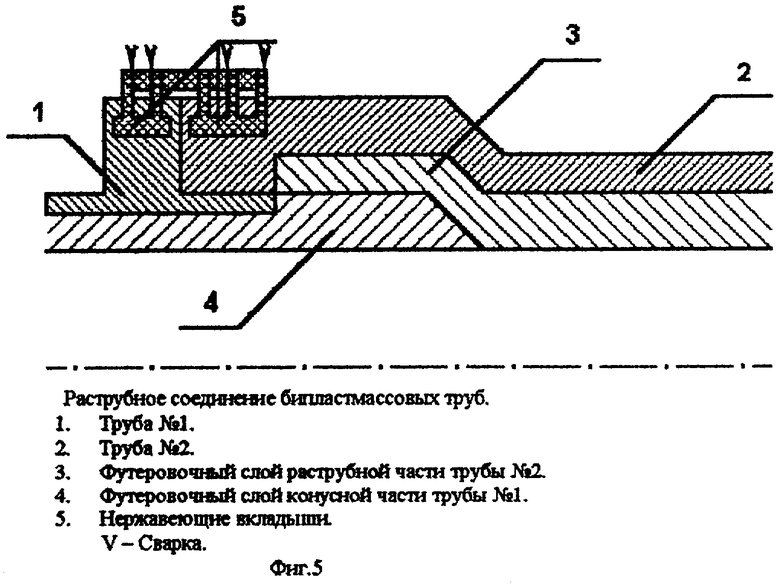
На фиг.5 - раструбное соединение бипластмассовых труб с нержавеющими вкладышами.
Пример конкретного изготовления бипластмассовой трубы.
На подготовленный дорн диаметром 1000 мм и длиной 3 м наматывается полиэтиленовая пленка (ГОСТ 10354-73) толщиной 0,15 мм в количестве 10 слоев (см. фиг.1, поз.1). Затем с шагом 700 мм также полиэтиленовой пленкой наматываются кольца шириной 20÷30 мм и высотой 3÷5 мм. Межкольцевое пространство заматывается стеклотканью марки НПГ-210 (ТУ 648-00202956-30-94), пропитанной фенолформальдегидной смолой марки СФЖ-304 (ГОСТ 20907). Стеклоткань наматывается на толщину 4 мм. Затем на полиэтиленовые кольца наматывается полиэтиленовая пленка шириной 60÷90 мм, образуя тем самым основание (опору) Т-образного сечения запорного кольца (поз.2). Высота намотки этого основания 3÷4 мм. Затем по всей поверхности дорна проводят намотку стеклотканью НПГ-210, пропитанной смолой СФЖ-304. При этой намотке толщина слоя стеклопластика (поз.2) составляет 6 мм. Окончательной операцией намотки является намотка по всей поверхности трубы термоусаживающейся полипропиленовой ткани марки ТПЛ (ТУ 8237-019-05766623-2001).
После окончания процесса намотки труба вместе с дорном помещаются в камеру отверждения, где происходит оплавление полиэтиленовой пленки и отверждение смолы при температуре 140÷180°С в течение 90 минут. По окончании процесса отверждения труба с дорном выгружается из камеры отверждения и затем готовая труба снимается с дорна.
Примеры способов соединения труб между собой:
Пример №1:
Соединение труб между собой осуществляется раструбным способом (см. фиг.2). Раструбная и конусная части трубы изготавливаются в процессе намотки трубы. Соединение труб (поз.1 и 2) происходит за счет оплавления футеровочного слоя раструбной (3) и конусной (4) частей трубы. Оплавление осуществляется с помощью нагревательной ленты (5) марки ЛУНГ (ТУ 3443-004-42235774-00), которая наматывается на наружную поверхность раструба трубы. При достижении температуры нагрева 200°С ее выдерживают в течение 15 мин. Контроль за температурой осуществляют с помощью переносного прибора марки ИТ 1511.
Пример №2:
Соединение труб между собой осуществляют аналогично примеру №1, за исключением того, что оплавление футеровочного слоя не проводят. Соединение труб происходит за счет резиновых уплотнительных колец (см. фиг.3, поз.5), которые укладываются в специальные канавки раструбной и конусной частей трубы. Эти канавки образуются в процессе намотки трубы.
Пример №3:
Соединение труб между собой осуществляют аналогично примеру №1 или примеру №2, за исключением того, что для усиления узла соединения труб проводят его бандажирование (см. фиг.4). Бандажирование (поз.5) заключается в обматывают раструба десятью слоями стеклоткани, пропитанной полимерной смолой холодного отверждения. В качестве полимерной смолы используют - полиэфирную, эпоксидную или фенолформальдегидную.
Пример №5:
Соединение труб между собой осуществляют аналогично примеру №1 или примеру №2, за исключением того, что для усиления узла соединения труб проводят сварку нержавеющих вкладышей (см. фиг.5). Вкладыши (поз. 5) укладываются в раструбную и конусную части трубы при ее изготовлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2260734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| ТРУБА ГИБРИДНАЯ | 2019 |
|
RU2726422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 1965 |
|
SU216241A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ СТЕКЛОПЛАСТИКОВЫХ ТРУБ | 1992 |
|
RU2015909C1 |
| Способ изготовления бипластмассовых емкостей | 1987 |
|
SU1512805A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ТРУБ | 2004 |
|
RU2271930C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИПЛАСТМАССОВЫХ ОБОЛОЧЕК | 1972 |
|
SU348373A1 |
| ТРУБА | 1999 |
|
RU2150631C1 |
| СТЕКЛОПЛАСТИКОБЕТОННАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2457387C2 |
Изобретение относится к строительству трубопроводного транспорта и используется при сооружении пластмассовых трубопроводов. Бипластмассовая труба содержит несущий слой из стеклопластика, футеровочный слой и расположенные вдоль оси трубы запорные кольца. Футеровочный слой образован намоткой на дорн термопластичного материала с образованием Т-образных запорных колец с намоткой пропитанной фенолформальдегидной смолой стеклоткани, последующим отверждением смолы и оплавлением термопластичного материала. В качестве термопластичного материала используют сырую каландрованную резину на основе каучуков, а в качестве термопластичного материала - полиэтиленовую, полипропиленовую или поливинилхлоридную пленку. Труба снабжена раструбом для соединения труб с последующим оплавлением футеровочного слоя в месте контакта в раструбной части. Для усиления соединения труб используют муфту-бандаж, располагаемую на наружной поверхности раструбной части. Соединение труб между собой усилено сваркой вкладышей из нержавеющих материалов. Повышает надежность трубопровода. 5 з.п. ф-лы, 5 ил.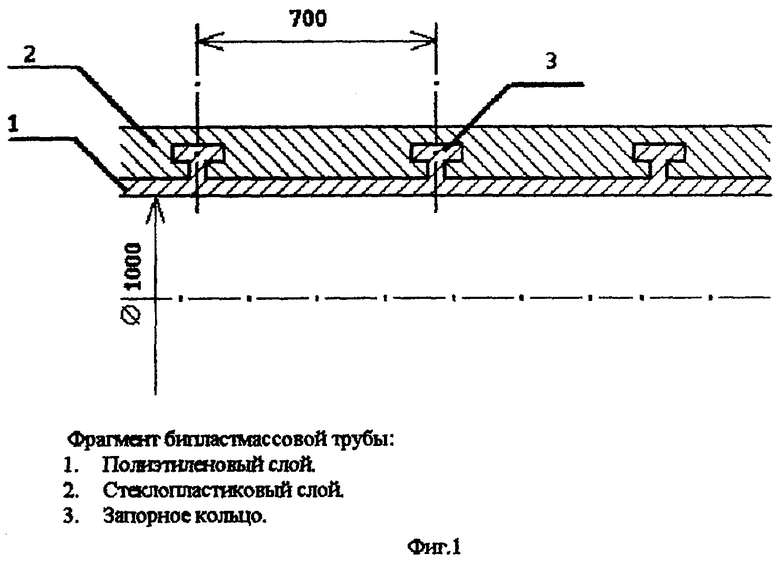
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154766C1 |
| ВЫСОКОПРОЧНАЯ ТРУБА ИЗ ПОЛИМЕРА НА ОСНОВЕ ЭТИЛЕНА | 1996 |
|
RU2161749C2 |
| Генератор изображений | 1988 |
|
SU1522240A1 |
| US 3629028 А, 21.12.1971. | |||

