Изобретение относится к электротехнике, в частности к сварочным трансформаторам, и может быть использовано в быту при ремонтных работах
Известен трансформатор, содержащий магнитопровод с расположенными на нем секционными первичной и вторичной обмотками для контактной сварки.
Недостатком этого трансформатора является то, что он не может быть использован для дуговой сварки из-за малого индуктивного сопротивления и большого коэффициента трансформации Все это не позволяет обеспечить при малых токах стабильное горение дуги при сварке плавлением.
Известен трансформатор, взятый за прототип, содержащий замкнутый магнитопровод и разделенные равномерно на две группы первичную обмотку с магнитными экранами вторичную обмотку, выполненную из набора отдельных секций с выводами, закрепленными на переключателе с возможностью последовательного или параллельного соединения отдельных секций
Недостатком этого трансформатора является невозможность его использования для контактной сварки из-за большого индуктивного сопротивления и малого сечения вторичной обмотки.
Целью изобретения является расширение области применения путем использования одного трансформатора для дуговой и контактной сварки.
Для этого в трансформаторе, содержащем замкнутый магнитопровод и равномерно разделенные на две группы первичную и вторичную оомотки. вторичная обмотка состоит из отдельных секций, а первичная обмотка снабжена электромагнитным экраном, электромагнитный экран выполняется сьемным, а число секций в каждой группе вторичной обмотки выбирается равным отношению номинальных токов контактной и дуговой сварки.
00
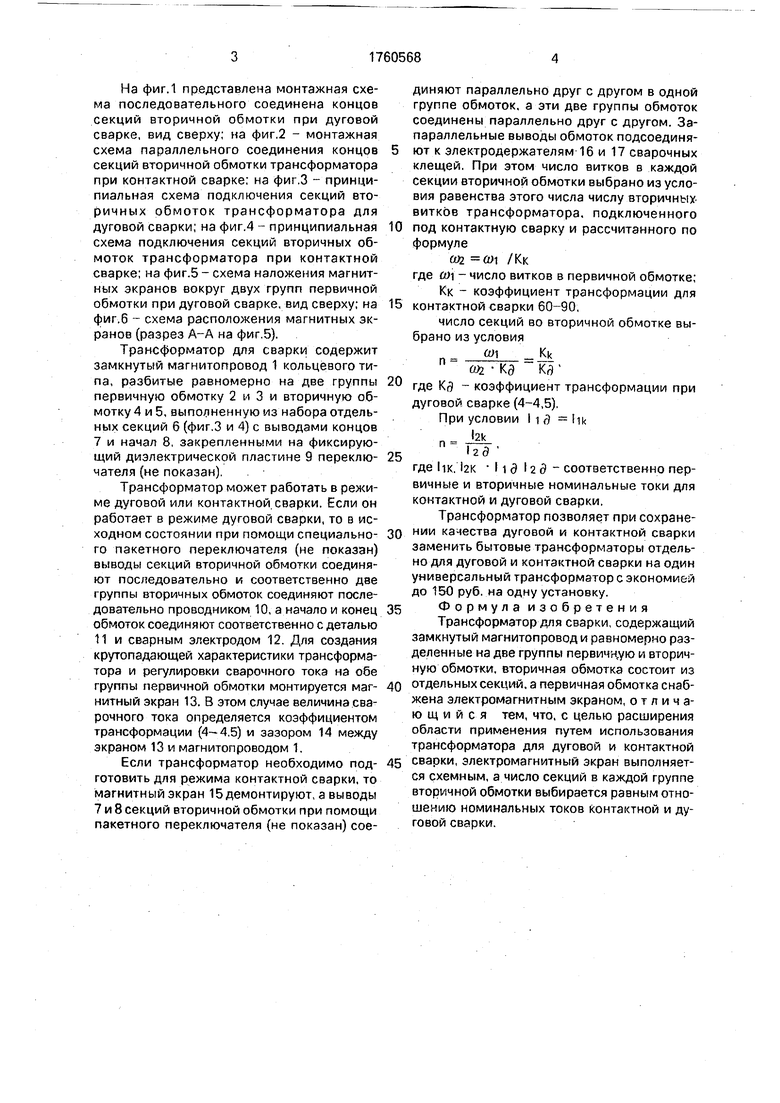
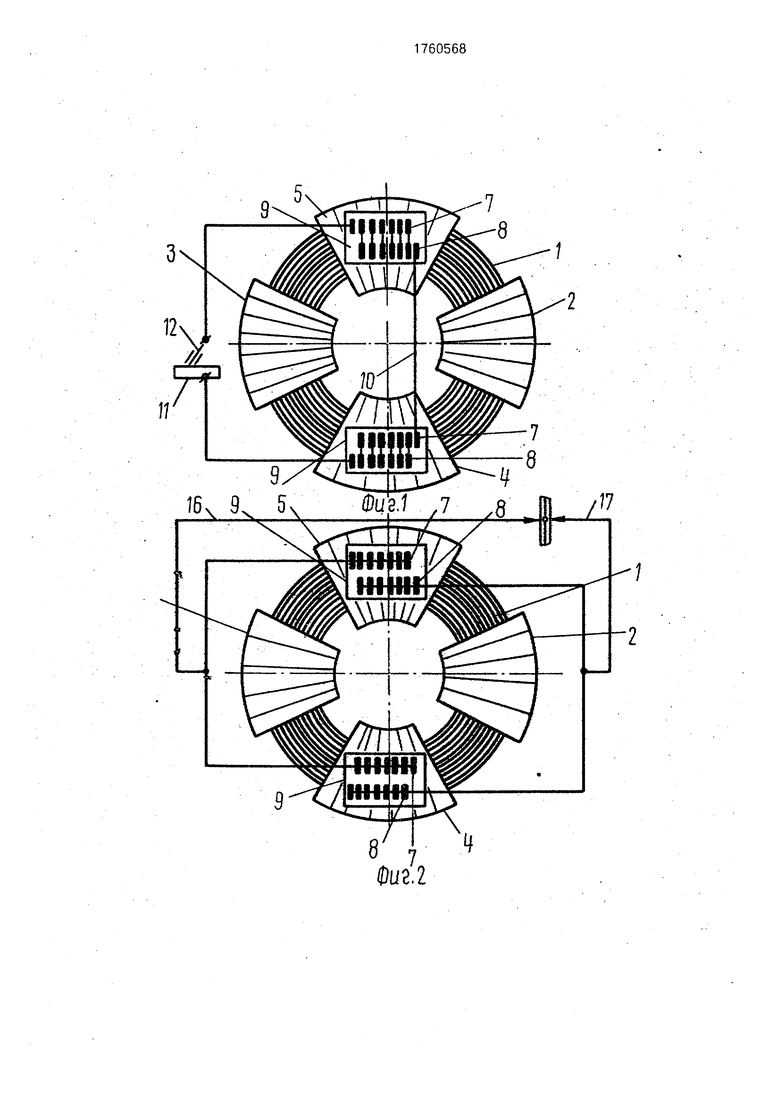
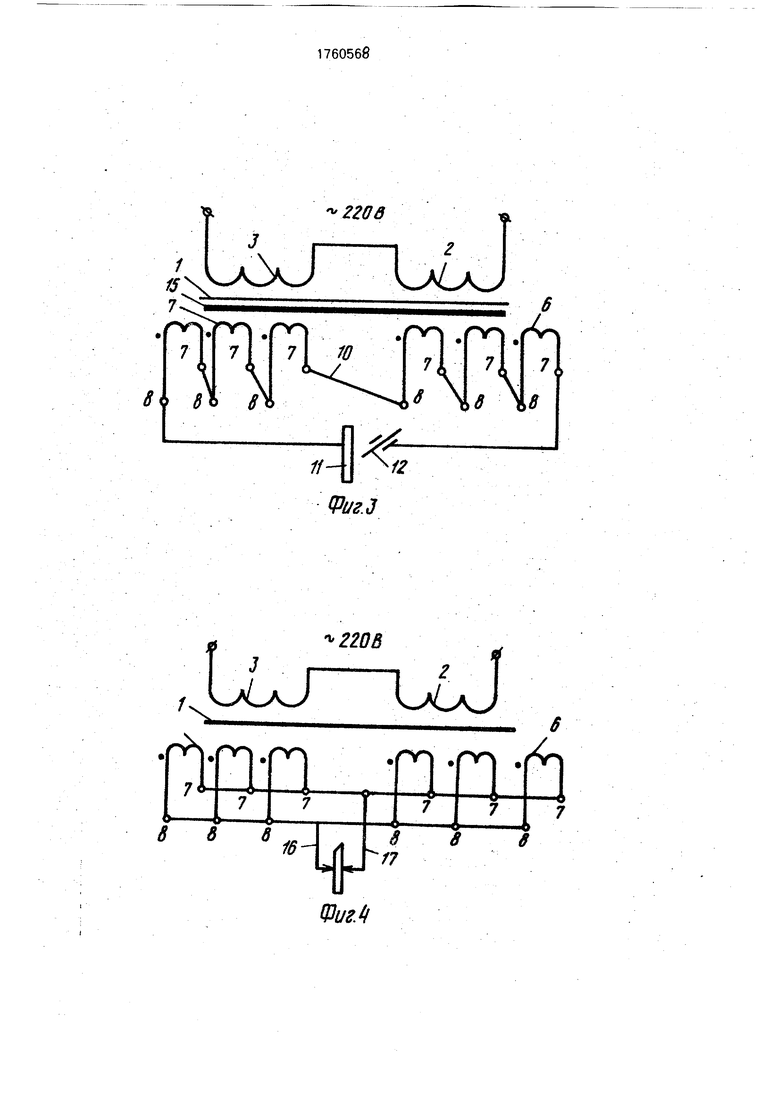
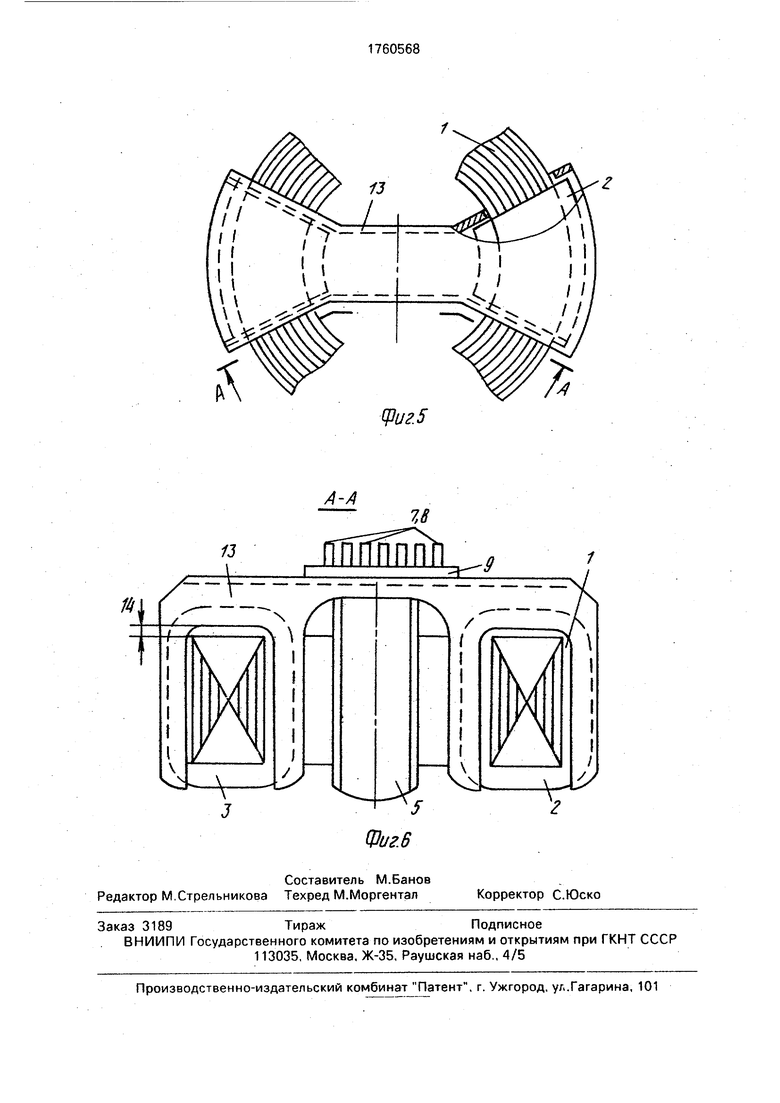
На фиг.1 представлена монтажная схема последовательного соединена концов секций вторичной обмотки при дуговой сварке, вид сверху; на фиг.2 - монтажная схема параллельного соединения концов секций вторичной обмотки трансформатора при контактной сварке; на фиг.З - принципиальная схема подключения секций вторичных обмоток трансформатора для дуговой сварки; на фиг.4 - принципиальная схема подключения секций вторичных обмоток трансформатора при контактной сварке; на фиг.5 - схема наложения магнитных экранов вокруг двух групп первичной обмотки при дуговой сварке, вид сверху; на фиг.б - схема расположения магнитных экранов (разрез А-А на фиг.5).
Трансформатор для сварки содержит замкнутый магнитопровод 1 кольцевого типа, разбитые равномерно на две группы первичную обмотку 2 и 3 и вторичную обмотку 4 и 5, выполненную из набора отдельных секций 6 (фиг.З и 4) с выводами концов 7 и начал 8, закрепленными на фиксирующий диэлектрической пластине 9 переключателя (не показан).
Трансформатор может работать в режиме дуговой или контактной сварки. Если он работает в режиме дуговой сварки, то в исходном состоянии при помощи специального пакетного переключателя (не показан) выводы секций вторичной обмотки соединяют последовательно и соответственно две группы вторичных обмоток соединяют последовательно проводником 10, а начало и конец обмоток соединяют соответственно с деталью 11 и сварным электродом 12. Для создания крутопадающей характеристики трансформатора и регулировки сварочного тока на обе группы первичной обмотки монтируется магнитный экран 13. В этом случае величина сварочного тока определяется коэффициентом трансформации (4-4.5) и зазором 14 между экраном 13 и магнитопроводом 1.
Если трансформатор необходимо подготовить для режима контактной сварки, то магнитный экран 15 демонтируют, а выводы 7 и 8 секций вторичной обмотки при помощи пакетного переключателя (не показан) соединяют параллельно друг с другом в одной группе обмоток, а эти две группы обмоток соединены параллельно друг с другом. За- параллельные выводы обмоток подсоединяют к электродержателям 16 и 17 сварочных клещей. При этом число витков в каждой секции вторичной обмотки выбрано из условия равенства этого числа числу вторичных витков трансформатора, подключенного
0 под контактную сварку и рассчитанного по формуле
од Ш1 /Кк
где СО - число витков в первичной обмотке; Кк коэффициент трансформации для
5 контактной сварки 60-90,
число секций во вторичной обмотке выбрано из условия
п °П KK W2 Кд КД
0 где КЗ - коэффициент трансформации при дуговой сварке (4-4,5). При условии I 1 д lik
n- 2k П - 7
5
12д
где Ик. I2K 11 д 12 д - соответственно первичные и вторичные номинальные токи для контактной и дуговой сварки.
Трансформатор позволяет при сохране0 нии качества дуговой и контактной сварки заменить бытовые трансформаторы отдельно для дуговой и контактной сварки на один универсальный трансформатор с экономией до 150 руб. на одну установку.
5 Формула изобретения
Трансформатор для сварки, содержащий замкнутый магнитопровод и равномерно разделенные на две группы первичную и вторичную обмотки, вторичная обмотка состоит из
0 отдельных секций, а первичная обмотка снабжена электромагнитным экранам, отличающийся тем, что, с целью расширения области применения путем использования трансформатора для дуговой и контактной
5 сварки, электромагнитный экран выполняется схемным, а число секций в каждой группе вторичной обмотки выбирается равным отношению номинальных токов контактной и дуговой сварки.
$/
16ч 9V 5Ч Фиг.1 Л «
7
Ц
8
/ 7
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСФОРМАТОР ДЛЯ ДУГОВОЙ РЕЗКИ И СВАРКИ | 1992 |
|
RU2041038C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1719168A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2207942C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ | 2005 |
|
RU2306212C2 |
| Трансформатор для электродуговой сварки | 1990 |
|
SU1787720A1 |
| КОНТАКТНО-ДУГОВОЙ СВАРОЧНЫЙ АППАРАТ И СПОСОБ НАМОТКИ ЕГО ТОРОИДАЛЬНОГО СИЛОВОГО ТРАНСФОРМАТОРА | 1993 |
|
RU2111097C1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2036756C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1991 |
|
RU2009811C1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1994 |
|
RU2072284C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
Использование: в качестве бытового сварочного трансформатора для дуговой и контактной сварки Содержание, трансформатор содержит магнитопровод, первичную и секционированную вторичную обмотки Первичная обмотка снабжена съемным электромагнитным экраном для увеличения индуктивности рассеяния При дуговой сварке экран устанавливается, а при контактной сварке снимается что уменьшает рассеяние и делает нагрузочную характеристику более жесткой. Число секций вторичной обмотки выбирается равным соотношению номинальных токов контактной и дуговой сварки При дуговой сварке секции вторичной обмотки соединяются последовательно, а при контактной - параллельно 6 ил
9
LLL
Ly LJ L
Г7ПГЛ
догг
fXY
и.
НН
999
л,
Х
№d)
9 9 Ъ9
0огг«
89S09Z.I
A-A
13
#.
-Ґ
ч
-V
/J
Щи г. 5
7,8 X
П
/
ч
L
| Трансформатор | 1982 |
|
SU1049993A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ФЛОТАЦИИ МИНЕРАЛОВ, СОДЕРЖАЩИХ ЩЕЛОЧНОЗЕМЕЛЬНЫЙ МЕТАЛЛ | 1990 |
|
RU2025148C1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
