Изобретение относится к технике измерения тепловых потоков от источника тепла к обрабатываемому изделию, преимущественно при сварке и родственных процессах и может быть использован о в свгфочной технике.
Известен способ определения коэффициента сосредоточенности теплового потока в пластину от неподвижного источника тепла с нормальным распределением плотности теплового потока, по которому фиксируют термические циклы в пе риод действия источника в двух точках, расположенных на противоположной от источника поверхности пластины и на разных расстояниях от, оси источника, дифференцируют термические циклы, определяют зависимость логарифма отношения производных термических циклов от времени, после чего коэффициент сосредоточенности k определяют по формуле
ii - гт - inA(t) at
(1)
где t - время с начала действия источника, с,
А - отношение производных температур в момент t;
Г2 и п - расстояние до точек замера, сма - коэффициент температуропроводности материала пластины, см /с.
Недостатками данного способа являются сложность его выполнения и низкая точность Сложность выполнения обусловлена необходимостью измерять термические циклы в двух точках, дифференцировать термические циклы и логарифмировать их. Сложность способа снижает и точность определения k, так как на этапах обработки термических циклов вносятся погрешности Низкая точность способа обусловлена также тем, что его применимость ограничена малыми отрезками времени с момента начала действия источника, порядка десятых долей секунды когда производные термисо
с
VI о
VJ
ческих циклов отличаются существенно. При таких малых t источник тепла изменяет условия своего функционирования.
В этой же статье предложен более простой способ определения коэффициента сосредоточенности.
Способ состоит в том, что определение коэффициента сосредоточенности теплового потока в пластину от неподвижного источника тепла с нормальным распределением теплового потока производят, фиксируя термический цикл в период действия источника в точке, расположенной на противоположной от источника поверхности пластины и совпадающей с осью источника, фиксируют на термическом цикле
момент времени Т0 д /а , гдед -толщина пластины и выбирают на термическом цикле три момента времени таким образом, чтобы были равны приращения температур на время Т2 - ri и за времягз - Т2. а коэффициент сосредоточенности рассчитывают по формуле
1 п + гз - 2г-2
(2)
тз
Недостатком этого способа также является низкая точность, получающаяся близкой к предыдущему способу. На это указано в названной статье.
Низкая точность обусловлена тем, что для определения коэффициента сосредоточенности используются не абсолютные значения температур, а их приращения, что вызвано тем, что при определении k не используется эффективная мощность источника тепла q0. Точность определения k снижается также из-за того, что формула (2) предусматривает положение точки замера только точно на нижней плоскости, и на оси источника, что всегда выполняется с определенной погрешностью. Необходимость записи термического цикла и его последующая расшифровка также, усложняют способ и снижают точность определения k.
Целью изобретения является повышение точности замеров, упрощение способа и расширение возможностейопределения коэффициента сосредоточенности.
Поставленная цель достигается тем, что в известном способе определения коэффициента сосредоточенности теплового потока в пластину от неподвижного источника тепла с нормальным законом распределения теплового потока, по которому измеряют температуру в точке пластины, измеряют приращение температуры о точке в конце действия источника, после прекращения действия источника и выравнивание темпе0
5
0
5
0
ратур в пластине измеряют приращение средней температуры пластины и определяют коэффициент сосредоточенности по его расчетной зависимости от относительной температуры В ДТ/ЛТср, где Л Т - приращение температуры в точке замера к моменту окончания действия источника, АТСр - приращение средней температуры пластины после выравнивания в ней температур.
Проведенные патентные исследования показали, что в известных технических решениях в СССР и за рубежем определение коэффициента сосредоточенности теплового потока от источника тепла, путем совместного определения температуры в точке в конце действия источника и средней температуры пластины к концу действия источника с использованием расчетной зависимости относительной температуры от сосредоточенности не обнаружено. Предложенный способ позволяет повысить точность замеров, упростить их и расширить возможности замеров.
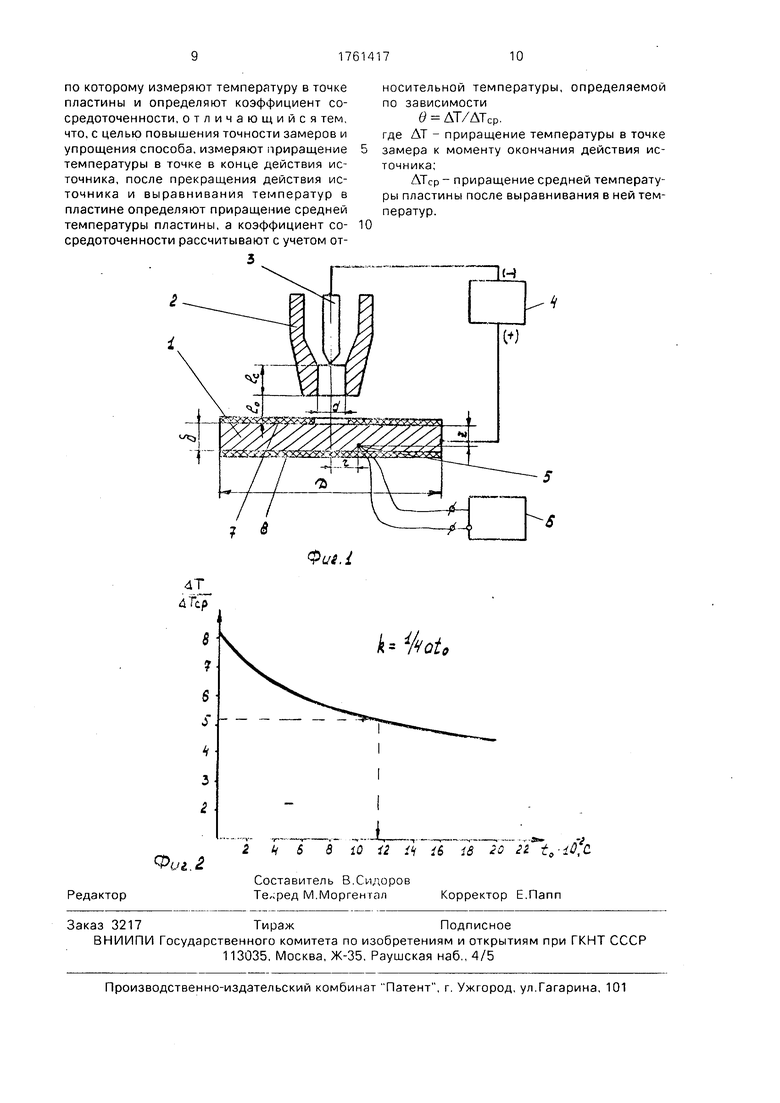
На фиг.1 представлена схема проведения замеров, на фиг.2 -аналитическая зависимость относительной температуры от постоянной времени источника ТоСущность изобретения заключается в следующем. Температурное поле в пластине от неподвижного источника тепла с нормальным распределением теплового потока определяют по формуле: t
2qo %, г dt1
5
0
5
AT(f.Z,t)
,У
5
0
JсуэСФга)3 о (t)
М2,
г2
tto+t)
-. О)
х ехрГ - - гт- ..,
()
где q0 эффективная мощность источника тепла, Вт;
с/э - объемная теплоемкость металла, Дж/см3- град;
to - время действия источника, с;
z - координата от плоскости, на которой действует источник, см;
г - расстояние от оси источника до цилиндрической поверхности, на которой расположена точка замера, см;
to- постоянная времени источника тепла, характеризующая сосредоточенность теплового потока, с.
Величина to связана с коэффициентов сосредоточенности k соотношением to 1/4ak. Расчет температуры нагрева тонко листового металла нормально распреде ленным источником тепла при точечной сварке импульсной дугой.
Способ основан на установленных авто рами зависимостях того, что температура Е точке пластины в момент окончания деист
вия источника t, наиболее точно представляет сосредоточенность источника за время его действия, а коэффициент k мало зависит от времени действия источника при времени t, соответствующим времени точечной сварки. Кроме того, авторами установлено что средняя температура пластины к моменту окончания действия источника наиболее полно характеризует комплекс теплофизи- ческих свойств материала за период действия источника и может быть легко определена совместно с измерением температуры в точке замера.
При действии источника мощностью q0 в течение времени td выделится теплота. Oqotd.(4)
С другой стороны, количество теплоты в пластине к моменту окончания действия источника можно представить в виде Q c/oVATCp,(5)
где V - объем пластины в см .
Приравняв (4) и (5), получим До V АТср с/оtd
В формуле(5) ср представляет среднюю объемную теплоемкость за время действия источника. Использование соотношения (6) в формуле (3) позволяет не определять по отдельности эффективную мощность q0 и объемную теплоемкость ср , а определить их отношение путем замера ДТср, V, td. Средняя температура пластины определяется после ее выравнивания, что очень быстро происходит на таких материалах, как медь и алюминий практически с очень незначительными потерями тепла.
Подставив значение qo/cp из формулы (6) в формулу (3), получим уравнение относительно to
(6)
2 V ДТ,
ЛТ(г.2.,)- 2Ьт/-- ) (ь-м)
х ехр -
(z-2n -df
: (7)
()
Разделив левую и правую и правую части уравнения (7) на ТСр, получим уравнение для относительной температуры в АТ/ДТср
-
2 V
t
J,Jhi
От
tgcWl t +t11)
-
х ехр
(8)
(z - 2n дГГ
(t +toV
С помощью уравнения (8) можно по результатам замеров ЛТтпх, ДТгр определить
10
15
20
25
30
35
40
45
50
55
постоянную времени t0, а затем коэффициент сосредоточенности k 1/4at0.
Определение to no 9 max с помощью уравнения (8) можно производить численным методом с помощью специальной программы для ЭВМ или графически.
Графическое решение заключается в том, что для известных параметров способа tg, а, V, г, z, д строится расчетная зависимость функции в по уравнению (8) от постоянной времени to (фиг.2). Расчетная по выражению (8) производится с помощью разработанной для ЭВМ программы. Необходимая графическая зависимость 6 f(t0) определяется заранее, до проведения опыта или после опыта Расчетная зависимость на фиг.2 получена для следующих параметров: а 0,5 см2/с: г 0,1 см; Z 0,16 см; t 4 с; д 0,2 см Полученное в результате замеров ДТтах иД Тср значение в max
- откладывается на оси ординат заА1Ср
висимости # f(t0) и графически по точке пересечения прямой, параллельной оси абсцисс, с графиком 6 f(t0), определяется соответствующее влах значение t0.
Координаты точки замера пластины г, г выбираются по возможности ближе к осевой точке источника тепла с координатами t 0 и z 0. т.к. в этой точке почти всегда близка максимуму производная d(9 /dto. зависящая от г, z и to. Возможность расположения точки замера максимально близко к осевой точке источника может ограничиваться расплавлением точки замера, воздействием активного пятна дуги.
Способ осуществляется следующим образом.
Над пластиной 1 толщиной д и диаметров D (фиг 1) помещают сопло 2 плазмотрона с неплавящимся электродом 3. Пластину 1 и электрод 3 подключают к источнику питания 4. Со стороны плоскости пластины 1, противоположной плоскости, над которой располагается сопло 2, на глубину ( d-z) устанавливают спай термопары 5. Расстояние от оси электрода 3 до точки замера в плоскости пластины г. Концы термопары подключают к устройству б для измерения температуры в точке замера. Для уменьшения потерь тепла в окружающую среду во время замеров пластину 1 теплоизолируют накладками 7 и 8 из теплоизоляционного материала.
При проведении замера включают сжатую дугу, горящую между электродом 3 и пластиной 1 через сопло 2 от источника питания 4. Фиксируют время горения дуги tg. В момент отключения дуги измеряют приращение температуры в точке замера АТтах. Затем в течение определенного периода времени контролируют изменение температуры в точке замера. После прекращения изменения температуры на заранее заданную малую величину в единицу времени измеряют приращение температуры в точке замера снова. Это последнее значение приращения температуры является средним приращением температуры пла- стины Тср. Рассчитывают относительную максимальную температуру втах AT ma х/ АТСр. Затем по уравнению (8) по известным значениям координат точки замера z, r; толщине пластины д, времени горения дуги tg., температуропроводности а, рассчитывают зависимость 0 f(to) фиг. 2 и задаваясь Отах, графически по зависимости 0 f(to) определяют соответствующее данным опыта значение to и k 1/4at0-
Значение температуропроводности а берется по справочным данным, а остальные величины - по результатам измерений.
П р и м е р 1. Определялся коэффициент сосредоточенности сжатой трехфазной дуги применительно к плазменной сварке электрозаклепками алюминиевых сплавов. Для проведения замеров использовали алюминиевую пластину из сплава AM д 0.2 см. D 7 см, а 0,5 см2/с. Замеры производились при следующих параметрах дуги: ток в изделии I д 100 А, диаметр и длина канала сопла dc Ic 0,4 см; расход гыззмообразу- ющего аргона G 4 л/мин, расстояние от торца сопла до пластины 0 0,3 см. Диаметр пластины D был выбран из условия минимального влияния отражения тепла от границ пластины в точку замера не более, чем на 2% по сравнению с бесконечной пла- стиной. Измерение температуры производилось хромель-алюмелевой термопарой с диаметром проволоки 0,2 мм и диаметром шарика спая 0,3 мм. Спай термопары зачеканивался в пластину на глубину г 0,16 см. Расстояние от оси источника до точки замера г при проведении замера составило г 0,1 см. Температуру в точке замера определяли через 2 и 4 с после зажигания дуги. Приращение температуры в точке замера в первом случае составляло ATi 250°C, а во втором АТ2 630°С. Дуга отключалась через 4 секунды после зажигания. Ее через 5 с наступило выравнивание температуры пластины до АТСР2 - 120°С, т.к. за 10 с температура пластины уменьшилась только на один градус. Объем пластины составлял V 7, 70 мм . Принимая, что мощность источника тепла вводилась в пластину равномерно во времени, т.е. q(t) const можно записать
АТСр-| АТср2
ЧЭ1tg2 Отсюда АТср1 60 °С, т.е. среднемас- совое приращение температуры пластины к моменту времени горения tg2 2 с с начала действия источника. После этого для tgi получили значение в 1 250/60 4,16, а для tga 630/120 5,25. Затем по уравнению (8) с помощью ЭВМ были получены две расчетные зависимости 0 f(t0) при разном времени tg- 2 и 4с. После построения графиков получили значение коэффициента сосредоточенности ki 4,271/см для td 2 с и К2 3,971/см2 для tg 4 с.
П р и м е р 2. На том же режиме при t 4 с были определены радиусы расплавления при действии источника на пластину на верхней и нижней плоскостях пластины. Они составили гв 0,2 см, гн 0 см, т.к. начальная температура пластин во всех опытах была Тн 20°С, то приращение ATi было принято исходя из температуры плавления сплава АМц АТ| - 640°С. По формуле (8) были рассчитаны зависимости to от относительной температуры для z 0 г гв и при t 4 с. С помощью графических зависимостей было найдено значение коэффициента k : кв 4,16 V см2 при 0В 640/120 5,33. Значение также имеет удовлетворительную сходимость с результатами, полученными в примере 1.
Предложенный способ позволяет значительно повысить точность замеров за счет определения коэффициента сосредоточенности по абсолютным приращениям температур, а не их отношением, а также за счет учета интегральных теплофизических характеристик процесса - отношения q/c/э . Способ упрощается, т.к. температура измеряется только в конце действия источника и после выравнивания температур. Расширение возможностей замеров обусловлено возможностью производить замеры в любых точках пластины и использовать для определения k радиусы зоны проплав- ления пластины.
Сравнение результатов, полученных в примерах 1 и 2, показывают, что результаты определения коэффициента сосредоточенности могут быть использованы для расчета размеров зоны проплавления, например при точечной сварке электрозаклепками.
Формула изобретения
Способ определения коэффициента сосредоточенности теплового потока от неподвижного источника тепла с нормальные законом распределения теплового потока
по которому измеряют температуру в точке пластины и определяют коэффициент сосредоточенности, отличающийся тем, что, с целью повышения точности замеров и упрощения способа, измеряют приращение температуры в точке в конце действия источника, после прекращения действия источника и выравнивания температур в пластине определяют приращение средней температуры пластины, а коэффициент сосредоточенности рассчитывают с учетом от0
носительной температуры, определяемой по зависимости
в ДТ/ДТср.
где ДТ - приращение температуры в точке замера к моменту окончания действия источника;
ДТСр - приращение средней температуры пластины после выравнивания в ней температур.
Использование: для изучения тепловых потоков от источника тепла к обрабатываемому изделию, преимущественно при сварке и родственных процессах. Сущность изобретения; производят измерение температуры в точке в конце действия источника, затем измерение средней температуры пластины к моменту окончания действия источника и определение коэффициента сосредоточенности по его расчетной зависимости. 2 ил.
Qut.i
k-ttot
| Зражевский В.А | |||
| и др | |||
| Сценка коэффициента сосредоточенности нормально распределенного сварочного источника тепла | |||
| Автоматическая сварка, № 11, 1981, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
