Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для склеивания деревянных брусков на продольный зубчатый шип | 1989 |
|
SU1639966A1 |
| Установка для нарезания шипов на пакете пиломатериалов | 1988 |
|
SU1585157A1 |
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| Шипорезный станок | 1982 |
|
SU1079435A1 |
| Станок для соединения немерных заготовок по длине | 1981 |
|
SU965770A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ ЩИТА | 2005 |
|
RU2295438C1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ БРУСА | 2005 |
|
RU2284264C1 |
| МНОГОСТОРОННИЙ СТРОГАЛЬНЫЙ СТАНОК | 1993 |
|
RU2041801C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
Использование: в деревообрабатывающей промышленности, в частности для производства клееных деревянных конструкций. Цель:повышение качества опрессовки зубчатого соединения брусков и упрощение переналадки устройства в соответствии в размерами обрабатываемых брусков. Сущность изобретения: валковый пресс содержит станину, подающие 2 и прижимные 3 валки, установленные на треугольно-образных секторах 4, каретку 5, установленную в направляющих 6. Каретка 5 снабжена винтовой передачей 8 и соединена с секторами 4силовыми цилиндрами 9. Ось симметрии каретки 5 взаимно перпендикулярна образующим подающих 2 и прижимных 3 валков. 5ил.
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для производства клееных деревянных конструкций.
Цель изобретения - повышение качества продукции и упрощение устройства.
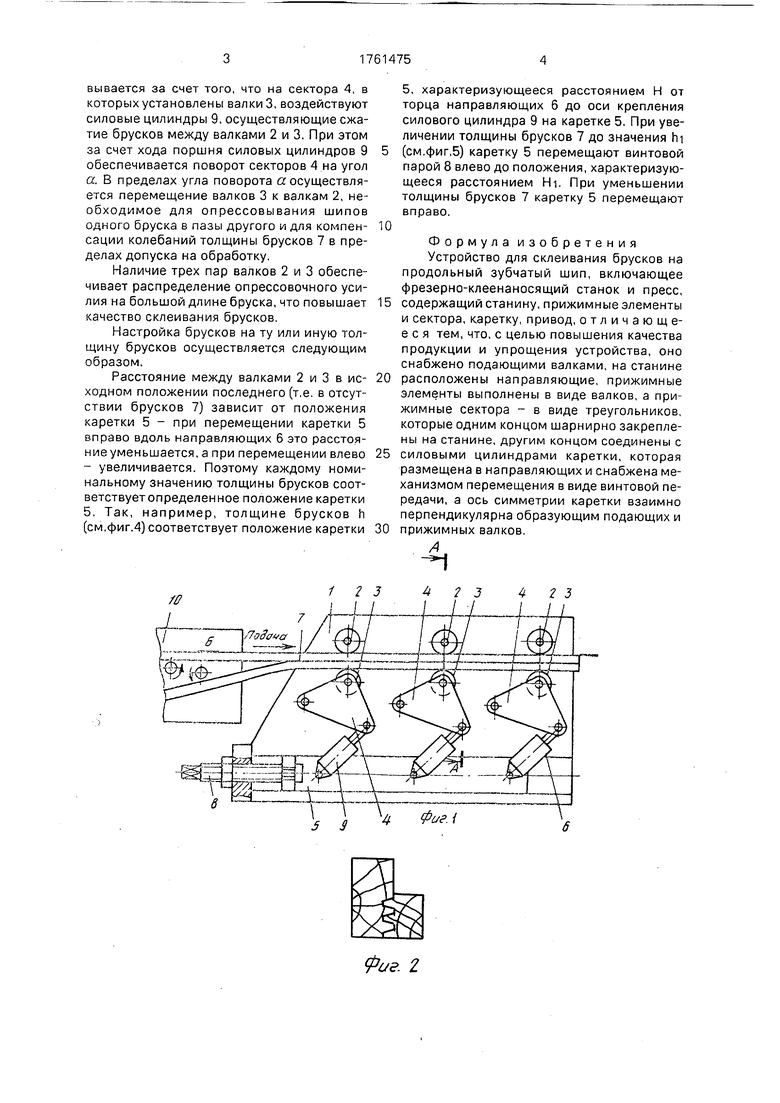
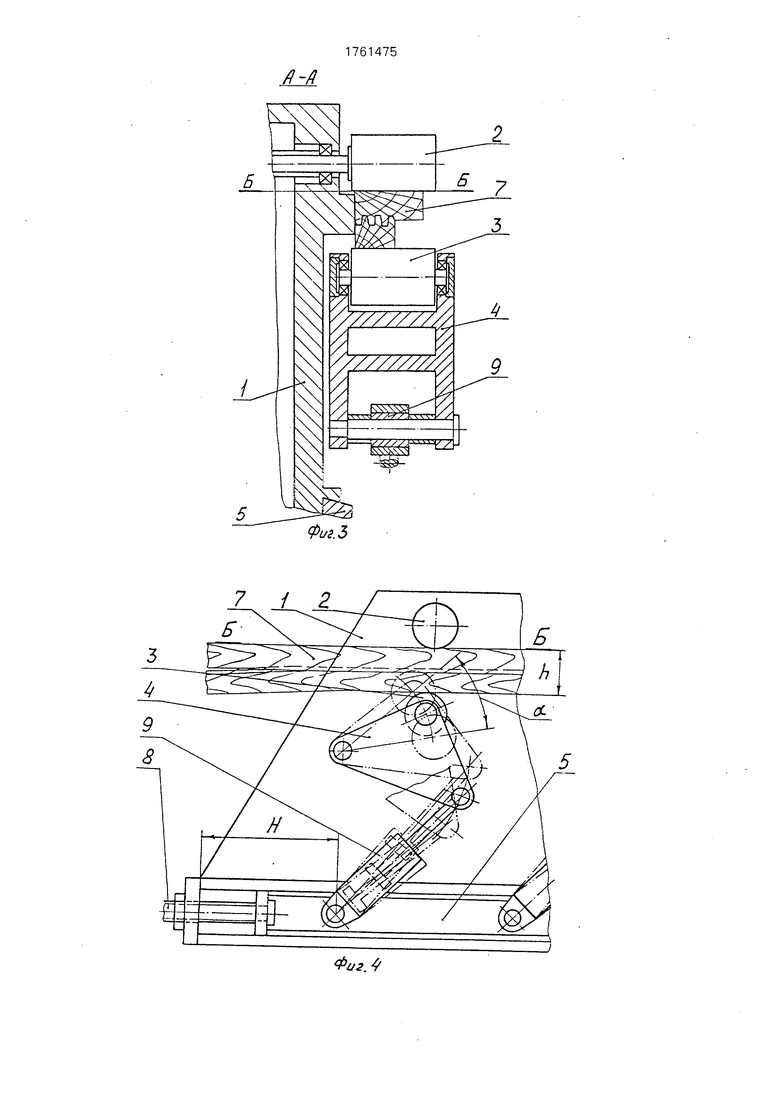
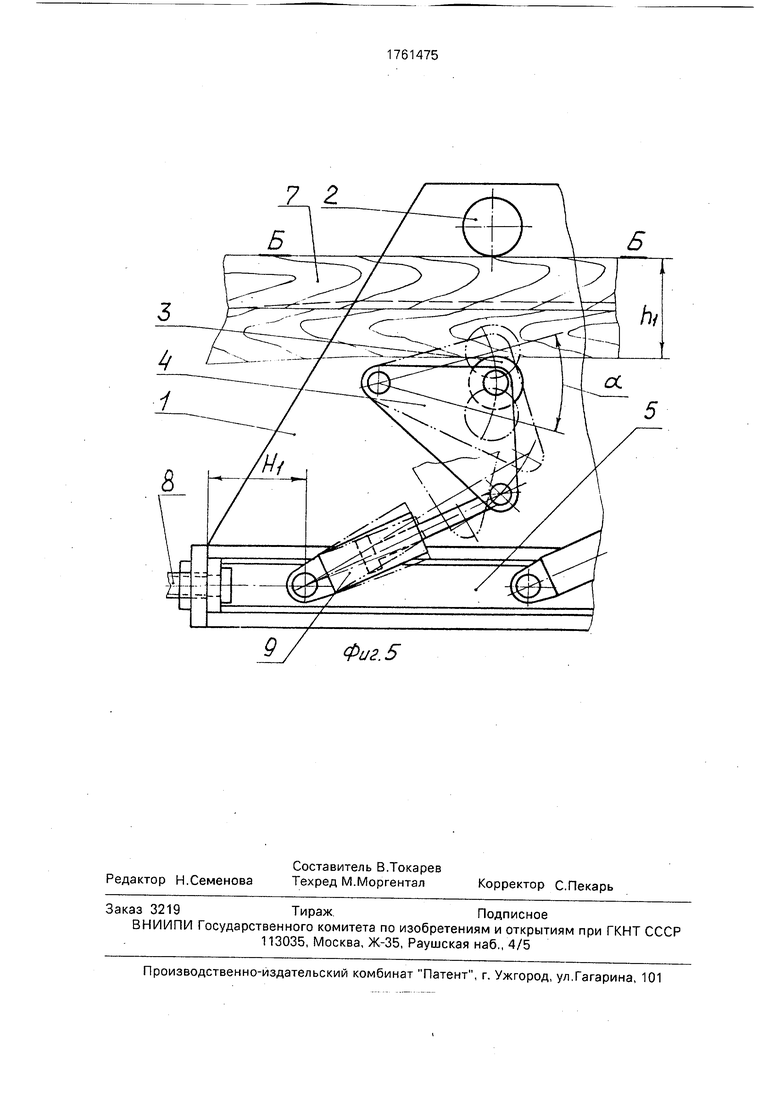
На фиг.1 изображен общий вид устройства, вид сбоку; на фиг.2 - вариант профиля спрессованных брусков; на фиг.З - разрез А-А на фиг.1; на фиг.4 - взаимное расположение подающих и прижимных валков при фиксации каретки в крайнем правом положении; на фиг,5 - взаимное расположение подающих и прижимных валков при фиксации каретки в крайнем левом положении.
Устройство для склеивания брусков на продольный зубчатый шип содержит фре- зерно-клеенаносящий станок 10 и пресс, включающий станину (стол) 1, на котором размещены приводные подающие валки 2 (привод не показан). Прижимные элементы,
выполненные в виде валков 3 помещены на поворотных прижимных секторах 4 в виде треугольников, которые одним концом шар- нирно закреплены на станине 1, другим концом соединены с силовыми цилиндрами 9 каретки 5. Каретка 5 установлена в направляющих 6, расположенных на станине 1, и снабжена механизмом перемещения в виде винтовой передачи 8. Ось симметрии каретки 5 взаимно перепендикулярна образующим подающих и прижимных валков.
Устройство работает следующим образом. Из фрезерно-клеенаносящего станка 10 одновременно поступают два бруска 7 с нарезанными на боковой грани зубчатыми шипами и нанесенным на их поверхность клеем. Перед станиной 1 бруски 7 состыковываются между собой, при этом шипы одного бруска попадают в пазы другого.
При прохождении брусков 7 между валками 2 и 3 их зубчатое соединение опрессоVJ
О
Ј vj
ел
вывается за счет того, что на сектора 4, в которых установлены валки 3, воздействуют силовые цилиндры 9, осуществляющие сжатие брусков между валками 2 и 3. При этом за счет хода поршня силовых цилиндров 9 обеспечивается поворот секторов 4 на угол а. В пределах угла поворота а осуществляется перемещение валков 3 к валкам 2, необходимое для спрессовывания шипов одного бруска в пазы другого и для компен- сации колебаний толщины брусков 7 в пределах допуска на обработку.
Наличие трех пар валков 2 и 3 обеспечивает распределение опрессовочного усилия на большой длине бруска, что повышает качество склеивания брусков.
Настройка брусков на ту или иную толщину брусков осуществляется следующим образом.
Расстояние между валками 2 и 3 в ис- ходном положении последнего (т.е. в отсутствии брусков 7) зависит от положения каретки 5 - при перемещении каретки 5 вправо вдоль направляющих 6 это расстояние уменьшается, а при перемещении влево - увеличивается. Поэтому каждому номинальному значению толщины брусков соответствует определенное положение каретки 5. Так, например, толщине брусков h (см.фиг.4) соответствует положение каретки
5, характеризующееся расстоянием Н от торца направляющих 6 до оси крепления силового цилиндра 9 на каретке 5. При увеличении толщины брусков 7 до значения hi (см.фиг.5) каретку 5 перемещают винтовой парой 8 влево до положения, характеризующееся расстоянием Hi. При уменьшении толщины брусков 7 каретку 5 перемещают вправо.
Формула изобретения Устройство для склеивания брусков на продольный зубчатый шип, включающее фрезерно-клеенаносящий станок и пресс, содержащий станину, прижимные элементы и сектора, каретку, привод, отличающееся тем, что, с целью повышения качества продукции и упрощения устройства, оно снабжено подающими валками, на станине расположены направляющие, прижимные элементы выполнены в виде валков, а прижимные сектора - в виде треугольников, которые одним концом шарнирно закреплены на станине, другим концом соединены с силовыми цилиндрами каретки, которая размещена в направляющих и снабжена механизмом перемещения в виде винтовой передачи, а ось симметрии каретки взаимно перпендикулярна образующим подающих и прижимных валков.
2 3
Фиг. 2
Фиг.З
Фиг. 4
7 Z
Фиг. 5
| Устройство для склеивания элементов деревянных конструкций | 1976 |
|
SU604687A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
