Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ПЛИТНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2109627C1 |
| ВАКУУМ-СУБЛИМАЦИОННАЯ СУШИЛКА ДЛЯ ВСПЕНЕННЫХ ПРОДУКТОВ И СПОСОБ ЕЕ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 2007 |
|
RU2350861C1 |
| Способ обработки металлических деталей в условиях акустического резонансного воздействия потоком смеси сжатого воздуха и газообразных химических реагентов и устройство для его осуществления | 2015 |
|
RU2651841C2 |
| СВЯЗУЮЩЕЕ ДЛЯ МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2045491C1 |
| Технологический комплекс нейтрализации резервуаров после слива азотных окислителей | 2016 |
|
RU2617769C1 |
| Способ автоматического управления процессом копчения мускусной утки с применением избыточного давления и паров пряно-коптильных ароматизаторов | 2016 |
|
RU2642448C2 |
| Теплообменная емкость и аппарат для очистки воды методом перекристаллизации с ее использованием | 2022 |
|
RU2788566C1 |
| Линия непрерывного изготовления древесных плит | 1988 |
|
SU1634502A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ОБОГАЩЕНИЯ ФОРМОВОЧНЫХ ПЕСКОВ МЕТОДОМ ГИДРООТТИРКИ С ПОСЛЕДУЮЩЕЙ КЛАССИФИКАЦИЕЙ И СУХИМ ГРОХОЧЕНИЕМ | 2008 |
|
RU2403979C2 |
| Линия изготовления биоводостойких древесностружечных плит | 1985 |
|
SU1248809A1 |

Использование: изготовление древесно-стружечных плит. Сущность изобретения: способ содержит операции формирования корма, прессования, форматной обрезки Между операциями прессования и форматной обрезки осуществляют нейтрализацию свободного формальдегида при давлении обработки ниже атмосферного. Линия содержит узел нейтрализации свободного формальдегида с внутренней камерой обработки аммиаком. Камера охвачена наружной камерой 8 удаления его избытка. Во внутренней камере установлен конвейер перемещения плит конвейерного типа 2с и 4 з п ф-лы 3 ил
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесностружечных плит.
Цель изобретения - повышение экологической чистоты производства путем нейтрализации формальдегида, выделяющегося от горячих плит, и снижение токсичности готовых плит путем увеличения продолжительности обработки их аммиаком.
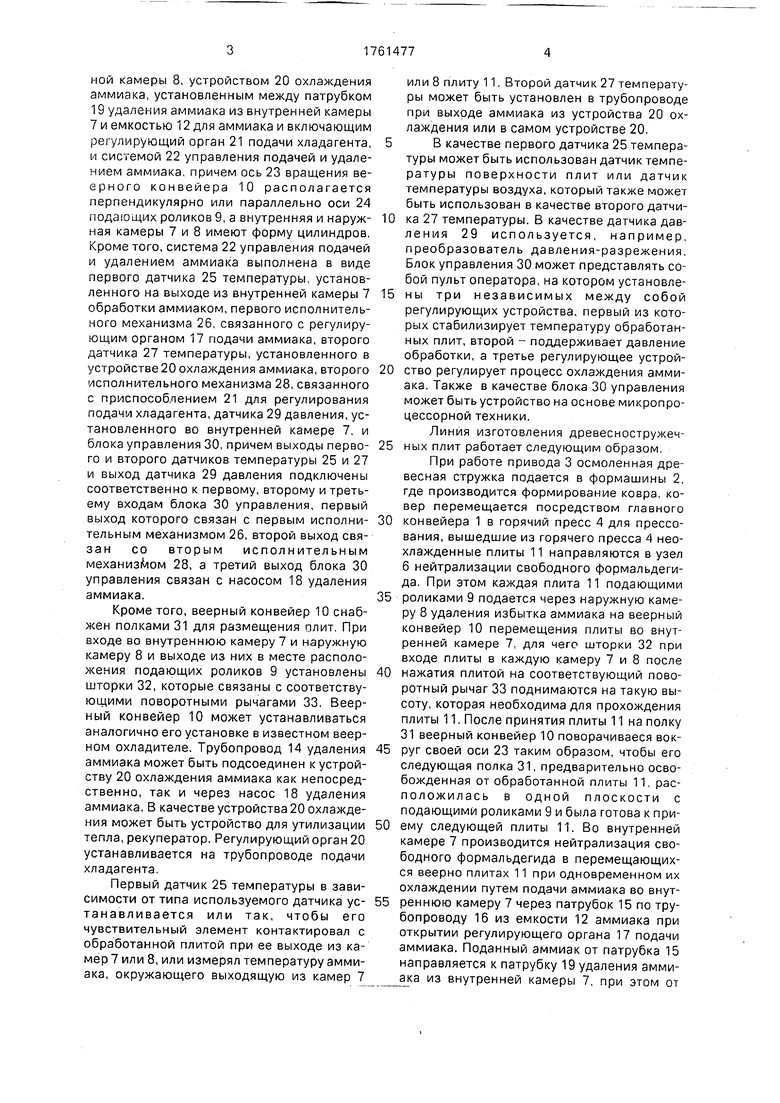
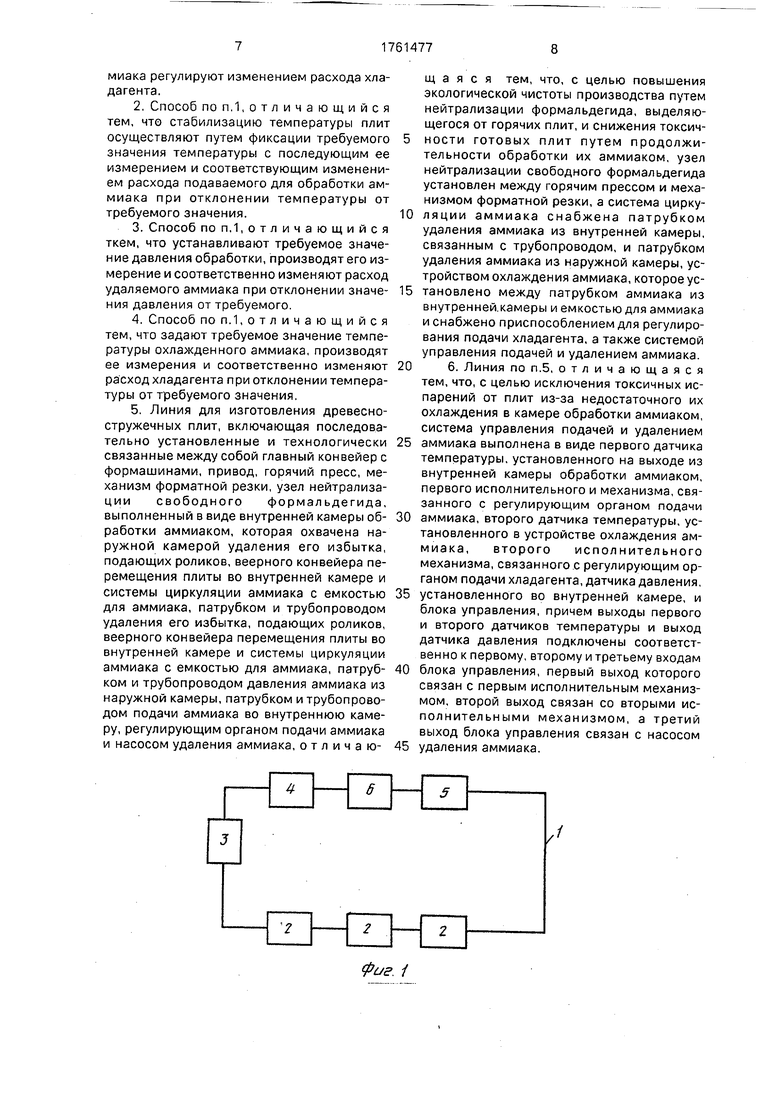
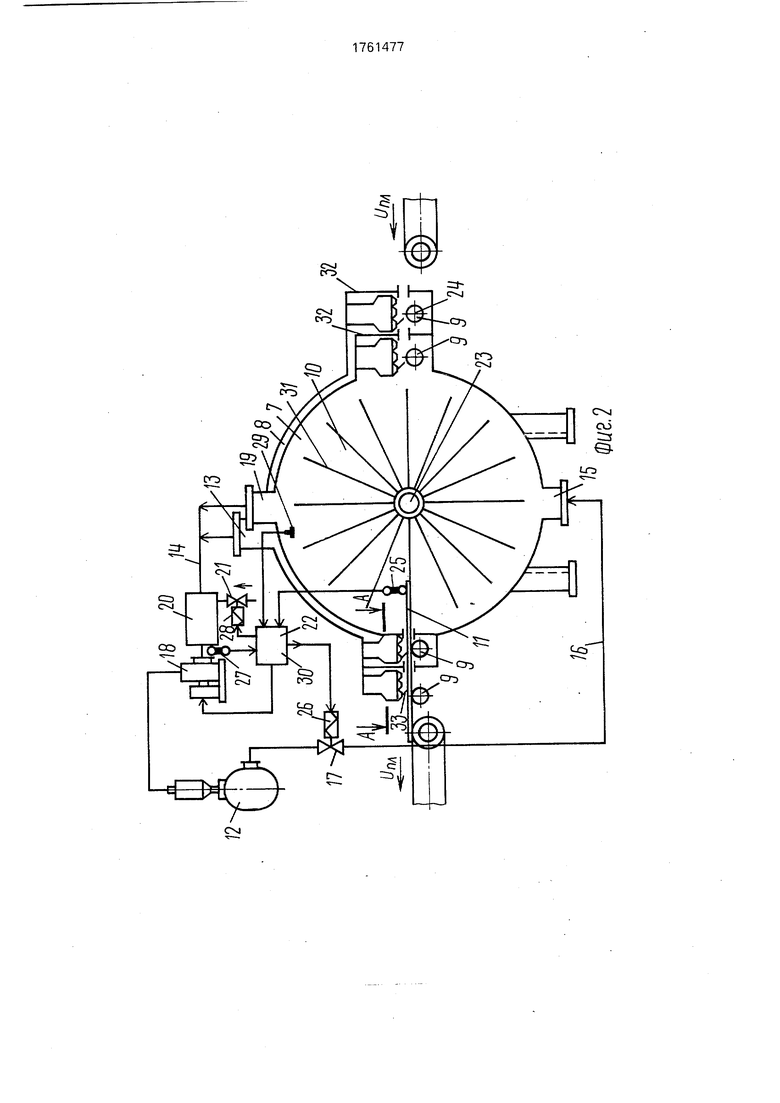
На фиг.1 изображена блок-схема линии изготовления древесно-стружечных плит; на фиг.2 - узел нейтрализации свободного формальдегида, вид спереди; на фиг.З - то же, вид сбоку.
Линия для изготовления древесностружечных плит содержит главный конвейер 1 с формашинами 2. привод 3, горячий пресс 4, механизм 5 форматной резки, узел 6 нейтрализации свободного формальдегида выполненный в виде внутренней камеры 7 обработки аммиаком подающих роликов 9, конвейера 10 перемещения плиты 11 во внутренней камере 7 и системы циркуляции аммиака с емкостью 12 аммиака патрубком 13 и трубопроводом 14 удаления аммиака из наружной камеры 8 патрубком 15 и трубопроводом 6 подачи аммиака во внутреннюю камеру 7, регулирующим органом 17 подачи аммиака и насосом 18 удаления аммиака. Узел 6 нейтрализации свободного формальдегида заявленной линии устанавливается между горячим прессом 4 и механизмами 5 форматной резки, конвейер 10 перемещения плиты 11 во внутренней камере 7 обработки аммиаком выполнен веерным, а система циркуляции аммиака снабжена патрубком 19 удаления аммиака из внутренней камеры 7, связанным с трубопроводом 14 и патрубком 13 удаления аммиака из наружVIOv
Ј
3
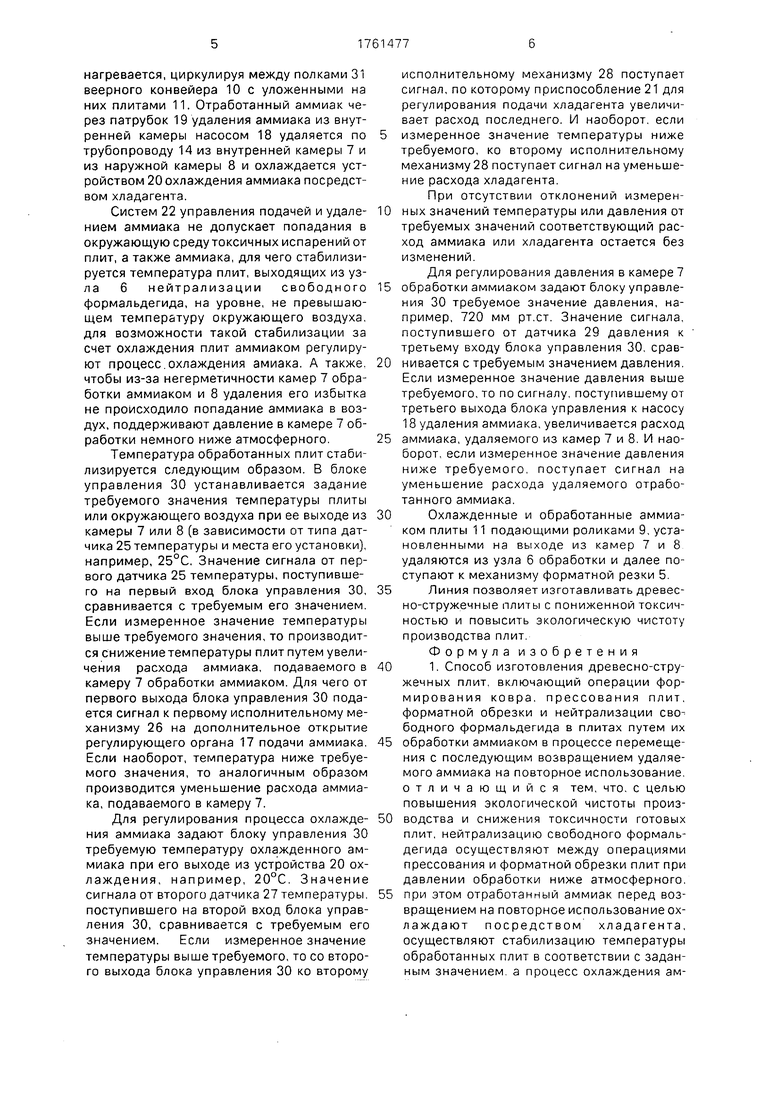
ной камеры 8, устройством 20 охлаждения аммиака, установленным между патрубком 19 удаления аммиака из внутренней камеры 7 и емкостью 12 для аммиака и включающим регулирующий орган 21 подачи хладагента, и системой 22 управления подачей и удалением аммиака, причем ось 23 вращения веерного конвейера 10 располагается перпендикулярно или параллельно оси 24 подающих роликов 9, а внутренняя и наруж- ная камеры 7 и 8 имеют форму цилиндров. Кроме того, система 22 управления подачей и удалением аммиака выполнена в виде первого датчика 25 температуры, установленного на выходе из внутренней камеры 7 обработки аммиаком, первого исполнительного механизма 26, связанного с регулирующим органом 17 подачи аммиака, второго датчика 27 температуры, установленного в устройстве 20 охлаждения аммиака, второго исполнительного механизма 28, связанного с приспособлением 21 для регулирования подачи хладагента, датчика 29 давления, установленного во внутренней камере 7, и блока управления 30, причем выходы перво- го и второго датчиков температуры 25 и 27 и выход датчика 29 давления подключены соответственно к первому, второму и третьему входам блока 30 управления, первый выход которого связан с первым исполни- тельным механизмом 26, второй выход связан со вторым исполнительным механизмом 28, а третий выход блока 30 управления связан с насосом 18 удаления аммиака.
Кроме того, веерный конвейер 10 снабжен полками 31 для размещения плит. При входе во внутреннюю камеру 7 и наружную камеру 8 и выходе из них в месте расположения подающих роликов 9 установлены шторки 32, которые связаны с соответствующими поворотными рычагами 33. Веерный конвейер 10 может устанавливаться аналогично его установке в известном веерном охладителе. Трубопровод 14 удаления аммиака может быть подсоединен к устройству 20 охлаждения аммиака как непосредственно, так и через насос 18 удаления аммиака, В качестве устройства 20 охлаждения может быть устройство для утилизации тепла, рекуператор. Регулирующий орган 20 устанавливается на трубопроводе подачи хладагента.
Первый датчик 25 температуры в зависимости от типа используемого датчика ус- танавливается или так, чтобы его чувствительный элемент контактировал с обработанной плитой при ее выходе из камер 7 или 8, или измерял температуру аммиака, окружающего выходящую из камер 7
или 8 плиту 11. Второй датчик 27 температуры может быть установлен в трубопроводе при выходе аммиака из устройства 20 охлаждения или в самом устройстве 20.
В качестве первого датчика 25 температуры может быть использован датчик температуры поверхности плит или датчик температуры воздуха, который также может быть использован в качестве второго датчика 27 температуры. В качестве датчика дав- ления 29 используется, например, преобразователь давления-разрежения. Блок управления 30 может представлять собой пульт оператора, на котором установле- ны три независимых между собой регулирующих устройства, первый из которых стабилизирует температуру обработанных плит, второй - поддерживает давление обработки, а третье регулирующее устройство регулирует процесс охлаждения аммиака. Также в качестве блока 30 управления может быть устройство на основе микропроцессорной техники.
Линия изготовления древесностружечных плит работает следующим образом.
При работе привода 3 осмоленная древесная стружка подается в формашины 2, где производится формирование ковра, ковер перемещается посредством главного конвейера 1 в горячий пресс 4 для прессования, вышедшие из горячего пресса 4 неохлажденные плиты 11 направляются в узел 6 нейтрализации свободного формальдегида. При этом каждая плита 11 подающими роликами 9 подается через наружную камеру 8 удаления избытка аммиака на веерный конвейер 10 перемещения плиты во внутренней камере 7, для чего шторки 32 при входе плиты в каждую камеру 7 и 8 после нажатия плитой на соответствующий поворотный рычаг 33 поднимаются на такую высоту, которая необходима для прохождения плиты 11, После принятия плиты 11 на полку 31 веерный конвейер 10 поворачиваеся вокруг своей оси 23 таким образом, чтобы его следующая полка 31, предварительно освобожденная от обработанной плиты 11, расположилась в одной плоскости с подающими роликами 9 и была готова к приему следующей плиты 11. Во внутренней камере 7 производится нейтрализация свободного формальдегида в перемещающихся веерно плитах 11 при одновременном их охлаждении путем подачи аммиака во внутреннюю камеру 7 через патрубок 15 по трубопроводу 16 из емкости 12 аммиака при открытии регулирующего органа 17 подачи аммиака. Поданный аммиак от патрубка 15 направляется к патрубку 19 удаления амми- ака из внутренней камеры 7, при этом от
нагревается, циркулируя между полками 31 веерного конвейера 10 с уложенными на них плитами 11. Отработанный аммиак через патрубок 19 удаления аммиака из внутренней камеры насосом 18 удаляется по трубопроводу 14 из внутренней камеры 7 и из наружной камеры 8 и охлаждается устройством 20 охлаждения аммиака посредством хладагента.
Систем 22 управления подачей и удале- нием аммиака не допускает попадания в окружающую среду токсичных испарений от плит, а также аммиака, для чего стабилизируется температура плит, выходящих из узла 6 нейтрализации свободного формальдегида, на уровне, не превышающем температуру окружающего воздуха, для возможности такой стабилизации за счет охлаждения плит аммиаком регулируют процесс.охлаждения амиака. А также. чтобы из-за негерметичности камер 7 обработки аммиаком и 8 удаления его избытка не происходило попадание аммиака в воздух, поддерживают давление в камере 7 обработки немного ниже атмосферного.
Температура обработанных плит стабилизируется следующим образом. В блоке управления 30 устанавливается задание требуемого значения температуры плиты или окружающего воздуха при ее выходе из камеры 7 или 8 (в зависимости от типа датчика 25 температуры и места его установки), например, 25°С. Значение сигнала от первого датчика 25 температуры, поступившего на первый вход блока управления 30, сравнивается с требуемым его значением. Если измеренное значение температуры выше требуемого значения, то производится снижениетемпературы плит путем увеличения расхода аммиака, подаваемого в камеру 7 обработки аммиаком. Для чего от первого выхода блока управления 30 подается сигнал к первому исполнительному механизму 26 на дополнительное открытие регулирующего органа 17 подачи аммиака. Если наоборот, температура ниже требуемого значения, то аналогичным образом производится уменьшение расхода аммиака, подаваемого в камеру 7.
Для регулирования процесса охлажде- ния аммиака задают блоку управления 30 требуемую температуру охлажденного аммиака при его выходе из устройства 20 охлаждения, например, 20°С. Значение сигнала от второго датчика 27 температуры. поступившего на второй вход блока управления 30, сравнивается с требуемым его значением. Если измеренное значение температуры выше требуемого, то со второго выхода блока управления 30 ко второму
исполнительному механизму 28 поступает сигнал, по которому приспособление 21 для регулирования подачи хладагента увеличивает расход последнего. И наоборот, если измеренное значение температуры ниже требуемого, ко второму исполнительному механизму 28 поступает сигнал на уменьшение расхода хладагента.
При отсутствии отклонений измеренных значений температуры или давления от требуемых значений соответствующий расход аммиака или хладагента остается без изменений.
Для регулирования давления в камере 7 обработки аммиаком задают блоку управления 30 требуемое значение давления, например, 720 мм рт.ст. Значение сигнала, поступившего от датчика 29 давления к третьему входу блока управления 30, сравнивается с требуемым значением давления. Если измеренное значение давления выше требуемого, то по сигналу, поступившему от третьего выхода блока управления к насосу 18 удаления аммиака, увеличивается расход аммиака, удаляемого из камер 7 и 8. И наоборот, если измеренное значение давления ниже требуемого, поступает сигнал на уменьшение расхода удаляемого отработанного аммиака.
Охлажденные и обработанные аммиаком плиты 11 подающими роликами 9, установленными на выходе из камер 7 и 8 удаляются из узла 6 обработки и далее поступают к механизму форматной резки 5.
Линия позволяет изготавливать древес- но-стружечные плиты с пониженной токсичностью и повысить экологическую чистоту производства плит.
Формула изобретения
ее измерения и соответственно изменяют расход хладагента при отклонении температуры от требуемого значения.
и насосом удаления аммиака, отличаю-
щ а я с я тем, что, с целью повышения экологической чистоты производства путем нейтрализации формальдегида, выделяющегося от горячих плит, и снижения токсичности готовых плит путем продолжительности обработки их аммиаком, узел нейтрализации свободного формальдегида установлен между горячим прессом и механизмом форматной резки, а система цирку- ляции аммиака снабжена патрубком удаления аммиака из внутренней камеры, связанным с трубопроводом, и патрубком удаления аммиака из наружной камеры, устройством охлаждения аммиака, которое установлено между патрубком аммиака из внутренней камеры и емкостью для аммиака и снабжено приспособлением для регулирования подачи хладагента, а также системой управления подачей и удалением аммиака. 6. Линия по п.5, отличающаяся тем, что, с целью исключения токсичных испарений от плит из-за недостаточного их охлаждения в камере обработки аммиаком, система управления подачей и удалением аммиака выполнена в виде первого датчика температуры, установленного на выходе из внутренней камеры обработки аммиаком, первого исполнительного и механизма, связанного с регулирующим органом подачи аммиака, второго датчика температуры, установленного в устройстве охлаждения аммиака, второго исполнительного механизма, связанного с регулирующим органом подачи хладагента, датчика давления, установленного во внутренней камере, и блока управления, причем выходы первого и второго датчиков температуры и выход датчика давления подключены соответственно к первому, второму и третьему входам блока управления, первый выход которого связан с первым исполнительным механизмом, второй выход связан со вторыми исполнительными механизмом, а третий выход блока управления связан с насосом удаления аммиака.
Фие 1
8
33247
| Линия изготовления древесностружечных плит | 1985 |
|
SU1305040A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Линия изготовления древесностружечных плит | 1987 |
|
SU1416312A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
