ш
15
1 1305040
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесно-стружечных плит.
Цель изобретения - снижение токсичности плит.
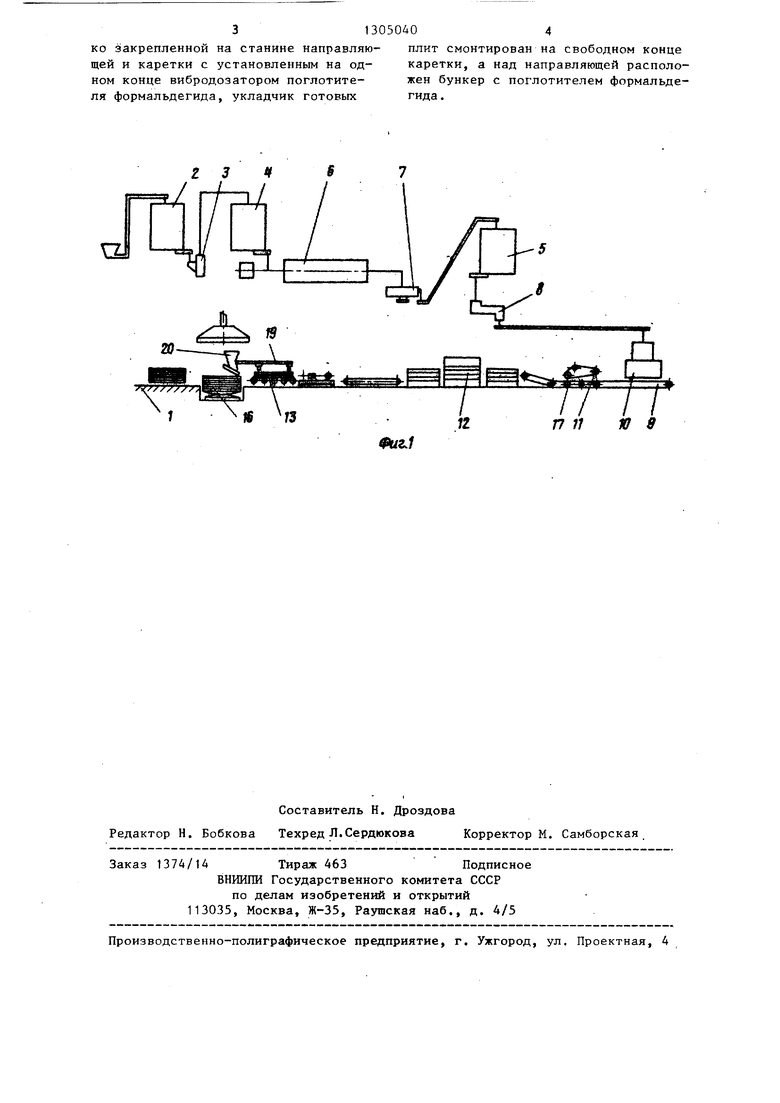
На фиг, 1 изображена схема линии изготовления древесно-стружечных плит; на фиг. 2 - схема направляющей с кареткой.
Линия содержит последовательно установленные и кинематически связанные станину 1, бункера 2 щепы, стружечные станки 3, бункера сьфой 4 и сухой 5 стружки и сушилку 6, сортировку 7, смеситель 8, главный конвейер 9 с формирующей машинами 10 и подпрессовщиком 11, горячий пресс 12, форматно-обрезной станок 13, участок
14укладки плит 15 в стопу 16 и привод 17 и снабжена жестко смонтирован- ной на станине над форматно-обрезным станком 13 и участком 14 укладки плит 13 в стопу 16 направляющей 18 с кареткой 19, на переднем конде которой размещен вибродозатор 20 поглотителя формальдегида, выполненный с возможностью периодической его работы посредством левого 21 и правого 22 конечных выключателей, на заднем кон-, це каретки 19 смонтированы пневмоди- линдры 23 с закрепленным на их штоках 24 механизмом перемещения плит
15в стопу 16, выполненным в виде
20
ремешиваиия поднимают посредством пневмоцилиндров 23 и подают команду на движение каретки 19 влево, при этом во время прохождения вибродозатора 20 над уложенными уже на участке 14 укладки плитами 15 на верхнюю плиту равномерно засыпается поглотитель формальдегида..Как только вибродозатор 20 проходит участок 14 укладки плит 15 срабатывает левый конечный выключатель 21 и выдача поглотителя формальдегида прекращается, а дозатор 20 занимает положение под бункером 28 поглотителя формальдегида и частично пополняется им. В это время Г-образные захваты 27 с очередной плитой 15 располагаются над стопой 16 плит. Штоки 24 пневмодилиндров опускают плиту 15 и Г-образные захваты 27 расходятся.
Таким образом, на посыпанную плиту укладывается еще одна плита 15. 2J После этого каретку перемещают вправо до левого конечного выключателя 21, при этом включается вибродозатор 20 и поглотитель формальдегида равномерно насыпается на только что уложенную в стопу 16 плиту 15. В тот момент, когда дозатор 20 проедет участок 14 укладки плит 15 в стопу 16, срабатывает правый конечный выключатель 22 и вьщача поглотителя формальдегида прекращается, а штоки 24 пнев30
4Q
45
рамки 25, на концах которой посредст-- модилиндров 23 опускаются над форматном поворотных рычагов 26 закреплены но-обрезным станком 13, при этом Г- Г-образные захваты 27, а над направ- образные захваты 27 расходятся для ляющей 18 со стороны дозатора 20 расположен бункер 28 с поглотителем формальдегида, при этом Г-образные захваты 27 электрически связаны с пнев- модилиндрами 23 и кареткой 19,
Линия изготовления работает следующим образом.
Щепу подают из бункера 2 в стружечные станки 3, Изготовленную стружку направляют в бункер 4 сырой стружки, Сьфую стружку сушат в сущилке 6, а потом сортируют на сортировке 7 и направляют по бункерам 5 сухой стружки в зависимости от фракдии стружки. Далее в смесителях 8 стружку перемешивают со связующим и формирующими машинами 10 настилают ковер9 который направляют в горячий пресс 12, а готовые плиты 15 - на форматно-обрезной станок 13, откуда их захватывают Г- образными захватами 27 механизм пе50
35
захвата очередной плиты 15 и цикл повторяют
Формула изобретения
Линия изготовления древесно-стружечных плит, включающая станину, бункера щепы, стружечные станки, бункера стружки, сушилку, сортировку, смеситель i главный конвейер с формирующими машина1 н и подпрессовщиком, горячий пресс, форматно-обрезной станок, участок укладки плит в стопу с укладчиком готовых плит и привод, отличающаяся тем, что, с целью снижения токсичности плит, она снабжена приспособлением для удаления формальдегида из готовых плит, которое расположено над форматно-обрезным станком и участком укладки плит в стопу и выполнено в виде жест
5
0
ремешиваиия поднимают посредством пневмоцилиндров 23 и подают команду на движение каретки 19 влево, при этом во время прохождения вибродозатора 20 над уложенными уже на участке 14 укладки плитами 15 на верхнюю плиту равномерно засыпается поглотитель формальдегида..Как только вибродозатор 20 проходит участок 14 укладки плит 15 срабатывает левый конечный выключатель 21 и выдача поглотителя формальдегида прекращается, а дозатор 20 занимает положение под бункером 28 поглотителя формальдегида и частично пополняется им. В это время Г-образные захваты 27 с очередной плитой 15 располагаются над стопой 16 плит. Штоки 24 пневмодилиндров опускают плиту 15 и Г-образные захваты 27 расходятся.
Таким образом, на посыпанную плиту укладывается еще одна плита 15. J После этого каретку перемещают вправо до левого конечного выключателя 21, при этом включается вибродозатор 20 и поглотитель формальдегида равномерно насыпается на только что уложенную в стопу 16 плиту 15. В тот момент, когда дозатор 20 проедет участок 14 укладки плит 15 в стопу 16, срабатывает правый конечный выключатель 22 и вьщача поглотителя формальдегида прекращается, а штоки 24 пнев0
- модилиндров 23 опускаются над форматно-обрезным станком 13, при этом Г- образные захваты 27 расходятся для
модилиндров 23 опускаются над форматно-обрезным станком 13, при этом Г- образные захваты 27 расходятся для
захвата очередной плиты 15 и цикл повторяют
Формула изобретения
Линия изготовления древесно-стружечных плит, включающая станину, бункера щепы, стружечные станки, бункера стружки, сушилку, сортировку, смеситель i главный конвейер с формирующими машина1 н и подпрессовщиком, горячий пресс, форматно-обрезной станок, участок укладки плит в стопу с укладчиком готовых плит и привод, отличающаяся тем, что, с целью снижения токсичности плит, она снабжена приспособлением для удаления формальдегида из готовых плит, которое расположено над форматно-обрезным станком и участком укладки плит в стопу и выполнено в виде жестко закрепленной на станине направляющей и каретки с установленным на одном конце вибродозатором поглотителя формальдегида, укладчик готовых
плит смонтирован на свободном конце каретки, а над направляющей расположен бункер с поглотителем формальдегида.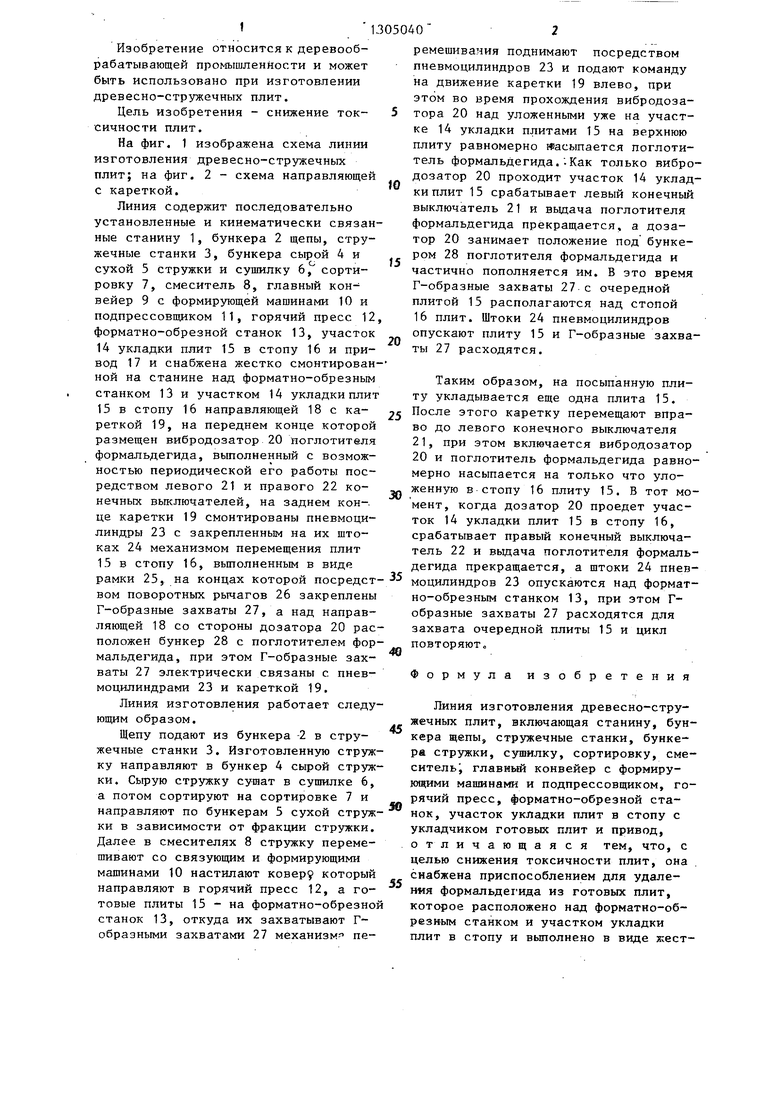
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления биоводостойких древесностружечных плит | 1985 |
|
SU1248809A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2083361C1 |
| Линия производства древесностружечныхплиТ | 1979 |
|
SU844374A1 |
| Линия изготовления древесно-стружечных плит | 1985 |
|
SU1281419A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2078686C1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1320065A1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - снижение токсичности плит. Линия включает приспособление для удаления формальдегида из готовых плит в виде вибродозатора 20 поглотителя формальдегида. Готовые плиты проходят под вибродозатором 20, и на плиту равномерно насыпается поглотитель формальдегида. Как только вибродозатор 20 проходит участок укладки готовых плит 15, срабатывает концевой выключатель 21. Выдача поглотителя формальдегида прекращается, а дозатор 20 занимает положение под бункером 28 и частично пополняется поглотителем формальдегида. В зто время Г-образные захваты 27 с очередной плитой 15 располагаются над стопой плит. Штоки 24 пнев- моцилиндров опускают плиту 15, и Г- образные захваты 27 расходятся. Та- КИМ образом на посьшанную плиту укладывается еще одна плита 15. 2 ил. с (Л . ... со о ел О 4 Фиг. 2
Т2
| Карасев Е.И | |||
| Оборудование предприятий по производству древесных плит.-М.: Лесная промьгашенность, 1978, с | |||
| ПЕЧНОЙ ЖЕЛЕЗНЫЙ РУКАВ (ТРУБА) | 1920 |
|
SU199A1 |
| Шварцман Г.М | |||
| Производство.древес- но-стружечных плит.-М.: Лесная про- мьшшенность, 1977, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
