Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки монокристаллов | 1988 |
|
SU1685719A1 |
| Способ управления процессом резки заготовки ленточной пилой | 1983 |
|
SU1115870A1 |
| СПОСОБ РЕЗКИ МОНОКРИСТАЛЛОВ КРЕМНИЯ | 1998 |
|
RU2155131C2 |
| СПОСОБ РЕЗКИ МОНОКРИСТАЛЛОВ И ДРУГИХ ХРУПКИХ МАТЕРИАЛОВ | 1999 |
|
RU2167055C1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| Способ обработки торцов труб | 1990 |
|
SU1763090A1 |
| Способ поперечной резки твердых и хрупких материалов | 1981 |
|
SU1047704A1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2206528C2 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ АЛМАЗНОГО ДИСКА | 2003 |
|
RU2231444C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206527C2 |
Изобретение относится к механической обработке твердых и хрупких материалов и может быть использовано при разделении полупроводниковых и диэлектрических монокристаллов на пластины. Целью изобретения является повышение качества отрезаемых пластин и стойкости инструмента. В способе резки наибольшую скорость внедрения режущей кромки в монокристалл выбирают выше скорости поперечной передачи в 2-9 раз. Кроме того, частоту и амплитуду колебаний выбирают исходя из да)с соотношения где K vn/v; V v.n - наибольшая скорость внедрения режущей кромки в монокристалл, мм/с; v - скорость поперечной передачи, мм/с; д- амплитуда колебаний монокристалла, мм; Од: - частота колебаний монокристалла, рад/с, 1 табл.
Изобретение относится к механической обработке твердых и хрупких материалов и может быть использовано при разделении полупроводниковых и диэлектрических монокристаллов по авт.св. Ns 1685719.
Целью изобретения является повышение качества отрезаемых пластин и стойкости инструмента.
В способе резки монокристаллов частоту и амплитуду колебаний определяют из соотношения
до)с где v - скорость поперечной подачи, мм/с;
vn - скорость наибольшего внедрения режущей кромки в монокристалл, мм/с;
д- амплитуда колебаний монокристалла, мм;
(DC
рад/с;
частота колебаний монокристалла, с
К
vn
при этом выбирают наибольшую скорость внедрения режущей кромки в монокристалл, чтобы она превышала скорость поперечной подачи в 2-9 раз.
Пример. Производилась резка монокристаллов кремния диаметром 100 мм на пластины толщиной 0,75 мм. Резка производилась на модернизированном станке модели Алмаз 11. Модернизация заключалась в оснащении станка приводом колебаний слиткодержателя вместе с устройством ориентации монокристалла. Привод колебаний имел числовое программное управление. Применялись алмазные отрезные круги с
XI
о
ел ю
ю
внутренней режу.щей кромкой АКВР 422 х 152 х 0,3 по ГОСТ 26004-83.
Резку вели с поперечной подачей V 0,666 мм/с.
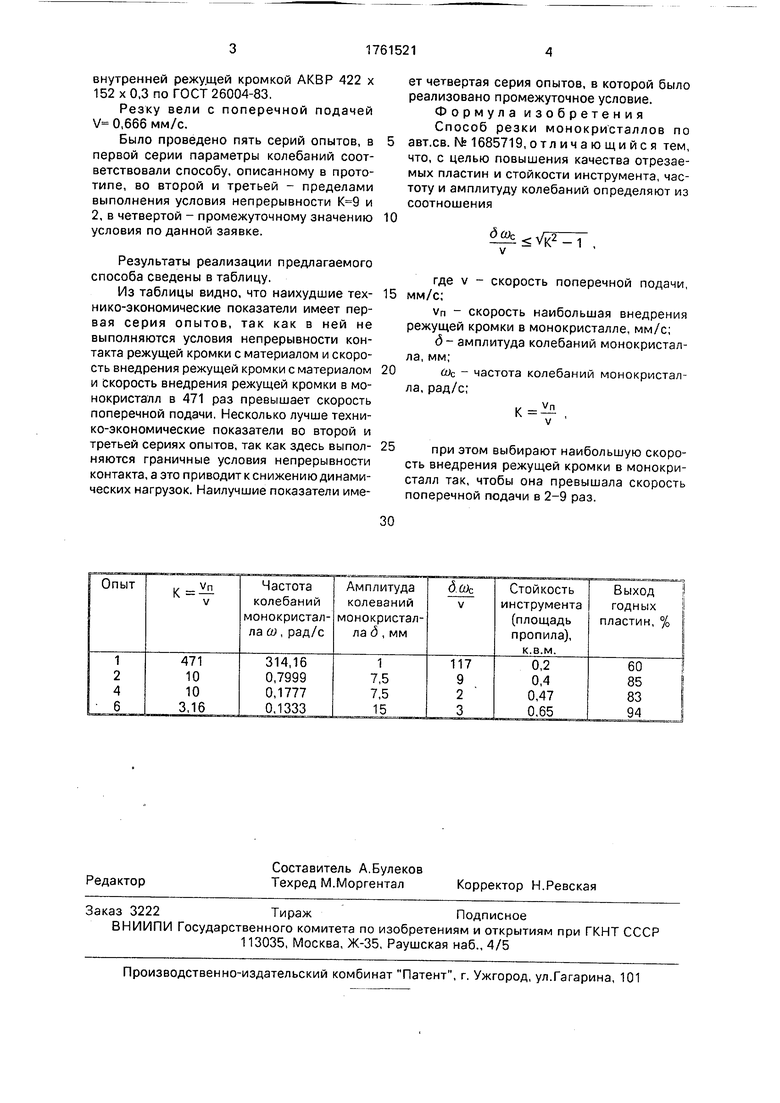
Было проведено пять серий опытов, в первой серии параметры колебаний соответствовали способу, описанному в прототипе, во второй и третьей - пределами выполнения условия непрерывности и 2, в четвертой - промежуточному значению условия поданной заявке.
Результаты реализации предлагаемого способа сведены в таблицу.
Из таблицы видно, что наихудшие технико-экономические показатели имеет первая серия опытов, так как в ней не выполняются условия непрерывности контакта режущей кромки с материалом и скорость внедрения режущей кромки с материалом и скорость внедрения режущей кромки в монокристалл в 471 раз превышает скорость поперечной подачи, Несколько лучше технико-экономические показатели во второй и третьей сериях опытов, так как здесь выпол няются граничные условия непрерывности контакта, а это приводит к снижению динамических нагрузок. Наилучшие показатели име-
ет четвертая серия опытов, в которой было реализовано промежуточное условие. Формула изобретения Способ резки монокристаллов по авт.св. Ns 1685719, отличающийся тем, что, с целью повышения качества отрезаемых пластин и стойкости инструмента, частоту и амплитуду колебаний определяют из соотношения
где v - скорость поперечной подачи, 15 мм/с;
Vn - скорость наибольшая внедрения режущей кромки в монокристалле, мм/с;
б - амплитуда колебаний монокристалла, мм; - частота колебаний монокристалла, рад/с;
К - v
25
при этом выбирают наибольшую скорость внедрения режущей кромки в монокристалл так, чтобы она превышала скорость поперечной подачи в 2-9 раз.
| Способ резки монокристаллов | 1988 |
|
SU1685719A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
