Изобретение относится к механической обработке твердых и хрупких материалов и может быть использовано при разделении полупроводниковых и диэлектрических монокристаллов на пластины.
Цель изобретения - повышение качества отрезаемых пластин.
Способ резки монокристаллов включает поперечную подачу отрезного круга на монокристалл и колебательное движение монокристалла, при этом колебательные движения монокристаллу сообщают вдоль оси, перпендикулярной направлению скорости поперечной подачи круга, а центр отрезного круга перемещают по дугам окружностей радиуса, равного радиусу режущей кромки отрезного круга, заключенных между двумя прямыми, параллельными вектору скорости поперечной подачи, расстояние между которыми выбирают равным удвоенной амплитуде колебаний, а центры
этих дуг располагают на указанных прямых, причем кинематические параметры относительно перемещения монокристалла и отрезного круга устанавливают из условия
ё
п
Rk
ddk
Rk
1R
1 1 -4
ZT R
где V - скорость поперечной подачи, мм/с;
б - амплитуда колебаний монокристалла, мм;
0)с частота колебаний монокристалла, рад/с;
Rk - радиус режущей кромки отрезного круга, мм,
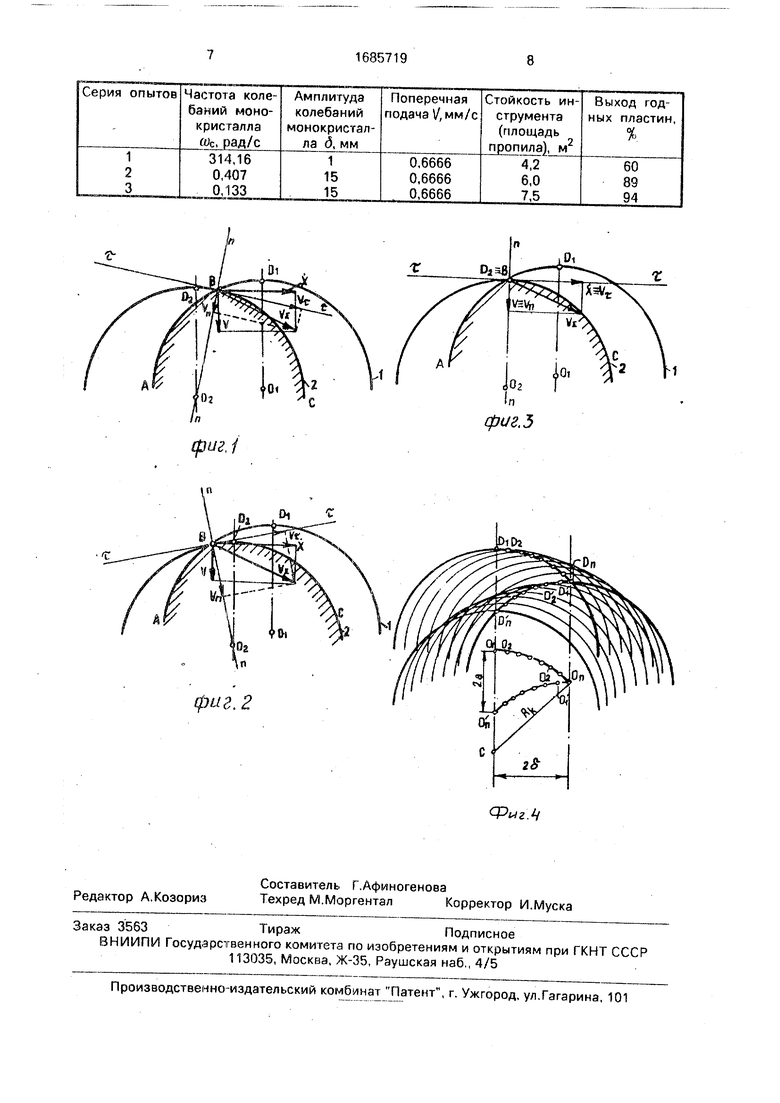
На фиг. 1-3 - схемы резания в момент реверсирования движения монокристалла, на фиг. 4 - схема относительного движения
О 00
ел VI
о
центра отрезного круга и его режущей кромки.
Способ реализуют следующим образом.
Отрезной круг приводят во вращательное движение со скоростью, необходимой для выполнения процесса резания. В зависимости от модели станка отрезному кругу или монокристаллу сообщают поперечную подачу со скоростью V.
Разрезаемый монокристалл приводят в колебательное движение вдоль оси, перпендикулярной скорости поперечной подачи с частотой (Ос и амплитудой д. Пользуясь методом инверсии, можно мысленно остановить монокристалл и считать, что отрезной круг совершает сложное движение: прямолинейное перемещение вдоль вертикальной оси со скоростью поперечной подачи V и возвратно-поступательное перемещение вдоль горизонтальной оси со скоростью
х д a cos ak t.
(1)
в моменты, времени t - где
п 0, 1, 2, ...) происходит реверс, скорость х изменяет направление. При этом та часть режущей кромки отрезного круга, которая была в контакте, отходит от монокристалла, а часть режущей кромки, симметричная относительно вектора скорости V, вступает в контакт.
На схеме резания в момент реверса (фиг, 1) дуги 1, проведенные из центров От, показывают крайнее правое положение режущей кромки, а дуги 2, проведенные из центров Ог, показывают крайнее левое положение режущей кромки отрезного круга. Поверхность монокристалла в этот момент сформирована дугами АВ и ВС. Будет считать, что до реверса отрезной круг перемещается справа налево и режущая кромка находится в контакте с монокристаллом по дуге ВС, Поверхность, сформированная дугой ВС, называется поверхностью резания. Точками DI и D2 обозначена вершина режущей кромки соответственно в крайнем правом и крайнем левом положениях.
Через точку В проводят суммарный вектор скорости подачи V, который представляет собой геометрическую сумму х и V. Через ту же точку В проводят нормаль п - п и касательную т - TV поверхности резания ВС и проектируют суммарный вектор V на п - п и т - т. Нормальная составляющая Vn представляет собой скорость внедрения режущей кромки в монокристалл. Для того.
чтобы происходил процесс резания, нужно, чтобы вектор Vn был направлен к центру режущей кромки отрезного круга. Это является необходимым условием непрерывного
контакта режущей кромки с монокристаллом. Из схемы (фиг. 1а) видно, что это условие выполняется только тогда, когда вектор V лежит ниже касательной г - г. При выбранном положительном направлении вектора V сверху вниз возможно такое соотношение между скоростями V и х, что суммарный вектор V пройдет над касательной г - г и вектор Vn изменит свое направление, т.е. произойдет отрыв режущей
кромки от монокристалла.
Отрыва не произойдет, если вершина режущей кромки D2 в момент реверса будет находиться на поверхности резания, т.е. на дуге ВС (фиг. 2). В этом случае при любом
соотношении между векторами V и х проекция Vn направлена к центру отрезного круга и может изменить свое направление только при изменении направления поперечной подачи V, что невозможно.
Таким образом, нахождение вершины режущей кромки на поверхности резания является достаточным условием непрерывного контакта отрезного круга с разрезаемым монокристаллом.
Между необходимым и достаточным условиями непрерывного контакта существует резкая граница; это выполнение такого движения, при котором вершина режущей кромк; непрерывно движется по поверхности АВ, сформированной на предыдущем полупериоде, т.е. точки В и D2 совпадают (фиг. 3).
На фиг. 4 показана схема резания, соответствующая пределу выполнения достаточного условия непрерывного контакта за один цикл колебаний слитка. Как видно из схемы, для выполнения предельного условия непрерывности необходимо, чтобы центр отрезного круга перемещался по кривой, составленной из дуг Oi, 02 ..., On радиуса RK. Если центр отрезного круга находится выше указанной кривой, условие непрерывности может не выполняться. Если ниже - выполнение условия непрерывности
0 гарантировано. Пользуясь схемой фиг. 2, определяют частоту й)с и амплитуду д колебаний слитка, гарантирующие непрерывность контакта. Расстояние OiOn, которое проходит центр отрезного круга за один период
5 колебаний, примем равным 2а; так как дуга Oi, Oa .... On имеет радиус RK, то
Rk-Y RK-4#
(2)
2а Период колебаний Т Частота коле
баний ci)c -
2п
. Тогда искомая частота
Шс должна удовлетворять неравенству
cut
п
Rtc-
Путем несложных преобразований из (3) можно получить условие, которому должны удовлетворять Uk. 6 и V, чтобы процесс резания протекал без отрыва режущей кромки отрезного круга от монокристалла
л
Rk
R
-Vs
л
Rk
-ГГТ :
R
Предложенный способ позволяет вести ориентированную резку монокристаллов, так как колебания происходят вдоль оси, перпендикулярной вектору скорости поперечной подачи, в результате чего плоскость резания и плоскость отрезного круга совпадают.
Пример. Производится резка монокристаллов кремния диаметром 100 мм на пластины толщиной 0,6 мм. Резка производится на модернизированном станке модели Алмаз 11. Модернизация заключается в оборудовании станка приводом колебаний слиткодержателя с числовым программным управлением. Применяется алмазный отрезной круг с внутренней режущей кромкой 560x180x0,36, оснащенный алмазом МС6 50/40. Резку ведут с поперечной подачей V 2/3 мм/с. Для выбранного отрезного круга Rk 90 мм амплитуда колебаний монокристалла равна д 15 мм. По формуле (4) вычисляют отношение 15
д(1)с
я90
1 - VTT
1-4(
ть
90
9,155
откуда
10
15
20
25
30
45
35
Ok -9-1|5V 0,407 рад/с.
Проведено три серии опытов. В первой серии режимы соответствуют известному способу. Во второй серии частота колебаний соответствует пределу ft)t 0,407 рад/с), при котором выполняется условие непрерывного контакта режущей кромки с монокристаллом. В третьей серии Шс 0,133 рад/с, что меньше предельного значения.
Результаты реализации предлагаемого способа сведены в таблицу.
Формула изобретения Способ резки монокристаллов, включающий поперечную подачу отрезного круга на монокристалл и колебательное движение монокристалла, отличающийся тем, что, с целью повышения качества отрезаемых пластин, колебательные движения монокристаллу сообщают вдоль оси, перпендикулярной направлению скорости поперечной подачи круга, при этом центр отрезного круга перемещают по дугам окружностей радиуса, равного радиусу режущей кромки отрезного круга, заключенных между двумя прямыми, параллельными вектору скорости поперечной подачи, расстояние между которыми выбирают равным удвоенной амплитуде колебаний, а центры этих дуг располагают на указанных прямых, причем кинематические параметры относительного перемещения монокристалла и отрезного круга устанавливают из условия
пRk
R
f)fi
v
д
T
1 - Л «
R
где V - скорость поперечной подачи, мм/с;
д - амплитуда колебаний монокристалла, мм;
(t)c частота колебаний монокристалла, рад/с;
Rk радиус режущей кромки отрезного круга, мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки монокристаллов | 1988 |
|
SU1761521A2 |
| СПОСОБ РЕЗКИ МОНОКРИСТАЛЛОВ КРЕМНИЯ | 1998 |
|
RU2155131C2 |
| Устройство для закрепления и подачи слитков при резке полупроводниковых материалов алмазным отрезным кругом | 1981 |
|
SU982935A1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2237549C1 |
| Способ управления процессом резки заготовки ленточной пилой | 1983 |
|
SU1115870A1 |
| Абразивный сегментный отрезной круг углового профиля | 1987 |
|
SU1516331A1 |
| Способ получения корня стружки | 1980 |
|
SU921679A1 |
| Способ кинематического дробления стружки | 1985 |
|
SU1291288A1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ВЯЗКИХ МАТЕРИАЛОВ | 2007 |
|
RU2365469C2 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 2012 |
|
RU2519449C1 |
Изобретение относится к механической обработке твердых и хрупких материалов и может быть использовано при разделении полупроводниковых и диэлектрических монокристаллов на пластины. Цель изобретения - повышение качества отрезаемых пластин. Способ заключается в том, что монокристаллу сообщают колебания вдоль оси, перпендикулярной направлению скорости поперечной подачи. Частоту и амплитуду колебательного движения уста- навливают такими, чтобы вершина режущей кромки находилось на поверхности резания монокристалла. 4 ил., 1 табл.
(риг. /
(риг. 2
| Устройство для закрепления слитков твердых хрупких материалов | 1980 |
|
SU937171A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
