Изобретение относится к переработке композиционных материалов для постоянных магнитов на полимерной связке с использованием в качестве наполнителя порошкообразного магнитотвердого материала, частицы которого имеют пластинчатую форму, например ферритов бария, стронция.
Целью изобретения является расширение технологических возможностей головки за счет обеспечения формования изделий с двухосной разнонаправленной ориентаци- онной структурой пластинчатых частиц наполнителя.
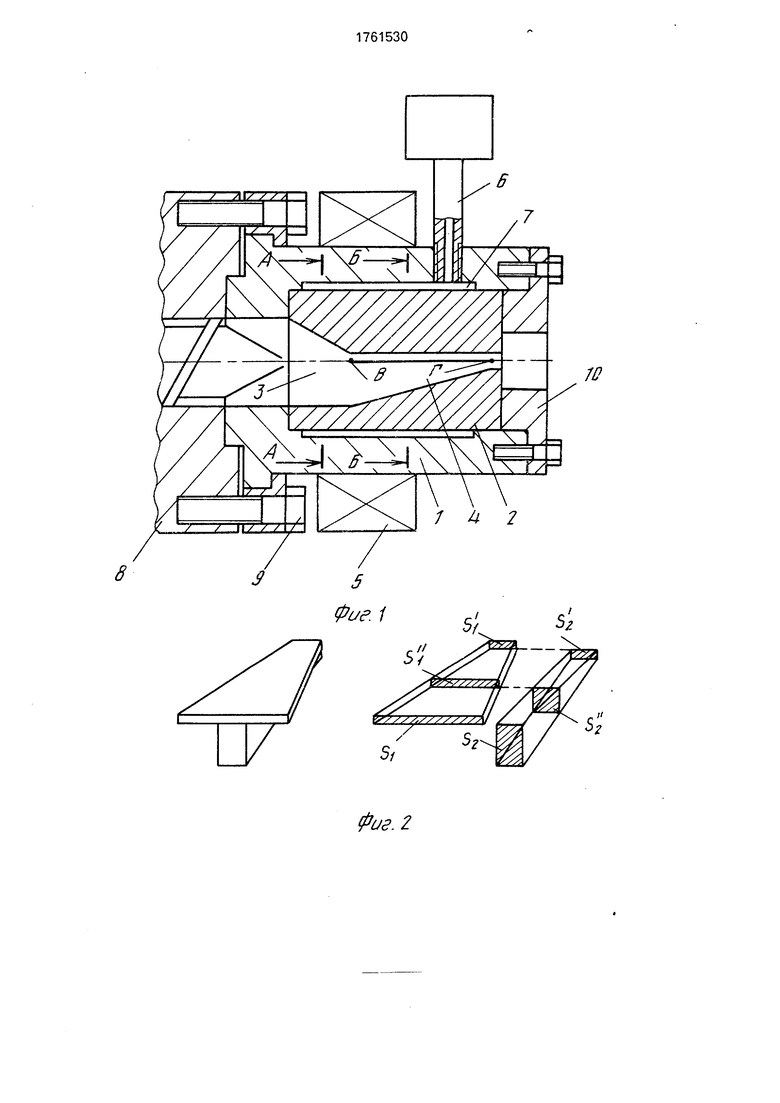
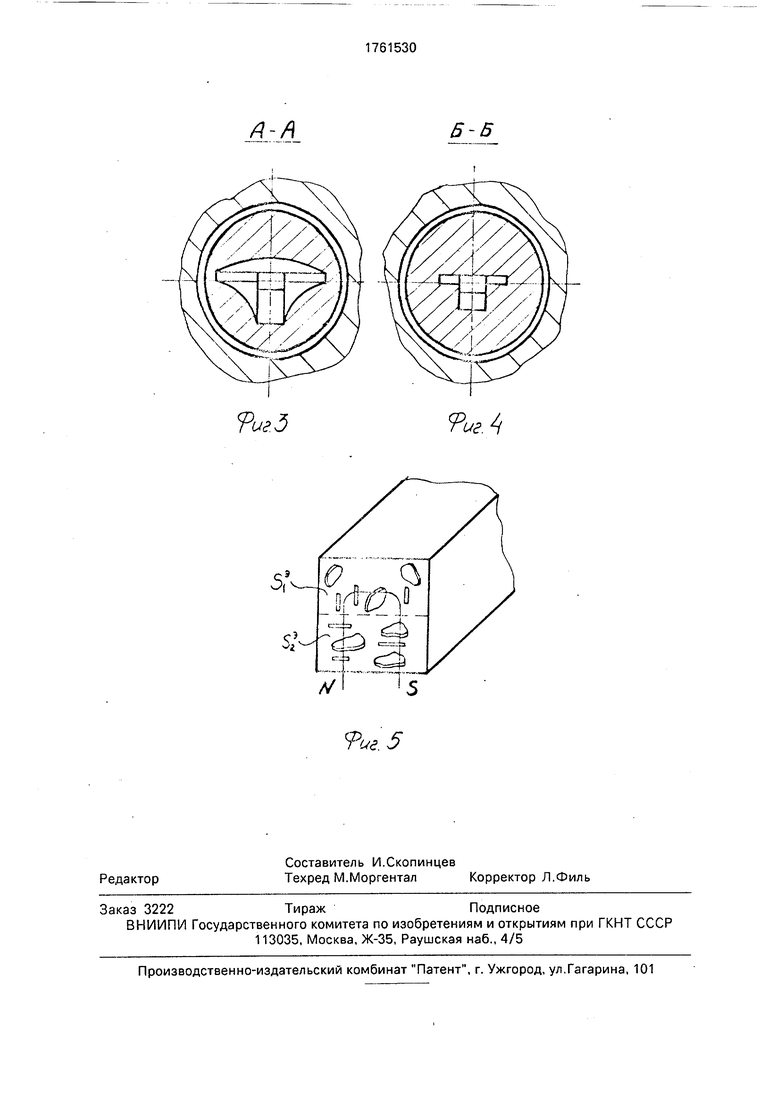
На фиг, 1 изображен продольный разрез экструзионной головки; на фиг. 2 - ориентирующий участок головки; на фиг. 3 и 4 - поперечные разрезы головки соответственно А-А и Б-Б на фиг. 1; на фиг. 5 - поперечный разрез получаемого экструдата.
Экструзионная головка содержит корпус 1, установленный в корпусе 1 пористый элемент 2 с формующим каналом, выполненным в виде сужающегося переходного участка 3 с входным отверстием в виде окружности и ориентирующего участка 4 с выходным отверстием, систему 5 обогрева и
VI
О СП
со о
систему 6 подвода смазки к пористому элементу 2. Переходной участок 3 выполнен с изменяющимся сечением от окружности до Т-образной формы.
Ориентирующий участок 4 выполнен сужающимся в направлении выходного отверстия от Т-образной формы до прямоугольной.
Поперечное сечение ориентирующего участка 4 образовано из горизонтально и вертикально расположенных прямоугольников. Ширина вертикального прямоугольника по длине ориентирующего участка 4 равна ширине выходного отверстия. Размеры горизонтального прямоугольника выбраны уменьшающимися в горизонтальном направлении. Размеры вертикального прямоугольника выбраны уменьшающимися в вертикальном направлении. Соотношение площадей горизонтального и вертикального прямоугольников выбрано равным на всей длине ориентирующего участка 4, т.е.:
Si/S i S2/S 2; S 1/S 2 SVS32,
где S S i и S2, площади оснований горизонтального и вертикального прямоугольников (см. фиг. 2);
и - площади поперечного сечения в любом месте на длине ориентирующего участка;
5Э1 и 5Э2 - площади частей поперечного сечения получаемого экструдата, имеющих различную анизотропную структуру (фиг. 5).
Для распределения смазки в корпусе 1 выполнена полость 7.
Крепление экструзионной головки к экструдеру 8 осуществляется с помощью болтов 9. Крепление пористого элемента 2 в корпусе 1 осуществляется с помощью фланца 10.
Экструзионная головка работает следующим образом.
Расплав композиционного материала из материального цилиндра экструдера 8 попадает в сужающийся переходной участок 3 формующего канала.
На переходном участке 3 плавно формуется Т-образный профиль и образуется сплошная пленка смазки на границе расплав-стенка канала. Далее расплав поступает в ориентирующий участок 4. По мере продвижения к выходу из формующего канала расплав испытывает деформации сжатия в поперечном направлении и растяжения в продольном. Но в верхней части ориентирующего канала сжатие происходит в горизонтальном направлении, а в нижней
части - в вертикальном направлении. При этом пластинчатые частицы наполнителя ориентируются как показано на фиг. 5, т.е. оси легкого намагничивания частиц наполнителя в верхней части имеют преимущественно горизонтальную ориентацию, а в нижней части - вертикальную.
Такая полианизотропная структура в большей степени, чем однородная, соответствует топографии магнитного поля при намагничивании. Ход силовых линий и расположение полюсов на поверхности получаемого экструдата после намагничивания показан на фиг. 5.
Формула изобретения
Экструзионная головка для формования полимерных композиционных материалов с магнитным наполнителем, содержащая корпус, установленный в корпусе пористый элемент с формующим каналом, выполненным в виде сужающегося переходного участка с входным отверстием в форме окружности и ориентирующего участка с выходным отверстием, систему обогрева и систему подвода смазки к. пористому
элементу, отличающаяся тем, что, с целью расширения технологических возможностей головки путем обеспечения формования изделий с двухслойной разнонаправленной ориентац ионной структурой
пластинчатых частиц наполнителя, переходный участок выполнен с изменяющимся от окружности до Т-образной формы сечением, ориентирующий участок выполнен сужающимся в направлении выходного
отверстия от Т-образной формы до прямоугольной, поперечное сечение ориентирующего участка образовано из горизонтально и вертикально расположенных прямоугольников, причем ширина вертикального прямоугольника по всей длине ориентирующего участка равна ширине выходного отверстия, размеры горизонтального прямоугольника выбраны уменьшающимися в горизонтальном направлении, размеры вертикального
прямоугольника выбраны уменьшающимися в вертикальном направлении, а соотношение площадей горизонтального и вертикального прямоугольников выбрано равным на всей длине ориентирующего участка.
8
ID

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОСТОЯННЫХ МАГНИТОВ МЕТОДОМ ЭКСТРУЗИИ | 2006 |
|
RU2327563C2 |
| ИСКУССТВЕННАЯ ДРЕВЕСНАЯ МУКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ, ПЛИТА, ПОЛУЧЕННАЯ НА ОСНОВЕ ИСКУССТВЕННОЙ ДРЕВЕСНОЙ МУКИ, СПОСОБ И УСТРОЙСТВО ЭКСТРУЗИОННОГО ФОРМОВАНИЯ ТАКОЙ ПЛИТЫ (ВАРИАНТЫ) | 1995 |
|
RU2129485C1 |
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОДЕРЖАЩЕГО НАПОЛНИТЕЛЬ ПОЛИМЕРНОГО ЛИСТА | 2014 |
|
RU2640774C2 |
| КУЗОВ ДЛЯ РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА С УСТРОЙСТВОМ КРЕПЛЕНИЯ СЦЕПКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2548711C2 |
| ФОРСУНКА "ЗИМА" | 2007 |
|
RU2376072C2 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1505748A1 |
| КОМПОЗИТНЫЕ ЗАГОТОВОЧНЫЕ ПОЛОСЫ ДЛЯ ИСПОЛЬЗОВАНИЯ В ТЕХНОЛОГИИ АДДИТИВНОГО ПРОИЗВОДСТВА И СПОСОБЫ ИХ ФОРМИРОВАНИЯ | 2016 |
|
RU2715534C2 |
| Пресс для непрерывного изготовления трубчатых изделий из древесных пресс-масс | 1983 |
|
SU1172716A1 |
| Лист композиционного материала и способ его производства | 2017 |
|
RU2714062C1 |
Изобретение относится к переработке композиционных материалов для постоянных магнитов на полимерной связке с использованием в качестве наполнителя порошкообразного магнитотвердого материала, частицы которого имеют пластинчатую форму, например ферритов бария, стронция. Цель изобретения - расширение технологических возможностей головки за счет обеспечения формования изделий с двухосной разнонаправленной ориентаци- онной структурой пластинчатых частиц наполнителя. Для этого экструзионная головка содержит корпус с установленным в нем пористым элементом. Формующий канал в пористом элементе состоит из сужающихся в направлении выходного отверстия переходного и ориентирующего участков, поперечное сечение которых выполнено Т-образным. Поперечное сечение ориентирующего участка образовано из горизонтально и вертикально расположенных прямоугольников. Размеры прямоугольников уменьшаются соответственно в горизонтальном и вертикальном направлении. Соотношение площадей горизонтального и вертикального прямоугольников равно на всей длине ориентирующего участка. При работе головки формуется двухслойная разнонаправленная ориентационная структура пластинчатых частиц наполнителя за счет перемешивания слоев с различной их ориентацией. 5 ил.
фие.2
A-f
%гЗ
В-Б
Vue
| Экструзионная головка для полимерных материалов | 1984 |
|
SU1214457A1 |
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР Ns 1690310, кл | |||
| Солесос | 1922 |
|
SU29A1 |
