Изобретение относится к стекольно промьгашенности, в частности к технологии производства изолирующих деталей подвесных высоковольтных изоляторов из закаленного стекла.
Цель изобретения - уменьшение самопроизвольного разрушения изделий и повьш1ение их надежности за счет ликвидации ассиметричного распределения напряжений в головке изолирующей детали изолятора.
Способ осуществляют следующим образ ом с
Над последней позицией прессующей машины технологической линии, изготавливающей изолирзпощие детали изоляторов ПСК210-А, укрепляют горелочное устройство, основной частью которого является напорная беспламенная горелка, имеющая сопло круглого сечения, позволяющее сформировать струю газа необходимого диаметра.
Местный нагрев деталей осуществляют струями раскаленных газов, направленно попадающих во внутреннюю полость головки изолирующей детали.
Температура раскаленных газов в полости головки детали 1510 С. Время нагрева 3,6,9 и 12 с
После местного нагрева внутренней полости изолирующие детали подают в печь выравнивания температур, затем термообр-абатывают по технологии : время пребывания деталей в печи выравнивания 6 мин при 720 С, охлаждение на закалочной машине 7 мин при давлении охлаждающего воздуха на верхних закалочных решетках 3136 Па, а на нижних - 6860 Па, испытание на положительный и отрица- тельньй термоудары о.
Положительньй и отрицательный термоудары служат для повышения надежности выпускаемых изоляторов, так как при положительном термоударе должны разрушаться изолирующие детали с дефектами в виде инородных включений в стекле Инородные включения из-за разницы в коэффициентах термического расширения способны вызвать спонтанное разрушение закаленного стеклоизделияо
0
0
5
0
5
0
5
0
Отрицательный термоудар проводят , для ot6paKOBi;H изолирующих деталей, имеющих асимметричное распределение закалочных напряжений или деталей со слабой закалкойо
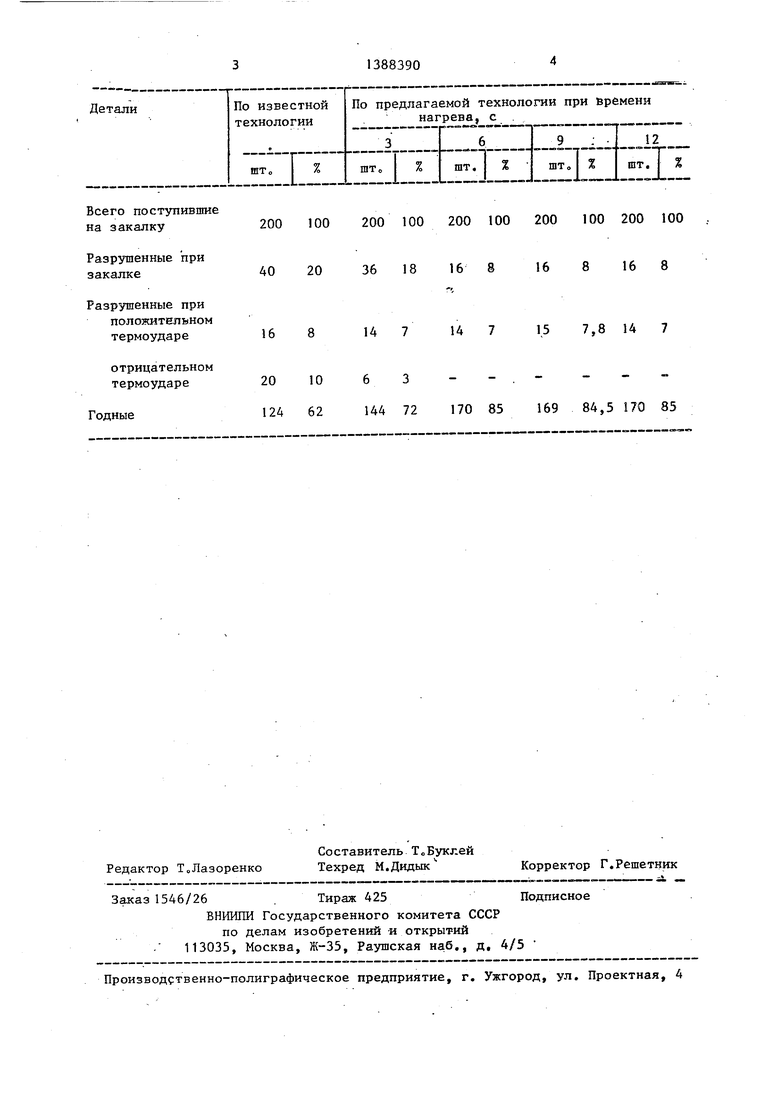
Результаты испытаний изолирующих деталей изоляторов ПСК210-А, подвергавшихся термообработке по известной и предлагаемой технологии приведены в таблице
Из таблицы видно, что изолирующие детали, подвергавшиеся нагреву внутренней полости головки, имеют, меньший процент разрушений при закалке и отрицательном термоударе. Наиболее оптимальное время нагрева 6 с„ Увеличение времени нагрева более 6 с не дает увеличения выхода годных деталей, а вызывает деформацию издеЛИЯ о
При использовании способа термической обработки изделий из стекла ликвидируется такой вид брака в изготовлении изоляторов, как ассимет- ричная закалка в головке изолирующей детали
В качестве горючего используется обычный промьшшенный газ, а не пропан и кислород, которые с одной стороны удорожают производство, а с другой - повьш1ают взрывоопасность.
Формула изобретения
Способ закалки стеклянных высоковольтных изоляторов путем местного нагрева их газовой горелкой после прессования и быстрого равномерного охлаждения, о тличающийся тем, что, с целью уменьшения самопроизвольного разрушения изделий и повышения их надежности за счет ликвида- ции асимметричного распределения напряжений в головке изолирующей детали изолятора, нагревают внутреннюю полость последней до верхней температуры закалки с помощью беспламенной напорной горелки с соплом круглого сечения, после чего осуществляют выдержку в закалочной печи до выравнивания температур по сечению изделия о
Всего поступившие на закалку
Разрушенные при закалке
Разрушенные при положительном термоударе
отрицательном термоударе
Годные
200 100 200 100 200 100 200 100 200 100
40 20 36 18 16 8 16 8 16 8
16 8
14 7 14 7 15 7,8 14 7
20 10 63 --.- --- 124 62 144 72 170 85 169 84,5 170 85
14 7 14 7 15 7,8 14 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля закаленных стеклянных изоляционных деталей высоковольтных изоляторов | 1986 |
|
SU1511768A1 |
| Способ отбраковки закаленных стеклянных изоляторов | 1985 |
|
SU1294773A1 |
| Способ отбраковки закаленных стеклянных изоляторов | 1990 |
|
SU1761696A1 |
| Способ закалки стекла | 1987 |
|
SU1525121A1 |
| Способ термической обработки закаленных стеклянных изделий | 1983 |
|
SU1231059A1 |
| Способ определения степени закалки стекол | 1985 |
|
SU1347011A1 |
| Способ закалки стеклянных изделий типа электрических изоляторов | 1990 |
|
SU1768532A1 |
| Способ закалки стеклоизделий | 1978 |
|
SU785245A1 |
| Способ упрочнения закаленных стеклянных изделий | 1978 |
|
SU697422A1 |
| Способ определения механической прочности изоляционной детали стеклянного тарельчатого изолятора | 1988 |
|
SU1636865A1 |
Изобретение относится к стекольной промышленности, в частности к технологии производства изолирующих деталей подвесных высоковольтных изоляторов -из закаленного стекла. Цель изобретения - уменьшение самопроизвольного разрушения изделий и повышение их надежности за счет ликвидации асимметричного распределения напряжений в головке изолирующей детали изолятора. В отпрессованных изолирующих деталях прогревают внутреннюю полость головки .напорной беспламенной горелкой, потом помещают в печь вьфавниванияо Использование предложенного способа обеспечивает следующие преимущества: позволяет .ликвидировать асимметричную закалку в головке изолирующей детали; используется в качестве горючего обычный промьщшенный газ, а не кислород - пропан - воздушная смесь, которая с одной стороны удорожает производство изоляторов, а с другой - повьш1ает пожаро-и взрывоопасность. 1 табл с € (Л
| Бесплааменная горелка | 1973 |
|
SU478979A1 |
| ВОРОНКА | 1992 |
|
RU2049719C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
