11 П
12 .
4 Isd
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки длинномерного полосового материала | 1984 |
|
SU1197752A1 |
| Устройство для перемешивания вязких материалов | 1987 |
|
SU1426806A2 |
| Устройство для удаления избытка пропиточного состава, нанесенного на полосовой материал | 1987 |
|
SU1497020A1 |
| Устройство для намотки длинномерного материала | 1987 |
|
SU1447742A2 |
| Устройство для удаления избытка пропиточного состава, нанесенного на полосовой материал | 1988 |
|
SU1623868A1 |
| Пневматический датчик положения кромки материала | 1987 |
|
SU1444257A1 |
| Устройство для намотки длинномерного материала | 1986 |
|
SU1335525A2 |
| Устройство для намотки пленки | 1987 |
|
SU1509324A1 |
| Способ очистки металлических полос от окалины | 1987 |
|
SU1572725A1 |
| Устройство для термической обработки рулонной ленты | 1984 |
|
SU1255653A1 |
Изобретение относится к оборудованию для непрерьтной очистки движущегося полосового материала от загрязнекий. Цель изобретения - расширение технологических возможностей устройства и повьшение качества очистки разнотолщинного или гофрированного материала. Устройство содержит корпус 1 с бункером 4 и бесконечные транспортерные рифленые ленты 7. За счет выполнения лент двойными, в случае подсоединения их через клапан к источнику сжатого воздуха между их стенками образуется герметичная емкость. Рифли бесконечных лент обеспечивают возможность захвата ими абразивного материала. 2 з.п. ф-лы,4 ил.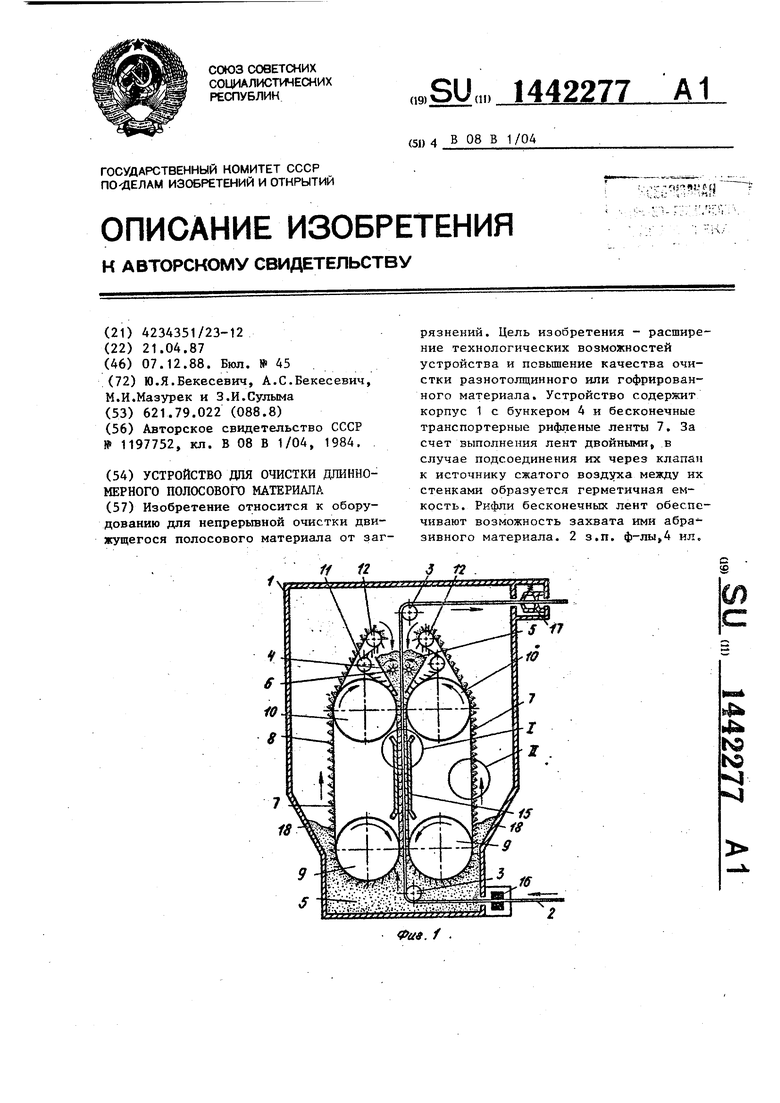
Фм. / .
Изобретение относится к оборудо- Всчиию для непрерывной очистки движущегося полосового материала от, например, загрязнений на его поверх
НОСТИ.
Целью изобретения является расширение технологических возможностей устройства и повышение качества очистки материала, например разнотол щинного или гофрированного.
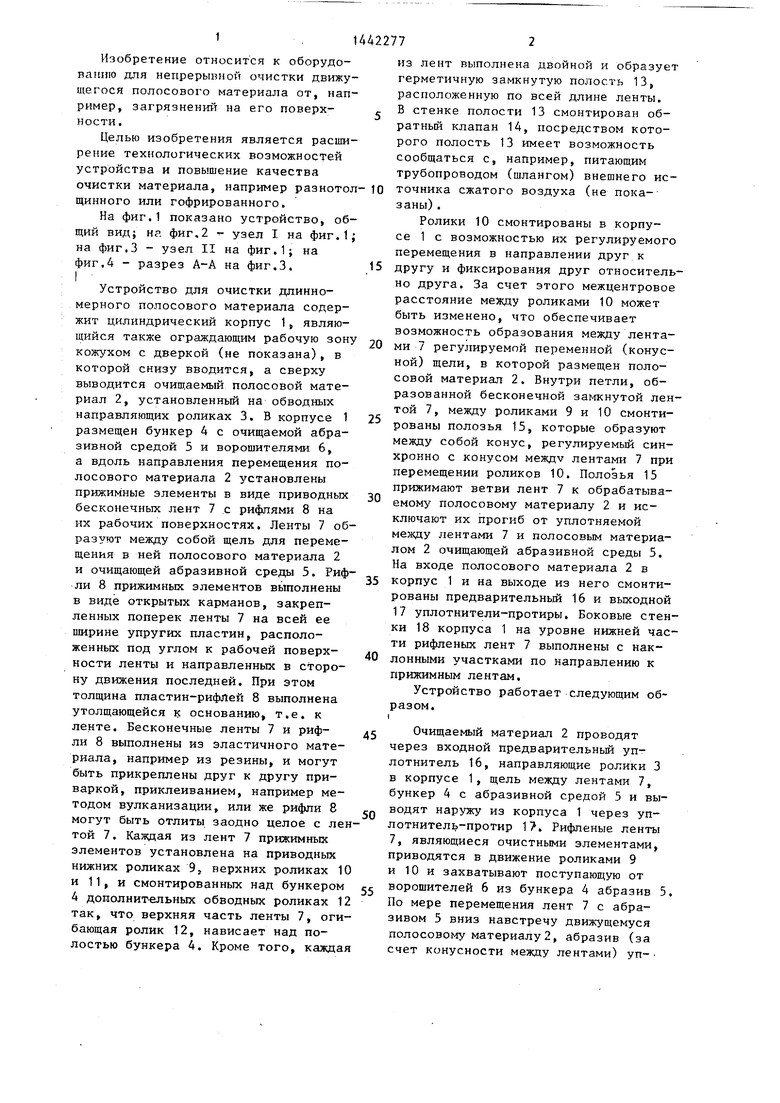
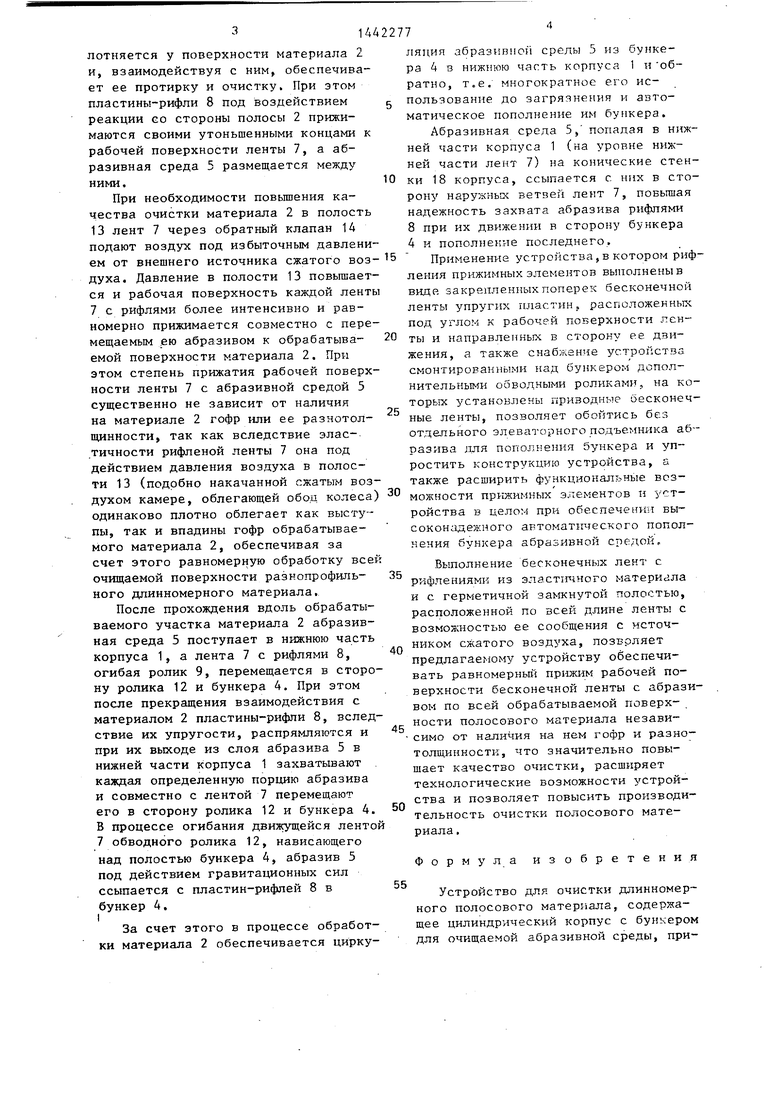
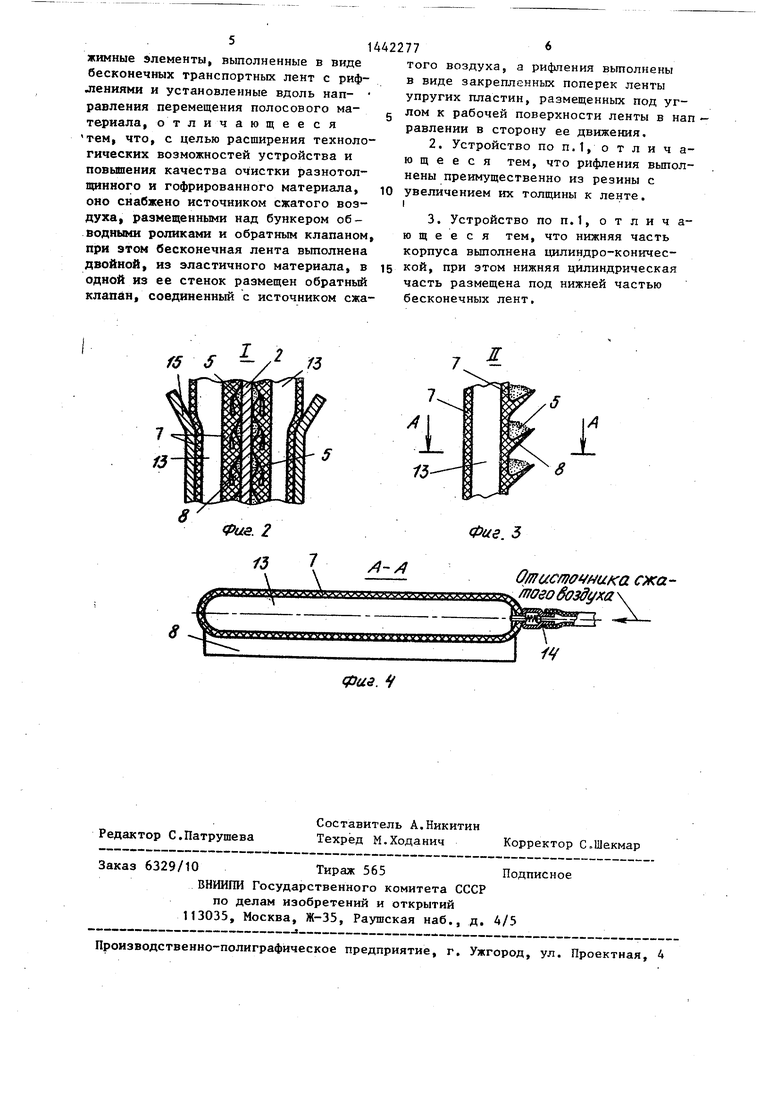
На фиг.1 показано устройство, общий вид; на фиг.2 узел I на фиг.1; на фиг.З - узел II на фиг,1; на фиг,4 - разрез А-А на фиг.З. I
Устройство для очистки длинномерного полосового материала содержит цилиндрический корпус 1, являющийся также ограждающим рабочую зону кожухом с дверкой (не показана), в которой снизу вводится, а сверху выводится очищаемый полосовой материал 2, установленный на обводных направляющих роликах 3. В корпусе 1 размещен бункер 4 с очищаемой абразивной средой 5 и ворошителями 6, а вдоль направления перемещения полосового материала 2 установлены прижимные элементы в виде приводных бесконечных лент 7 с рифлями 8 на их рабочих поверхностях. Ленты 7 образуют между собой щель для перемещения в ней полосового материала 2 и очищающей абразивной среды 5. Рифли 8 прижимных элементов выполнены в виде открытых карманов, закрепленных поперек ленты 7 на всей ее ширине упругих пластин, расположенных под углом к рабочей поверх- НОСТИ ленты и направленных в сторону движения последней. При этом толщина пластин-рифлей 8 выполнена утолщающейся i основанию, т.е. к ленте. Бесконечные ленты 7 и риф- ли 8 выполнены из эластичного материала, например из резины, и могут быть прикреплены друг к другу приваркой, приклеиванием, например методом вулканизации, или же рифли В могут быть отлиты заодно целое с лентой 7. Каждая из лент 7 прижимньк элементов установлена на приводных нижних роликах 9, верхних роликах 10 и 11, и смонтированных над бункером А дополнительных обводных роликах 12 так, что верхняя часть ленты 7, огибающая ролик 12, нависает над полостью бункера 4. Кроме того, каждая
0 5 О Q д п е
5
из лент выполнена двойной и образует герметичную замкнутую полость 13, расположенную по всей длине ленты. В стенке полости 13 смонтирован обратный клапан 14, посредством которого полость 13 имеет возможность сообщаться с, например, питающим трубопроводом (шлангом) внешнего источника сжатого воздуха (не показаны) .
Ролики 10 смонтированы в корпусе 1 с возможностью их регулируемого перемещения в направлении друг к другу и фиксирования друг относительно друга. За счет этого межцентровое расстояние между роликами 10 может быть изменено, что обеспечивает возможность образования между лентами 7 регулируемой переменной (конусной) щели, в которой размещен полосовой материал 2. Внутри петли, образованной бесконечной замкнутой лентой 7, между роликами 9 и 10 смонтированы полозья 15, которые образуют между собой конус, регулируемый синхронно с конусом между лентами 7 при перемещении роликов 10. Полозья 15 прижимают ветви лент 7 к обрабатываемому полосовому материалу 2 и исключают их прогиб от уплотняемой между лентами 7 и полосовым материалом 2 очищающей абразивной среды 5. На входе полосового материала 2 в корпус 1 и на выходе из него смонтированы предварительный 16 и выходной 17 уплотнители-протиры. Боковые стенки 18 корпуса 1 на уровне нижней части рифленых лент 7 выполнены с наклонными участками по направлению к прижимным лентам.
Устройство работает следующим образом. I
Очищаемый материал 2 проводят через входной предварительньй уплотнитель 16, направляющие ролики 3 в корпусе 1, щель между лентами 7, бункер 4 с абразивной средой 3 и выводят наружу из корпуса 1 через уп- лотнитель-протир 1. Рифленые ленты 7, являющиеся очистными элементами, приводятся в движение роликами 9 и 10 и захватывают поступающую от ворошителей 6 из бункера 4 абразив 5. По мере перемещения лент 7 с абразивом 5 вниз навстречу движущемуся полосовому материалу 2, абразив (за счет конусности между лентами) уп-
лотняется у поверхности материала 2 и, взаимодействуя с ним, обеспечивает ее протирку и очистку. При этом пластины-рифли 8 под воздействием g реакции со стороны полосы 2 прижимаются своими утоньшенными концами к рабочей поверхности ленты 7, а абразивная среда 5 размещается между ними.10
При необходимости повьшения качества очистки материала 2 в полость 13 лент 7 через обратный клапан 14 подают воздух под избыточным давлением от внешнего источника сжатого воз- 15 духа. Давление в полости 13 повышается и рабочая поверхность каждой ленты 7 с рифлями более интенсивно и равномерно прижимается совместно с перемещаемым ею абразивом к обрабатыва- 20 емой поверхности материала 2. При этом степень прижатия рабочей поверхности ленты 7 с абразивной средой 5 существенно не зависит от наличия на материале 2 гофр или ее разнотол- щинности, так как вследствие эластичности рифленой ленты 7 она под действием давления воздуха в полости 13 (подобно накачанной сжатым воз25
ляция абразивной среды 5 из бункера 4 з нижнюю часть корпуса 1 и обратно, т.е. многократное его использование до загрязнения и автоматическое пополнение им бункера.
Абразивная среда 5, попадая в ниж ней части корпуса 1 (на уровне нижней части лент 7) на конические стен ки 18 корпуса, ссыпается с них в сто рону наруйсньж ветвей лент 7, повышая надежность захвата абразива рифлями 8 при их движении в сторону бункера А и пополнение последнего.
Применение устройства,в котором ри ления прижимных элементов выполнены в виде закрепленных поперек бесконечной ленты упругих пластин,, расположенных под углом к рабочей поверхности ленты и направленных; в сторону ее движения, а также снабжение устройства смонтированными над бункером дополнительными обводными роликами, на ко торых установлены приводные бесконеч ные ленты, позволяет обойтись без отдельного элеваторного подъемника аб разива для пополнения бункера и упростить конструкцию устройства, а также расширить функциональные воздухом камере, облегающей обод колеса) 30 можности прижимных элементов и уст
одинаково плотно облегает как выступы, так и впадины гофр обрабатываемого материала 2, обеспечивая за счет этого равномерную обработку все очищаемой поверхности разнопрофиль- ноге длинномерного материала.
После прохождения вдоль обрабатываемого участка материала 2 абразивная среда 5 поступает в нижнюю часть корпуса 1, а лента 7 с рифлями 8, огибая ролик 9, перемещается в сторону ролика 12 и бункера 4. При этом после прекращения взаимодействия с материалом 2 пластины-рифли 8, вследствие их упругости, распрямляются и при их выходе из слоя абразива 5 в нижней части корпуса 1 захватывают каждая определенную порцию абразива и совместно с лентой 7 перемещают его в сторону ролика 12 и бункера 4. В процессе огибания движущейся ленто 7 обводного ролика 12, нависающего над полостью бункера 4, абразив 5 под действием гравитационных сил ссыпается с пластин-рифлей 8 в
бункер 4. I
За счет этого в процессе обработки материала 2 обеспечивается цирку
ляция абразивной среды 5 из бункера 4 з нижнюю часть корпуса 1 и обратно, т.е. многократное его использование до загрязнения и автоматическое пополнение им бункера.
Абразивная среда 5, попадая в нижней части корпуса 1 (на уровне нижней части лент 7) на конические стенки 18 корпуса, ссыпается с них в сторону наруйсньж ветвей лент 7, повышая надежность захвата абразива рифлями 8 при их движении в сторону бункера А и пополнение последнего.
Применение устройства,в котором рифления прижимных элементов выполнены в виде закрепленных поперек бесконечной ленты упругих пластин,, расположенных под углом к рабочей поверхности ленты и направленных; в сторону ее движения, а также снабжение устройства смонтированными над бункером дополнительными обводными роликами, на которых установлены приводные бесконечные ленты, позволяет обойтись без отдельного элеваторного подъемника абразива для пополнения бункера и упростить конструкцию устройства, а также расширить функциональные возможности прижимных элементов и уст0
5
0 5
5
ройства в целом при обеспечеик вы- сокон:1дежного автоматического пополнения бункера абразивной средой.
Выполнение бесконечных лент с рифлениями из эластш1ного материала и с герметичной замкнутой полоо.тью, расположенной по всей длине ленты с возможностью ее сообщения с источником сжатого воздуха, позволяет предлагаемому устройству обеспечивать равномерный прижим рабочей поверхности бесконечной ленты с абразивом по всей обрабатываемой поверхности полосового материала незави- симо от наличия на нем гофр и разно- толщинностк, что значительно повышает качество очистки, расширяет технологические возможности устройства и позволяет повысить производительность очистки полосового материала .
Формула изобретения
Устройство для очистки длинномерного полосового матергшла, содержащее цилиндрический корпус с бункером для очищаемой абразивной среды, прижимные элементы, выполненные в виде бесконечных транспортных лент с рифлениями и установленные вдоль нап- равления перемещения полосового материала, отличающееся гам, что, с целью расширения технологических возможностей устройства и повьшения качества очистки разнотол- щинного и гофрированного материала, оно снабжено источником сжатого воздуха, размещенными над бункером обводными роликами и обратным клапаном, при этом бесконечная лента выполнена двойной, из эластичного материала, в одной из ее стенок размещен обратный клапан, соединенный с источником сжаФи&. 2
/J 7
O uc/Tffff f uKa ежаУ lf f f : f -f.f ООМ/уЛЯ
того воздуха, а рифления выполнены в виде закрепленных поперек ленты упругих пластин, размещенных под уг- лом к рабочей поверхности ленты в нап равлении в сторону ее движения.
2,Устройство по п.1,о т л и ч а- ю щ е е с я тем, что рифления вьшол- нены преимущественно из резины с
увеличением их толщины к ленте. I
8
Фие. 5
гg гg-g пrww1p дJ
/4
фаз.
| Устройство для очистки длинномерного полосового материала | 1984 |
|
SU1197752A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
