Изобретение относится к оборудованию для переработки полимерных материалов, в частности отходов капроновых рыболовных сетей, и может быть использовано в судоремонте, химической промышленности и других отраслях при переработке материалов с большим насыпным объемом.
Известны пресс-формы для изготовления полимерных изделий методом компрессионного прессования (см. Демин Е.Н. Справочник по пресс-формам. Лениздат, 1967, с. 47), содержащие пуансон и матрицу со стационарной загрузочной камерой.
Использование известных пресс-форм нецелесообразно при изготовлении крупногабаритных изделий из-за наличия стационарной загрузочной камеры, т.к. она не позволяет фиксировать пуансон в прессформе, делает последнюю несъемной громоздкой, требует длительного пребывания пресс-формы на плитах пресса, что замедляет технологический процесс прессования.
Наиболее близкой по технической сущности к заявляемой пресс-форме является пресс-форма по авт. св. N 345007 (кл. В 29 С 1 /00, опублик. 1972), состоящая из матрицы в виде основания с установленным на ней цилиндрическим кольцом, служащим в своей верхней части загрузочной камерой, и пуансона, поджимаемого штоком пресса при прессовании. Цилиндрическое кольцо зафиксировано на основании пресс-формы по ее диаметру поворотными прижимами с Г-образным захватом. Прижимы выполнены в виде поворотных втулок (авт.св. СССР № 345007, кл. В 29 С 43/42, 1972).
2
СО iND
i8
Недостатком известной пресс-формы является выполнение пуансона нефиксируемым, что делает невозможным отверждение прессуемого материала вне плит пресса, замедляет технологический процесс прессования и снижает производительность прессового оборудования.
Целью изобретения является ускорение процесса изготовления изделия.
Поставленная цель достигается тем, что в известной пресс-форме для изготовления изделий из полимерных материалов, содержащей матрицу со съемной загрузочной камерой, установленный в последней с возможностью перемещения пуансон и поворотные прижимы с захватами для фиксирования загрузочной камеры, пуансон выполнен в виде цилиндра, не превышающего по диаметру диаметр загрузочной камеры, и имеющего на боковой поверхности пазы, а поворотные прижимы снабжены дополнительными захватами для взаимодействия с пазами пуансона, которые расположены над захватами для фиксации загрузочной камеры и смещены относительно них в плане по образующей прижима, при этом между захватами по всей высоте прижима выполнена вертикальная лыска.
Наличие в заявляемой совокупности признаков, обеспечивающих многопозици- онность поворотных прижимов, позволяет исключить выдержку пресс-формы на плитах пресса для отверждения материала и соответственно ускорить технологический процесс прессования.
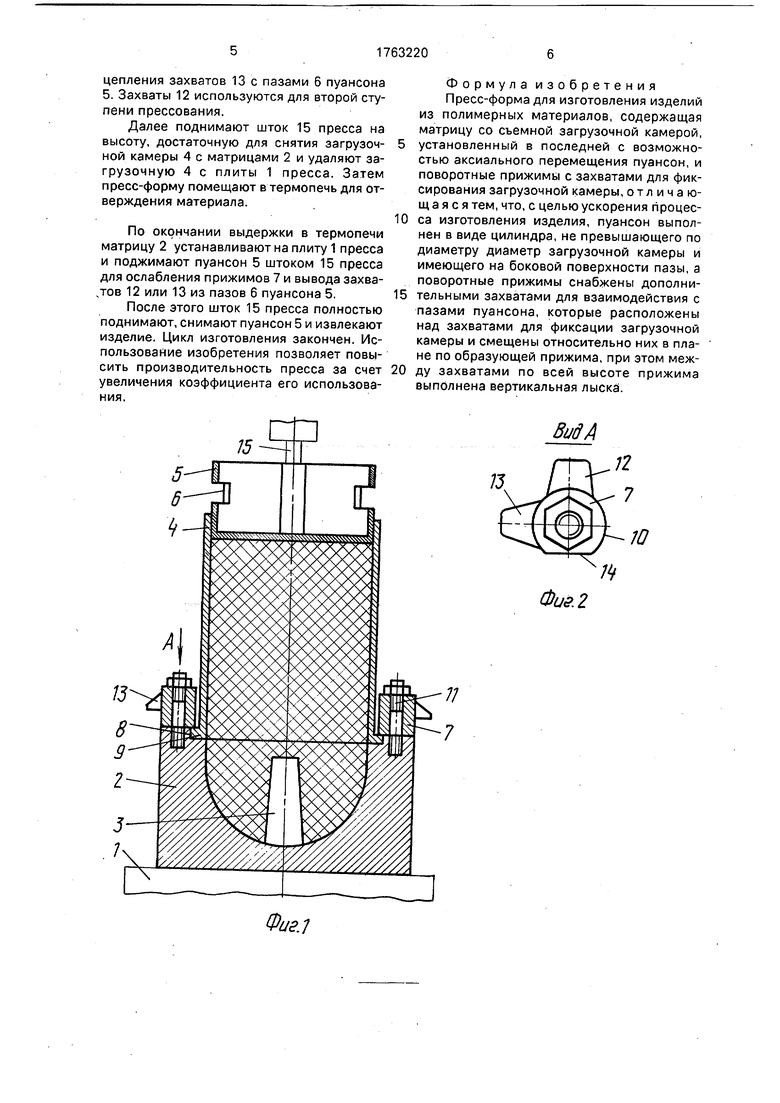
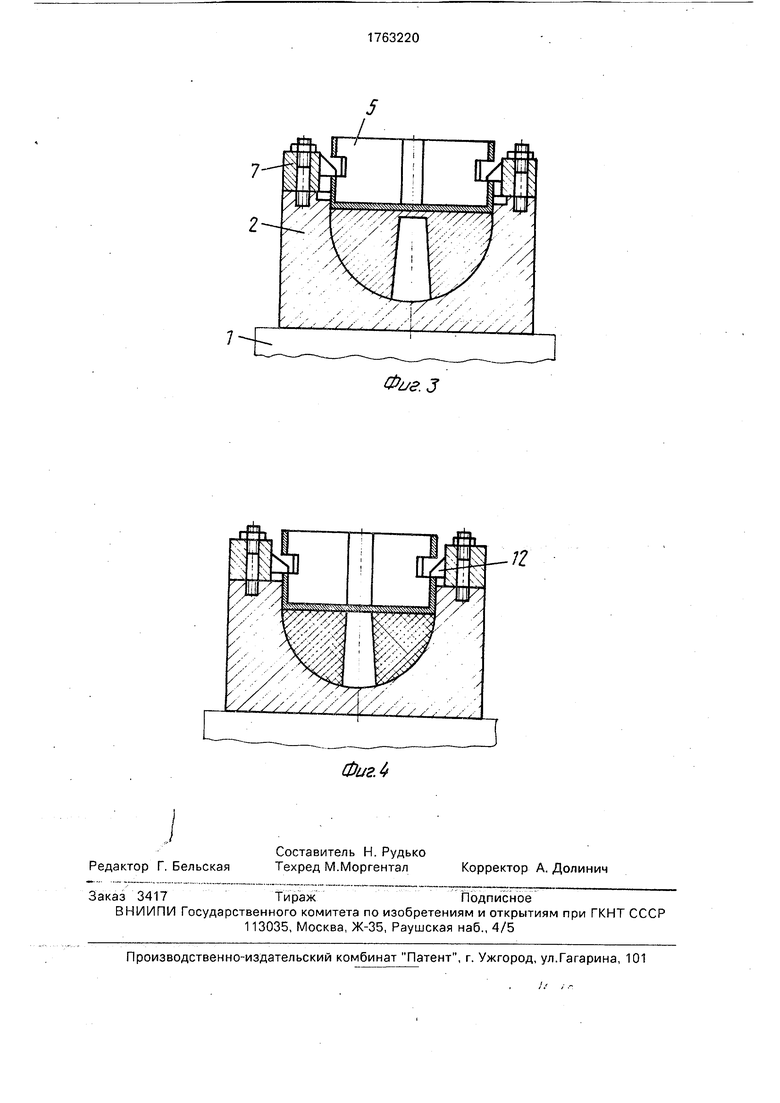
На фиг.1 изображена пресс-форма в начальный момент прессования; на фиг.2 - поворотный прижим, вид сверху; на фиг.З - пресс-форма в момент подпрессовки; на фиг,4 - пресс-форма в момент окончательного прессования.
Пресс-форма содержит установленную на плите 1 пресса матрицу 2 с формующим знаком 3, съемную загрузочную камеру 4 в виде цилиндра, съемный пуансон в виде 5 в виде цилиндра с пазами 6 на боковой поверхности и четыре поворотных прижима 7, размещенных по окружности матрицы 2. Поворотные прижимы 7 закреплены на матрице 2 шпильками 8.
Для центрирования загрузочной камеры 4 при установке ее на матрице 2, последняя выполнена с выточкой 9 для установки загрузочной камеры 4, которая имеет соответствующие выточке 9 бурт 10.
Крепление загрузочной камеры 4 на матрице 2 осуществляется непосредственно торцом 11 одной сторон поворотного прижима 7, выполняющим роль захвата. Для высвобождения и съема загрузочной
камеры 4 ее внутренней диаметр выполнен большим, чем наружный диаметр съемного пуансона 5.
Прижимы 7 выполнены в виде втулки
диаметром 40 мм с Г-образными захватами 12 и 13, размещенными на разной высоте, для их контактирования с пазами 6 пуансона 5 и фиксирования пуансона 5 на разных (при необходимости) уровнях.
0 Для высвобождения загрузочной камеры 4 прижимы 7 снабжены вертикальной лыской 14, выполненной по всей высоте прижима 7.
Торец 11, Г-образные захваты 12 и 13 и
5 вертикальная лыска 14 расположены в плане со смещением относительно друг друга для обеспечения последовательного фиксирования на матрице 2 загрузочной кары 4 или съемного пуансона 5 (в двух положени0 ях), либо для расфиксирования загрузочной камеры 4 и съемагее с матрицы 2.
Торец 11, Г-образные захваты 12 и 13 и вертикальная лыска 14 смещены относительно друг друга по окружности в плане.
5Глубина вертикального среза лысок 14
соответствует размеру бурта 10 загрузочной камеры 14 для возможности свободного ее съема.
Пуансон 5 приводится в движение што0 ком 15 пресса.
Поворот прижимов 7 в каждое из четырех рабочих положений может осуществляться вручную каждого по отдельности, либо может быть механизирован, например
5 с помощью системы рычагов с приводом (не показана), закрепленных на матрице 2.
Формующая поверхность пуансона 5 может быть выполнена любой формы, например вогнутой для формирования круг0 лых изделий,
Работа пресс-формы описана на примере прессования деталей армирующих вставок для траловых бобинцев из отходов капроновых рыболовных сетей. Габаритные
5 размеры вставок: диаметр 300 мм, высота 150 мм, масса 5,5 кг.
Сначала в выточку 9 матрицы 2 устанавливают загрузочную камеру 4, прижимают ее прижимами 7, которые поворачиваюттак,
0 чтобы торцы 11 прижимов 7 находили на бурт 10 загрузочной камеры 4. Далее в полость загрузочной камеры 4 с загруженными отходами капроновых сетей и связующим устанавливают съемный пуан5 сон 5. Штоком 15 пресса опускают пуансон 5 до тех пор, пока нижняя его плоскость не станет ниже выточки 9. Затем прижимы 7 поворачивают так, чтобы лыска 14 позволила приподнять загрузочную камеру 4, после чего прижимы 7 вновь поворачивают до зацепления захватов 13 с пазами б пуансона 5 Захваты 12 используются для второй ступени прессования.
Далее поднимают шток 15 пресса на высоту, достаточную для снятия загрузочной камеры 4 с матрицами 2 и удаляют загрузочную 4 с плиты 1 пресса. Затем пресс-форму помещают в термопечь для отверждения материала.
По окончании выдержки в термопечи
матрицу 2 устанавливают на плиту 1 пресса
и поджимают пуансон 5 штоком 15 пресса
для ослабления прижимов 7 и вывода захваJQB 12 или 13 из пазов 6 пуансона 5.
После этого шток 15 пресса полностью поднимают, снимают пуансон 5 и извлекают изделие. Цикл изготовления закончен. Использование изобретения позволяет повысить производительность пресса за счет увеличения коэффициента его использования,
Формула изобретения Пресс-форма для изготовления изделий из полимерных материалов, содержащая матрицу со съемной загрузочной камерой,
установленный в последней с возможностью аксиального перемещения пуансон, и поворотные прижимы с захватами для фиксирования загрузочной камеры, отличающаяся тем, что, с целью ускорения процесса изготовления изделия, пуансон выполнен в виде цилиндра, не превышающего по диаметру диаметр загрузочной камеры и имеющего на боковой поверхности пазы, а поворотные прижимы снабжены дополнительными захватами для взаимодействия с пазами пуансона, которые расположены над захватами для фиксации загрузочной камеры и смещены относительно них в плане по образующей прижима, при этом между захватами по всей высоте прижима выполнена вертикальная лыска.
ВидА
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| Стационарная пресс-форма для изготовления изделий из реактопластов | 1990 |
|
SU1810289A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| Пресс-форма для изготовления зубчатыхКОлЕС из КОМпОзициОННыХ пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU822949A1 |
| Устройство для прессования пустотелого сборного строительного элемента | 1990 |
|
SU1821374A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| Устройство для прессования изделий из стекла | 1974 |
|
SU633825A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |
Использование: прессование изделий из волокнистых материалов на оборудовании, позволяющим ускорить технологический процесс изготовления изделия. Сущность изобретения: пресс-форма состоит из матрицы со съемной загрузочной камерой, установленного в последней с возможностью аксиального перемещения пуансона и поворотных прижимов с захватами для фиксирования загрузочной камеры. Новым в пресс-форме является выполнение пуансона в виде цилиндра, не превышающего по диаметру диаметра загрузочной камеры и имеющего на боковой поверхности пазы. Поворотные прижимы снабжены дополнительными захватами для взаимодействия с пазами пуансона, которые расположены над захватами для фиксации загрузочной камеры и смещены относительно них в плане по образующей прижима. Между захватами по всей высоте прижима выполнена вертикальная лыска. 4 ил. (Л С
Фие.1
Фиг.З
| Демин Е.Н | |||
| Справочник по пресс-формам | |||
| Лениздат, 1967, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НАРУЖНОЙ РЕЗЬБОЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 0 |
|
SU345007A1 |
| Солесос | 1922 |
|
SU29A1 |
