Изобретение относится к области полупроводникового приборостроения, в частности изготовления технологической оснастки для сборки имплазионных диодов и столбов, и может быть использовано в электронной промышленности.
Целью изобретения является повышение качества и выхода годных при изготовлении имплазионных приборов.
Сущность изобретения заключается в том, что в кассете для сборки имплазионных полупроводниковых приборов, состоящей из графитового корпуса-бруска, в котором выполнены ячейки для загрузки деталей и стеклянных корпусов приборов, между графитовой кассетой и боковой поверхностью стеклянного корпуса прибора создается равномерный кольцевой зазор, равный 0,5 - 0,7 мм.
В графитовой кассете отверстие для сборки корпуса прибора выполняется большего диаметра, чем внешний диаметр стеклянной втулки, обеспечивая тем самым зазор между ними, В процессе сборки приборов графитовая кассета нагревается и за счет теплового излучения с боковой поверхности отверстий кассеты равномерно нагревает корпус прибора до необходимой температуры размягчения стекла. При этом
фиксация стеклянного корпуса обеспечивается за счет смачивания мягким стеклом металлических деталей прибора. В результате во время сборки приборов стекло не касается графита отверстий, что исключает прилипание корпусов к кассете и тем самым повышает выход качественных приборов.
Другим преимуществом изобретения является то, что в процессе имплазионной сборки приборов рабочий газ имеет свободный и равномерный доступ к боковой поверхности корпуса прибора, что улучшает условия проведения имплазионного процесса и тем самым повышает выход годных приборов.
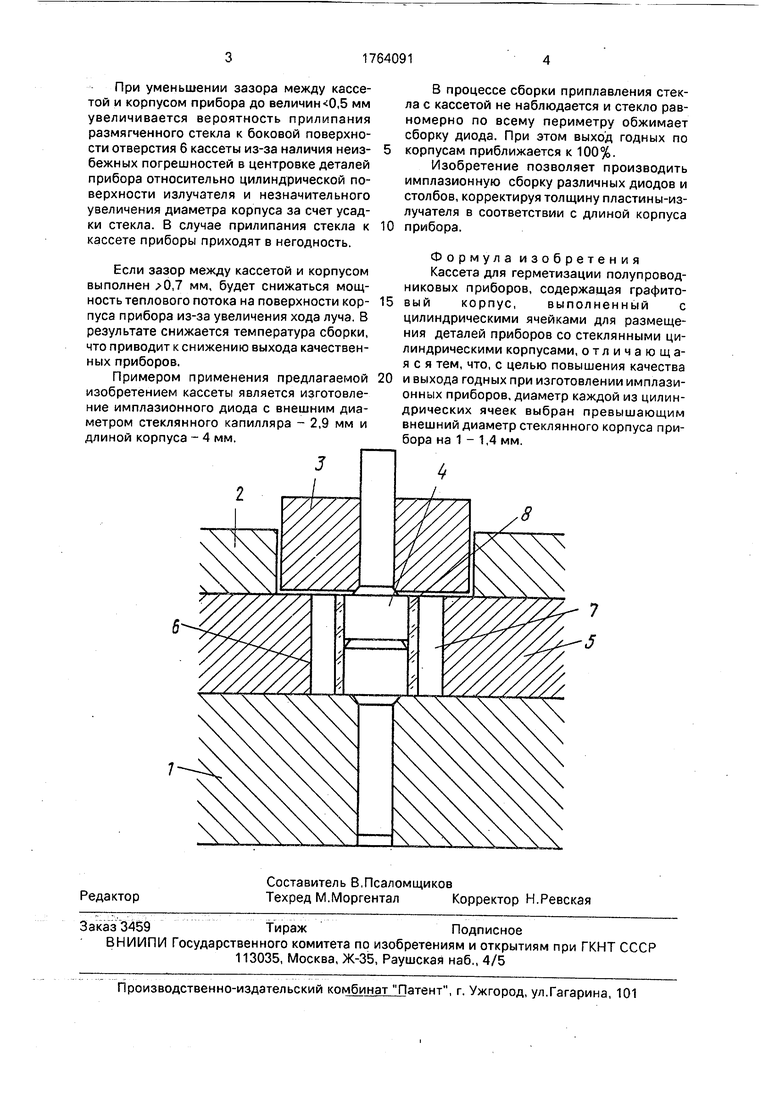
На чертеже представлена кассета с собранным прибором.
Кассета состоит из основания 1, верхней пластины 2, втулок 3, которые фиксируют детали 4 собранного прибора и пластины - излучателя 5 толщиной, равной длине стеклянного корпуса прибора с отверстиями 6, обеспечивающими кольцевой зазор 7 между стеклянной трубкой 8 и пластиной 5, равный (0,5 - 0,7) мм.
Возможен вариант кассеты с объединением в одно целое основания 1 и пластины- излучателя 5 без нарушения центровки отверстий.
СО
С
xi о
Јь
о ю
При уменьшении зазора между кассетой и корпусом прибора до величин 0,5 мм увеличивается вероятность прилипания размягченного стекла к боковой поверхности отверстия 6 кассеты из-за наличия неизбежных погрешностей в центровке деталей прибора относительно цилиндрической поверхности излучателя и незначительного увеличения диаметра корпуса за счет усадки стекла. В случае прилипания стекла к кассете приборы приходят в негодность.
Если зазор между кассетой и корпусом выполнен ,7 мм, будет снижаться мощность теплового потока на поверхности корпуса прибора из-за увеличения хода луча. В результате снижается температура сборки, что приводит к снижению выхода качественных приборов.
Примером применения предлагаемой изобретением кассеты является изготовление имплазионного диода с внешним диаметром стеклянного капилляра - 2,9 мм и длиной корпуса - 4 мм.
В процессе сборки приплавления стекла с кассетой не наблюдается и стекло равномерно по всему периметру обжимает сборку диода. При этом выход годных по корпусам приближается к 100%.
Изобретение позволяет производить имплазионную сборку различных диодов и столбов, корректируя толщину пластины-излучателя в соответствии с длиной корпуса прибора.
Формула изобретения Кассета для герметизации полупроводниковых приборов, содержащая графитовый корпус, выполненный с цилиндрическими ячейками для размещения деталей приборов со стеклянными цилиндрическими корпусами, отличающаяся тем, что, с целью повышения качества
и выхода годных при изготовлении имплази- онных приборов, диаметр каждой из цилиндрических ячеек выбран превышающим внешний диаметр стеклянного корпуса прибора на 1 - 1,4 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОЭЛЕКТРОМЕХАНИЧЕСКИХ СТРУКТУР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2511282C1 |
| Способ пайки силовых полупроводниковых приборов | 2016 |
|
RU2641601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ МЕТАЛЛОСТЕКЛЯННЫХ ЭЛЕКТРОСОЕДИНИТЕЛЕЙ | 2020 |
|
RU2738636C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОВИДНОЙ КОМПОЗИЦИИ И КОНТЕЙНЕР ДЛЯ ЕЕ ТЕРМООБРАБОТКИ | 2009 |
|
RU2436741C9 |
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2019 |
|
RU2730959C1 |
| Способ капиллярной пайки | 1990 |
|
SU1824265A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛЯННОЙ ПРЯМОУГОЛЬНОЙ РАМКИ ДЛЯ ОБОЛОЧКИ ВАКУУМНОГО ЛЮМИНЕСЦЕНТНОГО ПРИБОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2142436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВОГО ДИОДА | 1991 |
|
RU2034367C1 |
| СПОСОБ СБОРКИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1999 |
|
RU2171520C2 |
| СПОСОБ МОНТАЖА ДЕТАЛЕЙ ПОЛУПРОВОДНИКОВОГО ПРИБОРА К ОСНОВАНИЮ И ПОЛУПРОВОДНИКОВЫЙ ПРИБОР, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1997 |
|
RU2118585C1 |
Сущность изобретения: графитовая кассета выполнена с гнездами для размещения собранных полупроводниковых приборов так, что диаметр каждого гнезда превышает диаметр стеклянного корпуса прибора на 1 - 1,4 мм. 1 ил.
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
